Gázhegesztés: jellemzők, előnyök és hátrányok

A gyártók a szokásos hálózati hegesztők széles választékát kínálják. Különböző kapacitásokban, méretekben és költségekben kaphatók. Anélkül, hogy ismernénk a félautomata hegesztőgép vagy az inverter közötti alapvető különbségeket, ami jobb, lehetetlen egyértelműen kijelenteni. Minden berendezésnek vannak előnyei, hátrányai, számos hegesztési mód.
A választott kritériumok
- A maximális áram állandó kapcsolási tényezővel (PV)
kombinálva nem csak a hegesztési alkalmazást, hanem annak „biztonsági tartalékát” is jelzi. Ami a hegesztési áramot illeti, sok kezdő számára az ilyen beállítás hiánya a félautomata készülékekben némi kábítást okoz – ezek általában szabályozzák a fáklya feszültségét. Egy általánosan használt, 0,8-1,0 mm átmérőjű huzal esetén a feszültség 20 V-ra van állítva, az alkatrész vastagságától függően az áram nem haladja meg a 120 A-t. A maximális áramnál csak 60% -os PV-eszközre lesz szükség a működés megszakadása gyorsabb, mint a 80% -os PV-eszköz. Mivel ez az együttható növekszik a hegesztőáram csökkenésével, ugyanazzal a PV-vel hosszabb ideig működik az a készülék, amelynek maximális árama megállás nélkül nagyobb. - A berendezés tápellátása és az üzemi feszültségtartomány
fontos annak figyelembevételéhez, hogy gyenge áramellátásból kell-e táplálni garázsban vagy magánterületen. Minél alacsonyabb a készülék által fogyasztott teljesítmény, annál kisebb a feszültségesés működés közben. Ezért minél alacsonyabb az üzemi feszültségtartomány küszöbértéke, annál nagyobb lesz a folyamatos minta. - A polaritás megfordítására
van szükség a fluxusos huzal számára (általában "fluxusos" vezetéknek hívják). Ha fordított polaritást használnak szén-dioxid hegesztéshez (a plusz fáklyán), akkor a polaritás a fluxusvezetőn van (a mínuszon) fáklya). Ezenkívül az egyszerű polarizáció során bizonyos típusú alkálifémekkel adalékolt hagyományos vezetékekkel dolgoznak.
Számos félautomata gép tervezésénél biztosított további működési módok jelentősen kibővítik funkcionalitásukat, bár növelik az árat. Általában a félautomata eszközöket kiegészíti az MMA (kézi hegesztés) mód – egy ilyen eszköz megvásárlásával főzhet vékony vas- és masszív fémszerkezeteket is, amelyekbe a huzal nem nyújt mély behatolást.
Vásárlás előtt jelezze a készülék használatának legfontosabb feltételeit is, nevezetesen:
- milyen fémeket kell hegeszteni;
- hegesztett fémvastagság;
- minőségi hegesztésre van szükség;
- a hegesztési tárgyak méretei, a hegesztett varratok hossza;
- az eszköz használatának intenzitása.
Nyilvánvaló okokból csak egyfázisú, 220 V-os hálózatról működő félautomata készülékek vesznek részt az értékelésben: a háromfázisú készülékek nagy méretű eszközök helyhez kötött hegesztőállomásokhoz, és nincs értelme ezeket az eszközöket személyes használatnak tekinteni. . Emellett ugyanezen okokból felső ársávot állapítottak meg.
A félautomata eszközzel történő hegesztést általában dróttal, árnyékolt atmoszférában végzik. Ez a folyamat tulajdonképpen egy klasszikus elektromos ívhegesztés, amely egy elektromos ív hőenergiáját használja fel, amely összeköti az elektróda végét a hegesztett részekkel.
Lásd még: Szeptikus tartály elrendezése magas talajvízszint mellett
Az ív nagyobb ellenállása miatt az elektróda ellenállása miatt az ívplazma több hőenergiát bocsát ki, ami a közeli felületek (alkatrészek és elektródák) megolvadásához vezet, ahol a hegesztési medence kialakul. Amikor a képződött olvadt fém kristályosodik és lehűl, varrat keletkezik, ez a legmegbízhatóbb csatlakozás, amely ma létezik.
Félautomata hegesztés
Az ilyen típusú hegesztés jellemző jellemzője a mozgatható kopásálló elektróda (vezeték) és védőgáz használata.
Az ívvédelem megköveteli a fém megolvadását, és a környezet nem érintkezik egymással, mert ez a folyamat (a nitrogén és az oxigén oxidációja) olyan komponensek képződését vonja maga után, mint oxidok és nitritek, amelyek a fémbe kerülve romláshoz vezetnek a varrat. Védőgázzal ellátott palackokat: argont, héliumot, szén-dioxidot vagy ezek keverékeit használják ezekre a célokra.
Félautomata hegesztési szabályok
A félautomata hegesztést a következő elv szerint hajtják végre. A mozgásban lévő feszültség alatt álló vezeték áthalad egy gázfúvókán, majd megolvad, mert elektromos ívnek van kitéve, de az automatikus előtolási mechanizmus állandó ívhosszat tart fenn. Ez az automatizálás elvének lényege, a hegesztés irányának és sebességének megválasztása függetlenül történik.

