Saját kezűleg készítünk egy gépet a hamvazattömbök gyártásához
A hamvas tömbök népszerű építőanyagok, amelyekből különböző célokra szolgáló épületeket és építményeket építenek. Mivel otthon könnyen elkészíthetők, a salaktömb-gépek meglehetősen nagy keresletet mutatnak. Ha van szabad ideje és vágya, akkor megpróbálhatja saját maga megépíteni ezt a berendezést.
A gép fényképe a blokkok megszerzéséhez
A homoktömbök (csakúgy, mint a habtömbök) népszerűsége egyedi összetételükben, valamint a hamvas tömbök gyártására szolgáló gépek nemcsak korlátozott pénzeszközökkel teszik lehetővé a kiváló minőségű építőanyagok beszerzését, hanem a gyártást is lehetővé teszik. őket eladó. Sokak számára a hamu blokkok gyártása jövedelmező vállalkozássá vált, amely kézzelfogható jövedelmet hoz.
Ezután az üreges salaktömbök gyártására szolgáló berendezésekről fogunk beszélni. Ebben az esetben a következőket használják kiinduló komponensként:
- Cement;
- Szemcsés salak (amely az öntöde hulladéka);
- Speciális töltőanyagok.
Az eredmény olyan blokkok, amelyeket megkülönböztet a magas hang- és hőszigetelési teljesítmény.
Lásd még: A csavaros cölöpök élettartamának meghosszabbításának módjai
Cinder block opciók
Forma készítése egy hamu blokkhoz
A hálózaton megtalálhatók a különféle összetettségű salakblokkok készítéséhez szükséges gépek rajzai, amelyek szerint maga is elkészítheti. Ezek az eszközök lehetővé teszik üreges és tömör tömbök előállítását. A legegyszerűbb eszköz egy összecsukható forma, vibrátor nélkül.
Forma palack üregekkel ellátott tömbökhöz
Ebben a formában nagy víztartalmú betonoldatot használnak. "Puhának" is nevezik.
A blokkok megszerzésének sorrendje egyszerű formában
- A formadoboz vagy mátrix betonnal való kitöltése;
- Az oldat formában tartása a megkötésig (több óra);
- A forma szétszerelése – a blokk szabad állapotban van.
Tanács. Kényelmes üregeket formázni a tömbökben pezsgősüvegek segítségével, amelyek nagy méretűek és nem törnek össze, mert vastag a faluk.
Ezekben az öntőformákban a falak és aljak fémlemezekből vagy rétegelt lemezekből készülhetnek. Mielőtt az oldatot a formába öntené, meg kell kenni használt gépolajjal.
A salaktömbök gyártásának megvalósíthatósága
A vibrációs prés szükségessége korántsem nyilvánvaló. Sőt, ha a magánépítésről van szó. Ezért megindokoljuk azokat az eseteket, amikor egy vibráló gép (vibrokompressziós egység) jelenléte valóban szükséges:
- ha egy ház, egy nyári rezidencia, egy vidéki ház építését függetlenül végzik, és az időbeli tényező nem korlátozott, és elsősorban az a vágy, hogy a lehető legnagyobb mértékben csökkentsék a folyamat költségeit, akkor ebben az esetben a rezgőgép lesz a legoptimálisabb megoldás;

A gyárban található salaktömbök gyártása során szokásos vasformákat alkalmaznak.
- a környezetvédelmi kérdéseket ma nagy becsben tartják, és ha biztosítani akarja magát az építőanyagok használatával szemben, amelyek gyártása során ismeretlen eredetű alkatrészeket használtak (ez nem csak a salaktömbökre vonatkozik, amelyek általában különböző gyártmányokból készülnek hulladékok), akkor a saját felszerelésének használata lehetővé teszi a probléma kezelését;
- A saját rezgőgép lehetővé teszi a szükséges mennyiségű építőanyag egy termék pontosságával történő kialakítását. Nem kell építőelemeket vásárolni készlettel vagy rohanni a boltba, ha nyilvánvaló hiány van belőlük.
A felszerelés értékesítése az építkezés befejezése után egy másik ok arra, hogy ne adja fel a saját vibrátorát. Biztos lehet benne, hogy lesznek emberek, akiknek ugyanaz a véleményük az építési munkák elveiről.
