Hibák elektródával történő hegesztéskor

Tartalom
- Melyek a hibák az elektródával történő hegesztéskor és hogyan javítható
- A domború görgők különböző okok miatt fordulnak elő (a megelőzési módszerek zárójelben vannak feltüntetve):
- Pórusok kialakulásának okai hegesztés közben
Milyen hibákat követhetnek el a kezdő hegesztők elektródával történő hegesztéskor? A kézi ívhegesztésnél (rövidítve MAW) gyakran előfordulnak hibák. Az erős hőkezelés elkerülhetetlenül különféle hibákat okoz. Ha az RDS hibáinak okairól beszélünk, amelyeket meg kell szüntetni, akkor három nagy csoportba sorolhatók:
- A munka során felhasznált anyagok minősége – kivétel nélkül mind alap- és segédanyagok.
- Technológiailag hozzáértő anyagok és készülékek előkészítése. Például nem elég a hegesztőberendezést felállítani, a hegesztési feladatoknak megfelelő elektródák és adalékok nélkül semmilyen beállítás nem biztosít minőséget. De prémium hegesztőmárkáról beszélünk, nemhogy szerényebb beszállítókról.
- Hegesztő végzettség. Ezt a fogalmat nem szabad összetéveszteni a tapasztalattal. A hegesztőgépek transzformátormodelljein végzett több évtizedes munka még nem garantálja az azonnali átképzést egy modern, nagy teljesítményű inverterré. A fiatal hegesztő nem szakképzetlen munkást jelent – persze komolyan hozzáállással a hegesztéshez.
Melyek a hibák az elektródával történő hegesztéskor és hogyan javítható
Az RDS leggyakoribb problémái a következők:

Elektróda tapad.
- Az ív hibás/rossz minőségű gyújtása. Ez kifejezhető mind az elektróda megtapadásával a hegesztés elején, mind a túlzottan nagy kezdőkisülésben. Ennek eredményeként már a működés első másodperceiben salakképződés, behatolás hiánya és pórusképződés lehetséges a hegesztési zónában. Ezenkívül a hibás elektródák gyújtási problémákat okozhatnak. Ha az elektróda vége túlságosan szabaddá válik (a bevonat gyári hibák, nem megfelelő tárolás vagy a hegesztési tartóba való durva beszerelés miatt levált), akkor a gyújtás során porózus képződmények képződnek. Úgy hívják, hogy "kiinduló pórusok". A jó minőségű varráshoz nagyon fontos a kezdet, ezért a rossz minőségű gyújtásból eredő hibákat azonnal meg kell szüntetni.
Javasolt a munka leállítása és a hibás hegesztési varrat elejét mechanikusan megtisztítani, ismerten jó elektródát szerelni, majd folytatni lehet a hegesztést.
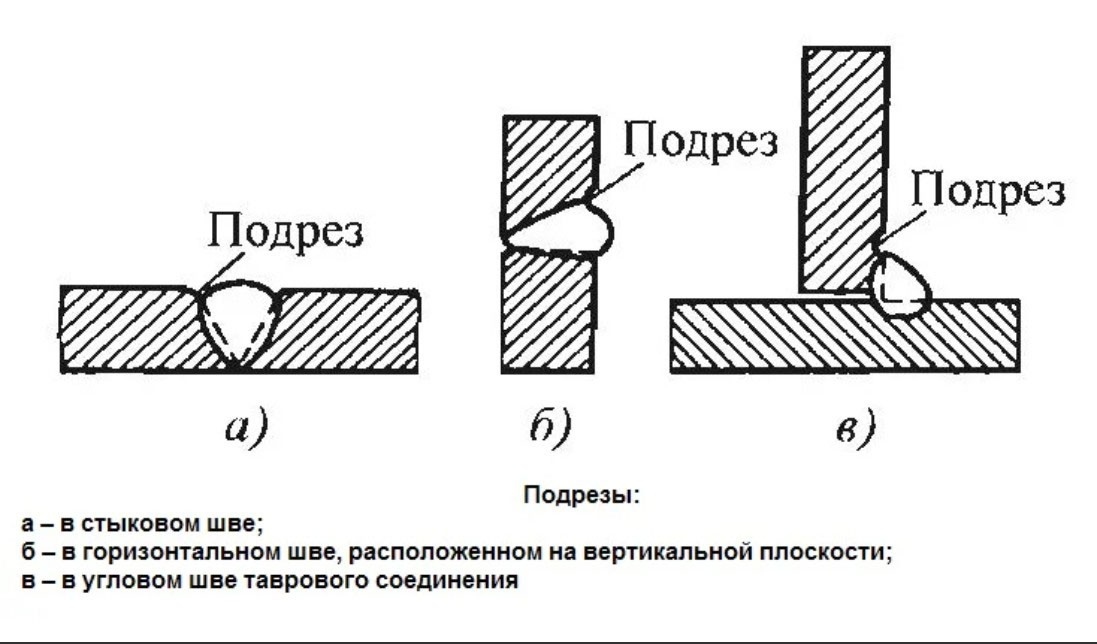
- Alulvágások. Ezek a hibák az elektródával történő hegesztésnél veszélyesek az olvadás és a salakképződés hiánya miatt, különösen akkor, ha "rozsdamentes acélon" dolgoznak. Alávágások akkor keletkeznek, ha az elektródát túl korán vagy túl hirtelen húzzák el a hegesztendő éltől. A „korai” átmenetnél az elektróda fémének nincs ideje kitölteni a krátert, éles átmenet esetén pedig a hegesztési salak néha megszilárdul az alámetszésben, és nem olvad meg egy második áthaladás során. Ezenkívül a túl rövid ív a hiba okává válhat – a hegesztési varrat kristályosodó fémét fizikailag levágja a bevonat védőburkolata.