Hegeszthet gáz használata nélkül. Ehhez önárnyékoló ("fluxusmagú") vezetéket használnak, amely mangánból, szilíciumból és más dezoxidáló fémekből áll, amelyek az égetés után védelmi környezetet teremtenek a huzal körül. hegesztö felszerelés
A hegesztőgépnek a következő elemekből kell állnia:
- égők;
- tömlő, amelyen keresztül vezetéket és gázt szállítanak;
- drótadagoló;
- kezelőpanel;
- dróttekercs;
- elektromos vezeték;
- félautomata vezérlőegység;
- gázellátó tömlő;
- gáznyomás-csökkentő;
- fűtőberendezés;
- nagynyomású gázpalack;
- egyenirányító.
Félautomata hegesztési tervezés és működési elv
A félautomata hegesztőgép olyan elektromos eszköz, amelyet arra terveztek, hogy az áramot hővé alakítsa, például elektromos ív segítségével. A folyamatot egy fogyóelektród "huzalelektród" segítségével hajtják végre, amelyet folyamatosan táplálnak a hegesztési területre.
Az elektróda egy bizonyos vastagságú kalibrált rézhuzal. A huzal bevonva van a jó csúszó és elektromos érintkezés érdekében. A huzalt egy speciális orsóra helyezzük, amely lehetővé teszi, hogy hegesztés közben egyenletesen kibontsa és táplálkozzon.

A hegesztési folyamat manuálisan történik ilyen eszközök segítségével: áramforrás, elektródadagoló, hajlékony tömlők és pisztoly, amelyet a munkavállaló a hegesztéshez használ. A félautomata hegesztő eszközöket a varratvédelem szerint osztják fel:
Merülő ívhegesztéshez; védőgázzal történő hegesztéshez; fluxusos huzallal történő hegesztéshez.
Leggyakrabban félautomata eszközöket használnak védőgázzal történő hegesztéshez. Ezt a hegesztési módot olyan szerkezetek hegesztésére használják, amelyek anyaga szén- és ötvözött acél vagy színesfém.
Védőgázként a szén-dioxidot a nagynyomású palackokban használják, és a pisztolyhoz juttatják. Mielőtt belépne a hegesztési zónába, a gázt reduktor segítségével előzetesen stabilizálják. A védőgázas hegesztésnek számos előnye van a bevont elektródahegesztéssel szemben:
A félautomata hegesztőgépek technológiai előnyei
a varratok magas termelékenysége és minősége;
Lásd még: Csatornázás túlfolyó betongyűrűkből: lépésről lépésre barkácsolás

a rövid hosszúságú kötések félautomata hegesztése bármilyen térbeli helyzetben elvégezhető; A hegesztett varratok hegesztése függesztett állapotban végezhető, a fém nem szivárog.
Gyártási előnyök: hegesztés közben nincs káros kibocsátás.
Gazdasági előnyök: alacsony széndioxid-hegesztési költség az elektródákkal történő hegesztés költségéhez képest. kiváló minőség és gyártási képességek.
A félautomata hegesztés a mindennapi élet elengedhetetlen része. Főzzön itt-ott, és ha van gépe, akkor még több berendezésre van szükség időszakos javításokra. A félautomata készülékben kiváló minőségű hegesztési varratok előállítása sokkal könnyebb, mint az elektródahegesztésnél.

Ha félautomata hegesztőt szeretne vásárolni, meg kell találnia, hogy milyen feszültség van az elektromos hálózatában. Ha a feszültség túl alacsony a normához képest, akkor válasszon egy nagyobb teljesítményű eszközt, mivel a teljesítményjelzők a hálózati tápellátástól függenek.
Ha hozzáfér a háromfázisú feszültséghez (380V), akkor mindenképpen válasszon egy háromfázisú eszközt. Ez annak köszönhető, hogy a legjobb egyenirányító áramértékeket csak háromfázisú egyenirányítók használatakor érik el, és a hegesztés minősége ettől függ.
Hegesztési elv
A szokásos hegesztő inverterek a transzformátorok közvetlen analógjai, csak korszerűbbek és kompaktabbak. Ezeket a fém alkatrészek szokásos hegesztésére használják bevonatos elektródák segítségével. Ez az egyik legegyszerűbb módszer a hegesztés létrehozására, amelyet kezdők és tapasztaltabb hegesztők is kezelhetnek. A fő hajtóerő itt az elektromos áram, amely megolvasztja az elektródot és hegesztett medencét hoz létre. A védelmi funkciót a kiválasztott elektróda bevonata látja el.