Ha az építkezést távoli területen végzik, akkor egy rezgő pad jelenléte megmenti az építőket az építőanyagok szállításával járó többletköltségektől.
A következő tényezők arra kényszeríthetik Önt, hogy hagyjon fel egy vibráló gép megvásárlásával, a tömb építőanyagok gyártásával a helyszínen:
- komoly időköltségek. Hamvasztótömbök, habtömbök vagy más tömbtermékek készítéséhez "izzadni" kell, még akkor is, ha betonkeverőt használ. Az időfaktor ugyanolyan fontos: ne feledje, hogy körülbelül egy hónapnak kell eltelnie attól a pillanattól kezdve, hogy elkészült a salak blokk, annak felhasználásának lehetőségéig. Ez nem fog mindenkinek megfelelni;

Az űrlapoknak összecsukhatóaknak kell lenniük, hogy a kész salaktömb könnyen elérhető legyen
- további energiafogyasztás. Az építőelemek gyártására szolgáló vibráló gépek, mint a betonkeverők, elektromos motorral működnek, és az áram ma drága. Ezt a szempontot az előzetes számítások során is figyelembe kell venni.
Az utolsó kérdés, amelyet meg kell oldani, az, hogy vásároljon egy vibropresset a salaktömb termékek gyártásához, vagy megpróbálja saját kezűleg készíteni egy eszközt. Ha az építés nagysága kicsi, nyilvánvaló, hogy sokkal olcsóbb lesz saját maga összeállítani az egységet, mivel az ilyen eszközök legegyszerűbb modelljeinek megtervezése nem jelent szuper feladatokat.
Lásd még: Érdemes a lakásban lévő alumínium vezetékeket rézre cserélni
Házi gépek rezgő készülékkel
Házi gép diagramja
A salaktömbök gyártására szolgáló vibrációs gépek fejlettebb berendezések. Gyorsabb és kényelmesebb rájuk venni a blokkokat, mivel nem kell megvárni a habarcs megkötését. Ebben az esetben a betonoldatot keményebben és vastagabban készítik el, enyhe zsugorodásnak kell lennie.
Technikailag ez két módon történik:
- rezgőasztal használata;
Rezgő asztal
- magát az öntőformát motorral látják el, amelynek tengelyére eltolt tömegközéppontú excentert helyeznek el.
Az excentrikus gép kényelmesebb nagy mennyiségű anyag előállításához, mivel lehetővé teszi, hogy egy kész blokkot egy menetben megfordulás nélkül kapjon meg.
- Rezgőgépek blokkgyártáshoz
- Barkácsoló salak blokk gép
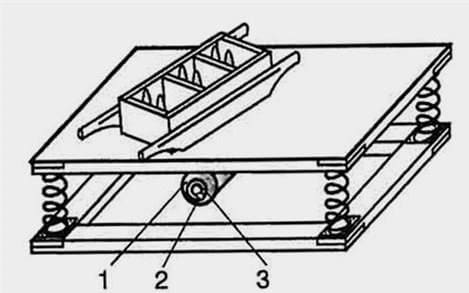
Saját készítésű gép a "tojó tyúk" sémája szerint
Gép – "tojó tyúk"
A fenti rajz a hamvasztó blokk készítésére szolgáló gépről az egyik legegyszerűbb .
Tervezése a következő alapelemeket tartalmazza:
- alkotó doboz – mátrix (nincs alja);
- vibrátor az oldalfalon;
- a fiók fogantyúi, amelyeket a lenyomat alakjának károsítása nélkül könnyű eltávolítani;
- cserélhető nyomólemez-készletek;
- üregképzők különböző formájú üregekhez.
A jelenlegi szabvány előírja egy ilyen blokk megállapított méreteit – 39 x 19 x 18,8 cm . Ebben az esetben az üresség nem haladhatja meg a 30% -ot .
Mátrix készítése
- Lemezt veszünk (3 mm-től);
- A lapból egy tömb nagyságúra kivágnak egy alakzatot (5 cm-t adunk a feltüntetett méretekhez a tapogatáshoz);
- Átmenő doboz képződik (nincs alja);
Fontos. A lapokat kívülről kell hegeszteni, ez megakadályozza a megfelelő geometria megsértését.