Az alávágások elkerülése érdekében az általános szabály az, hogy a hegesztőkrátereket teljesen fel kell tölteni fémelektródával, és a megmunkálandó élek közötti átmeneteknél egyenletes mozgást kell végezni.
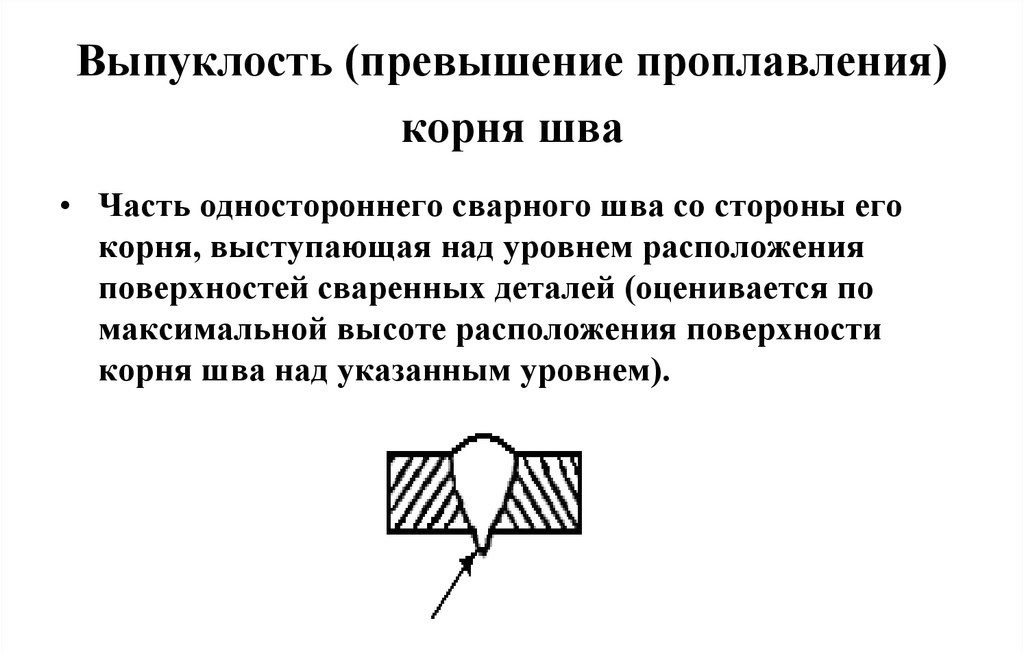
- Konvex. A saru- és tompatípusú többjáratú kötések elektródájával végzett kézi hegesztés során a közbenső varratok túlzott domborúsága rendkívül nem kívánatos, és lehetséges, ha a legjobb minőségű eszközökön dolgozik.
A domború görgők különböző okok miatt fordulnak elő (a megelőzési módszerek zárójelben vannak feltüntetve):
- Alacsony elektróda hegesztési sebesség és elégtelen manipuláció (munka közben érdemes növelni a transzlációs mozgások amplitúdóját).
- Félautomata hegesztéskor nincs elegendő hegesztőáram (az áramerősség növelése szükséges, különösen az alsó pozíciók hegesztésekor).
- Mennyezeti hézagok ferdén hátrafelé történő átvezetése (változtassa a lejtőt előre szögre, vagy dolgozzon derékszögben a kötés irányára).
- A mennyezet és a függőleges varratok hegesztésekor dolgozzon "ív hátra" (válasszon másik módszert – például "ív előre" vagy "létra").