- A végeiről hegesztett speciális szalagok nagyobb stabilitást biztosítanak a doboznak. Ehhez kis szelvényű profilcsöveket használnak;
- A mátrix alapja gumilappal van kárpitozva, amely megvédi a mátrix alsó széleit a deformációtól;
- Határkötény képződik, amely megakadályozza a megoldás kiömlését az űrlap kitöltésekor;
- Fogantyúk vannak rögzítve.
Felszereléstípusok
Ha műhelyt nyit a hamvazótömb gyártására, szüksége lesz:
- betonkeverő;
- rezgő szita;
- talicska;
- állványok;
- hamu blokk gép.
Többféle gép létezik a piacon:
- mechanikus kézi vezérléssel;
- félautomata;
- teljesen automatikus vonalak.
Három kategóriába is sorolhatók:
- hordozható;
- Mobil;
- helyhez kötött.
Hordozható – kézi működtetésű gép. Általános szabály, hogy 1 ciklus vagy 2 fél blokk előállítható egy ciklus alatt. Mobilitás, egyszerűség, alacsony súly és költség jellemzi őket:
Lásd még: Szennyvíz kiszámítása lejtős helyeken: SNIP követelmények, lejtőszögek és fektetés
- A Block-master 2 (BM-2) egy hordozható gép, amelynek teljesítménye 40 darab / óra, teljesítménye 0,25 kW. Egy ilyen gép költsége 8200 rubel.
- Présgép 1 mini 2-es gép – gép 1 blokkhoz, 170 W-os vibrátorral, szorító kerettel. A költség 6340,75 rubel.
A mobil félautomata gépeket megkülönböztetik több blokk, erősebb vibrátor mátrixának jelenléte. Ezen egységek vásárlásakor figyelembe kell venni a blokkok gyártásához szükséges lapos platform jelenlétét. Az ilyen berendezések költségei valamivel magasabbak lesznek:
- Az SSh-1 V, SSh-2, SSh-3 telepítések hasonló működési elvűek, 2 blokk mátrixával vannak felszerelve, 300 wattos vagy annál nagyobb motorokkal. Termelékenységük 40-90 db / óra, a készletben további vibrátor is lehet. Az ilyen egységek költsége 13 600 rubelnél kezdődik.
- A Comanche sorozat hamvasztó blokkgépei ciklusonként 2-4 modul előállítását teszik lehetővé. A modelltől függően 60-120 darab / óra teljesítmény és 0,25-0,48 kW teljesítmény. Az ár 25 000 rubel között változik. akár 49 000 rubel.
Vannak olyan modellek is, mint: Mars, Tornado, Laying, Sárkány, stb. Ugyanazon működési elvük van, és különböznek a ciklusonként előállított blokkok számában, az üreges formázók kapacitásában és típusában.
A helyhez kötött berendezések karbantartása sokkal drágább és időigényesebb. Az egyik hátrány az, hogy egyszerre kell eltávolítani a készterméket, több darabot egy raklapon. Az ilyen egységek mind mechanikusan vezérelt – vibráló prések, mind automatizált – hamvasztó blokk mini üzemek.

Rezgőprések homoktömbök és homoktömbök gyártásához kézi betonkeverékkel. A tömböket technológiai cserélhető fa raklapokra öntik. Az ilyen berendezések teljesítménye 8,5 kW, a termelékenység 20-30 ciklus / óra, ciklusonként 4-5 blokkot állítanak elő. Az ilyen mechanizmus költsége 300 000 rubelnél kezdődik.
A DMYF-10A mini hengerblokk hidraulikus kormányzással és automatikus mozgási módszerrel van felszerelve. A berendezés teljesítménye 16 kW, teljesítménye 1300-1400 darab / óra. 750 000 rubelért vásárolhat ilyen növényt.
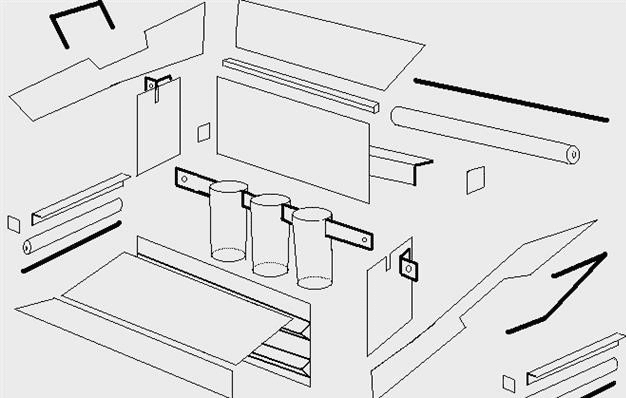
Gépdiagram
Az alábbiakban bemutatjuk a hamvazótömb gép pontos rajzát a pontos méretekkel. Az üregek különböző formákban (téglalap alakúak vagy kerekek) alakíthatók ki.
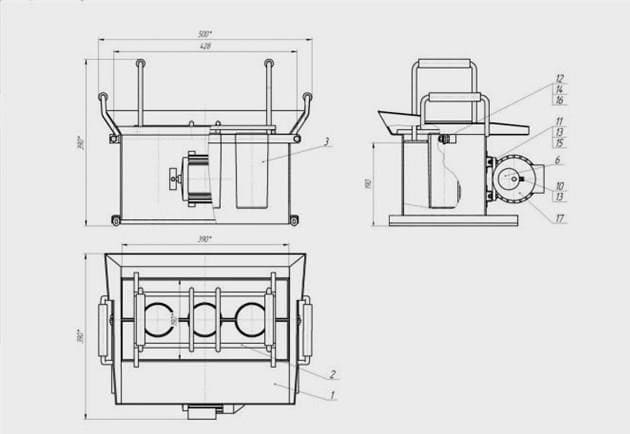
Géprajz
Fontos. A csábítónak kúpos alakúnak kell lennie, amely lehetővé teszi a mátrix könnyű eltávolítását a nyers salaktömbből.
A kerek csövek alkalmasak magképző készítésére. Ebben az esetben a munkadarab eszterga segítségével kúpos lehet.
A vibrátor kis teljesítményű elektromos motorból készül. Ehhez például egy motor egy mosógép egy ereje 150-200 W alkalmas . A központok az alábbiak szerint helyezkednek el.
A motor tengelyéhez különc van rögzítve, amely aszimmetrikus lyukú fémcsíkból készülhet. A méreteket, a súlyt és az alakot kísérletileg kell meghatározni. Ha az excentrikus érték túl nagy, akkor a rezgés túlzott lesz, aminek következtében a konkrét benyomás szétesik.
Ez a kialakítás javítható karokkal ellátott mobil platform telepítésével. Ez megkönnyíti a vibráló gépterület emelését és mozgatását.
Szerszámok és anyagok előkészítése

A mátrix egyfajta gép, amelynek gyártásához fel kell készülnie:
- hegesztőgép;
- helyettes;
- őrlőgép;
- lakatos eszköz.
Az anyag fémlemez lesz, amelynek vastagsága 3 mm. Szükség van egy méter acélcső előkészítésére is, átmérője 7,5 és 9 cm között változhat. A készülék 0,75 kW-os elektromos motor miatt fog működni. Mielőtt összeszerelné a hamu blokk gépét, ügyelnie kell egy 3 mm-es acélcsík jelenlétére, amelynek hossza 30 cm. Az anyák és csavarok rögzítőként működnek.
A megfelelő megoldás elkészítése
Az utasítás a következő receptet feltételezi a beton előállításához a blokkokhoz:
- A töltőanyag hét részére (erre a célra a nagyolvasztóból származó szénsalak a legalkalmasabb), két rész duzzasztott agyag (durva homok), két rész kavics (5-10 mm), 1,5 rész cement (M500) és három rész vizet veszünk;
Referenciaként: Szénsalak helyett gipsz, duzzasztott agyag, salak, hamu, kavics, zúzott kő, szénégetési termékek, homok, téglahulladék, perlit, zúzott kő és még feldolgozott fűrészpor is megengedett töltőanyagként;
- A vízmennyiség hozzávetőleges. Fontos, hogy az oldat ne legyen folyékony. Az oldat megfelelő konzisztenciáját ökölbe szorítva ellenőrizzük. Ha megfelelő konzisztenciájú, akkor össze fog ragadni, ugyanakkor ha a földre dobja, szét kellene esnie;
- A salaktömbök minősége javul, ha lágyítószert adunk a keverékhez (blokkonként 5 g). Ez a kész blokkok vízállóságát, fagyállóságát és szilárdságát adja.