- Magas hegesztőáram felső és függőleges kötések áthaladásakor (csökkentse az áramértéket a lehető legalacsonyabb értékre). Ezek a hibák az elektródával történő hegesztésnél a következőképpen is kiküszöbölhetők: a közbenső gyöngyök túlzott kidudorodásának elkerülése érdekében az elektróda sebességének és mozgási irányának pontos megválasztásával ellenőrizni kell a hegesztőmedence teljességét. A széleknél a késleltetésnek biztosítania kell azok jó felmelegedését, ami garantálja a jó minőségű behatolást a hegesztési határokon – a folyékony fém nem gyűlik össze a közepén, hanem az elektróda távozásakor a széleken kristályosodik.
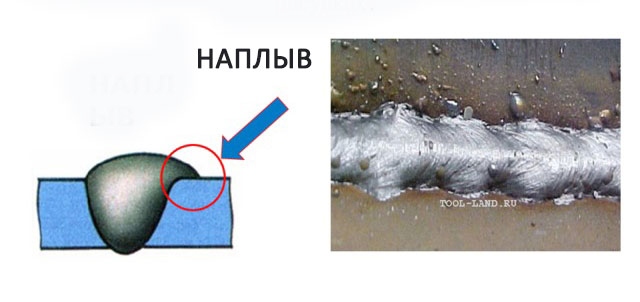
4. Beáramlások. Ezek hiányos munkatapasztalatból és az alákínálásokkal való túlságosan aktív küzdelem következményeként jelentkeznek. Ha a hegesztett él késleltetése túlzott, vagy ha a hegesztőáram indokolatlanul nagy tartományba van állítva, és a hegesztőnek nincs ideje megbirkózni nagy mennyiségű folyékony fémmel, megereszkedés történik. Egyszerűen meg kell tisztítani, vagy előre vágni és megtisztítani, a beáramlás nagyságától függően. A behatolás hiánya az alkatrészek összeszerelésének kis réseiben.
A V- és X-alakú szerelvények félautomata hegesztésénél a túl kicsi rés salakképződéshez és a varrat gyökerénél az összeolvadás hiányához vezethet. Még akkor is, ha a működési műszaki feltételek szerint az Esab hegesztőberendezések vagy más kiváló minőségű inverterek nem igénylik a hátsó oldalon lévő gyökérvarrat hegesztését, akkor is előfordulhat, hogy az írástudatlan összeszerelés során nem kell behatolni.
Az alkatrészek lineáris és szögletes szerelvényeinek ilyen hibáit sokkal könnyebb kiküszöbölni egy pontosan beállított hézaggal, mint további hegesztési műveletekkel – élek levágása, mély vágások kitöltése, a varrat gondos fordított hegesztése stb.

porózus varrás
5. Pórusok. A leggyakoribb hibák elektródával történő hegesztéskor.
Pórusok kialakulásának okai hegesztés közben
Különféle okok miatt pórusok keletkeznek elektródával történő hegesztéskor (zárójelben a megelőzési módszerek vannak feltüntetve):
- Gyenge összeszerelési előkészítés – rozsda, szennyeződés, vízkő stb. (tisztítsa meg az összeillesztendő termékek hegesztési zónáját).
- Magas páratartalom (az elektródák előkalcinálása és az élek melegítése).
- Huzat munka közben (a helyiségben zárja be az ablakokat / ajtókat, vagy állítson fel ideiglenes függönyöket, ha „terepi körülmények között” dolgozik).
- Eltérés a hegesztett és elektródafémek kémiai összetétele között (válassza meg az elektródák típusát és márkáját a munka sajátosságainak megfelelően).
- Rossz minőségű elektródák, még akkor is, ha megfelelnek a hegesztési módnak és a hegesztett fém összetételének. A rúd rozsdásodásával és a bevonat egyenetlen koncentrikusságával egy egész „hibacsokor” alakul ki, így az elektródáknak minden esetben jó minőségűnek kell lenniük.
- A hegesztő kísérlete az ív problémás gyulladásának azonnali kijavítására a kezdőzóna újraolvasztásával (a rossz minőségű gyújtással kapcsolatos problémák kiküszöbölését az 1. bekezdés ismerteti).
- Hosszú ívvel dolgozzon, légfogással (rövidítse az ívet).

Tökéletes hegesztés.
Annak érdekében, hogy ne hibázzon az elektródával történő hegesztés során, nem elegendő a modern hegesztőgépek birtoklása. Fontos a hegesztési munka minőségének folyamatos ellenőrzése. Azonban, mint fentebb említettük, a legtöbb hiba teljesen kiküszöbölhető "a helyszínen", közvetlenül a hegesztési munkák során.