Hogyan készítsünk egy salak blokkot a saját kezével
Elkészítettük az eszközt, itt az idő, hogy elmondjam, hogyan kell használni. Igen, ez a dolog is működni fog! Tehát vegyük félszáraz keverékünket: durva homokot, 5-8 mm átmérőjű kavicsot, cementet és vizet 6: 2: 2: 1 arányban, és állagossá tesszük, amikor a keverék összenyomódik. ököl, de a földre esve szabadon folyik. Most mindezt egy salakblokkok gépébe tettük, amelyet saját kezünkkel készítettünk mesterünk rajzai alapján (külön köszönet neki).
Csatlakoztatjuk a motort (jobb, ha egy "forró gombot" készítünk közvetlenül az űrlapon) 2 percig. Várjuk, hogy minden leüljön, majd szükség esetén adjuk hozzá a száraz keveréket, a felesleget simítóval vagy rögtönzött anyagokkal távolítsuk el. Ezután a préslemezt a tetejére tesszük, és pár tíz kilogrammot teszünk rá. Hosszabbítást végezhet, és kis amplitúdóval ugrálhat egy nehéz kalapáccsal, vagy felülről ugorhat – nincs különbség. Most megfogjuk a "sajtót" a fogantyúknál, eltávolítjuk és kirakjuk a rezgőgépünkből a hamvasztó blokkhoz.
Van egy kész salakblokkunk, amelyet a teljes megkeményedésig körülbelül 48 órán át kell tárolásra hagyni, és 1 nap elteltével szállítható, természetes szárítás mellett alacsony páratartalom mellett +25 C hőmérsékleten. Megvizsgáltuk, hogyan hogy saját kezűleg készítsünk egy gépet a hamvazattömbök számára, és most javasoljuk, hogy nézzen meg egy érdekes videót erről a folyamatról.

A gyári gép leírása és költsége
Ha még mindig nem jött rá, hogyan készítsen gépet a hamvazattömbökhöz, akkor vásárolhat ipari modellt. Kiváló példa a VibroYar, amelyet 26 000 rubelért vásárolhat meg. Ez a berendezés egy VI-99V márkájú vibrátorral van felszerelve. Ezzel az eszközzel két blokkot készíthet egy ciklus alatt. A préselés egy percet vesz igénybe. A végső időtartam a préselés intenzitásától függ. Ez lehet továbbfejlesztett vagy egyszerű.
Ha ezt a gépet salaktömbökhöz használja, amelyek ára a legtöbb fogyasztó szerint elfogadható, akkor a következő méretekkel rendelkező blokkokat készíthet: 390 × 190 × 190 mm. Az építőanyag testesnek vagy üregesnek bizonyulhat, és szárítás után nem omlik össze. A gyártás során be kell tartania az oldat keverésének technológiáját. Egy nap alatt két munkás körülbelül 600 darab hamutömböt tud előállítani.
Lásd még: A szalagcölöp alapjainak előnyei és hátrányai
A gép kiegészítése vibrációs funkcióval

A szokásos elektromos motort rezgésbe kell hozni. Ehhez excenterek formájában lévő csavarokat hegesztenek annak durva szakaszaihoz. Az axiális térben meg fognak egyezni.
Az anyák a csavarokra vannak felszerelve, és a rezgés típusa és sebessége a csomagolásuk mértékétől függ. Egy ilyen mátrix képezheti a sétagép alapját. A fejlesztés érdekében készleten kell lennie egy kiváló minőségű lakatos szerszámmal.
Gyártási utasítás

Az első szakaszban el kell döntenie az építési folyamat során használt termék méreteit. A legegyszerűbb megoldás a kész, gyárilag elkészített hamutömb mérése lenne. Ezután egy fémlemez lép működésbe, amelyből a gép oldalsó részeit két darab mennyiségben ki kell vágni. Van egy partíció közöttük. A doboz megszerzéséhez az alkatrészeket abszolút egyenletesé kell tenni.
Hamvasztógép gyártásakor 6 külön darabra kell vágnia a csövet. Hosszuk megegyezik az üregek magasságával. Ez utóbbiban az alsó fal megmarad, vastagsága 3 cm. Ez lehetővé teszi az üregeket körülhatároló henger magasságának meghatározását. Annak érdekében, hogy a hengerek kúposak legyenek, mindegyiket középre kell vágni, majd egy sörrel összenyomni és egymáshoz hegeszteni. Az átmérő 2 mm-rel kisebb lesz.
Duzzasztott agyag blokkok gyártási technológiája

A duzzasztott agyag blokkok gyártása a következő szakaszokból áll:
- A munkaelegy elkészítése.
- A termékek formázása.
- Előkeményedés.
- Termékek szárítása és erősítés.
- Duzzasztott agyag betontömbök szállítása a raktárba.
Oldatkészítés
100 kg munkakeverék elkészítéséhez a következő arányokat vesszük figyelembe, kg:
Duzzasztott agyag – 54,5.
Homok – 27,2.
Cement – 9,21.
Víz – 9.09.
Az M400 vagy M500 osztályú cementet száraz és tiszta formában használják. A fényes felület elérése érdekében csempe ragasztót adunk a keverékhez. Az oldat plaszticitása és egymásra rakhatósága lágyítók segítségével növekszik.
A kémiai adalékok növelik a késztermékek fagyállóságát és vízállóságát. A porozitás növelése érdekében szappanosított fa gyantát használnak.
A betonoldatot a keverék komponenseinek alapos összekeverésével kapjuk. Mért mennyiségű összetevőt betonkeverőbe vagy speciális tartályba helyeznek. A készítményt 2-3 percig keverjük.
A keverék kész részéből 9-10 standard, 39 × 19 × 19 cm méretű tömböt kapunk.
Alakító termékek
Az elkészített kompozíciót speciális acélformákba helyezzük. Minden egyes használat után a formákat tiszta vízzel leöblítik és száraz ruhával megtörlik.
A keverékkel ellátott formákat egy rázóállványra helyezik. Rezgés hatására a formákban lévő keveréket tömörítik. Amint ülepedik és összenyomódik, adja hozzá a szükséges mennyiségű oldatot. A felesleges betont időben eltávolítják.
Megfelelő tömörítés után a kész termékeket átvisszük a szárítókamrába.
Szárítás és tárolás

A szárítást 2 napig 50-60 ° C hőmérsékleten végezzük. A meghatározott időszak után a termékeket 25-26 napig szárítják nyílt raktárban, természetes körülmények között. A szárított termékeket a késztermék raktárába továbbítják későbbi értékesítés céljából.
A munka módszerei

A hamu blokk gépének hengerei lesznek, amelyek mindkét oldalon hegesztettek és a blokk hosszú részéből össze vannak kötve. Ezeket úgy kell elhelyezni, hogy az üregek megfelelő lyukakat képezzenek a gyári salaktömbben. A szélső részekhez lemezeket kell hozzáadni. Lyukakat kell készíteni bennük, amelyekkel rögzítheti a füleket.
Az egyes mátrixrekeszek központi részének területén át kell fűrészelni a felületet és hegeszteni a füleket. Megerősítik az érvénytelen korlátozásokat. Ez elősegíti a monolit vagy üreges tömbök kialakításának mechanizmusát.
A hamvasztótömbök gyártásához használt gép egyik keresztirányú falán 4 darab csavart kell hegeszteni. Rögzítőként fognak működni a motor rögzítéséhez az alaphoz. Azon a oldalon, ahol a keveréket betöltik, szükséges alkatrészeket hegeszteni pengék és kötény formájában, ez utóbbi kizárja a keverék fröccsenését. Minden alkatrészt políroznak és megtisztítanak, majd festenek.
")