A hegesztő inverter megjelenése
Félautomata eszköz használata esetén a dolgok kissé eltérnek egymástól. Bár itt a fő erő az elektromos áram, és az ív a hegesztési medence alátámasztására szolgál, a hegesztőhuzalt fogyóeszközként használják. Ennek megfelelően további eszközöket kell használni a védelmére. Csak fluxus tartalmú fluxusos huzal használható nélkülük, mivel az már tartalmazza a szükséges anyagokat. Ellenkező esetben védőgáz vagy további fluxus használható. Mindez bonyolultabbnak bizonyul, mint egy közönséges inverter használata. Ha tehát prioritás szempontjából mit kell választani, egy félautomata eszközt vagy egy invertert, az Ön számára a könnyű kezelhetőség áll az első helyen, akkor az inverter előnyösebb.

Külső nézet a félautomata hegesztőgép
Félautomata inverter automatikus hegesztéshez
A félautomata hegesztő inverter meglehetősen új eszköz a hegesztőberendezések piacán. Ugyanakkor nagyon népszerű, és széles körben használják fémtermékek, alkatrészek és szerkezetek felszínének felállításához és hegesztéséhez. Ezek az eszközök inert gázzal árnyékolt huzallal hajtanak végre.

Lásd még: Dugattyús fűrészelem: hogyan válasszuk (a modellek értékelése és felülvizsgálata)
Az inverter tipikus félautomata jellemzői
A hegesztő inverterek lendületet adtak a hegesztőberendezések fejlesztésének, amely minden nap javul. A hegesztési technológia fejlődése is lendületet vesz. Mindezek a tényezők a félautomata inverter típus létrehozásához vezettek. Az inverteres gépek számos előnnyel rendelkeznek a hagyományos kivitelekkel szemben, így ez a legnépszerűbb hegesztőberendezés a piacon. Tervezési jellemzőikről beszélünk.

inverter
A félautomata inverteres hegesztő inverter tápegységgel van ellátva. Ez egy olyan eszköz, amelynek feladata a váltakozó áram egyenárammá alakítása. A fentiekből arra következtethetünk, hogy az inverter teljes munkája egyenirányítókra és nagyfrekvenciás transzformátorokra épül.
félautomata
A teljesítménytényező-korrektorokat fejlettebb eszközökbe is telepítem. Az Ego feladata az áram szinkronizálása a bemeneti feszültség szinusz hulláma mentén, amely stabil feszültséget biztosít az inverter számára.
Melyik hegesztés jobb
Téves az az érvelés, hogy a félautomata készülék jobb, mint az elektromos ívhegesztés, vagy fordítva. Mindegyik lehetőségnek megvannak a maga előnyei és hátrányai, amelyeket figyelembe kell venni, mielőtt kiválasztanánk egy adott hegesztési módot.
A kézi ívhegesztés előnyei és hátrányai
- A berendezések egyszerű kezelhetősége és karbantartása . Gyakorlatilag minden ember elsajátíthatja az ívhegesztés alapjait.
- Az ilyen hegesztés különböző helyzetekben hajtható végre : mind alulról, mind felülről, valamint szögben és oldalról.
- Hajlított elektróda használatának lehetősége miatt a varrat a termék nehezen elérhető területeire fektethető .
- A kézi hegesztési módszer lehetővé teszi, hogy nagy mennyiségű fémmel dolgozzon .
- A munka során kibocsátott elektromágneses sugárzás káros a munkavállaló egészségére .
- A varratok minősége elsősorban a hegesztő képességeitől függ .
- Más lehetőségekhez képest az ívhegesztés hatékonysága és termelékenysége nem azonos .
A félautomata hegesztés előnyei és hátrányai
- Még olyan fémtermékekkel is dolgozhat, amelyek kissé korrodálódtak .
- A csatlakozási folyamat nem igényel jelentős kiadásokat a fogyóeszközökre .
- A félautomata gépek felhasználási területe meglehetősen magas , legfeljebb 0,5 mm vastag vékony acéllemezek hegesztésére használhatók.
- Rézötvözet huzal használható .
- Működés közben a folyékony fém megbízhatóan védett a levegőtől .
- Oxid és salak nem jelenik meg a varratokon .
- A csatlakozás gyorsabb, mint a kézi hegesztés .
Az inverteres hegesztő működési elve
Az inverteres hegesztés a leghatékonyabb hegesztési módszer. A felhasználás során a hegesztési folyamat hatékonysága háromszorosára nő. Ezeket a mutatókat a könnyű ívgyújtás, a nagy hegesztési sebesség, a könnyű karbantartás és vezérlés révén érik el. Nem kell folyamatosan cserélnie az elektródákat, és a varratot ki kell szabadítania a salaktól. A legnehezebb hegesztések is sokkal könnyebbek.
A félautomata eszközzel történő hegesztés a huzalelektróda folyamatos egyenletes táplálása az égési zónába. A védőgázt (argont, szén-dioxidot vagy ezek keverékeit) ugyanarra a helyre vezetik, ahol a fém védve van a környezettel való érintkezéstől. Ez megnyitja a kiváló minőségű, kiváló minőségű varratok és a salak eltávolításának lehetőségét.

Továbbá, ebben a típusú berendezésben bármilyen szögből hegeszthet, miközben az ívet nézi.
Mint már említettük, a félautomata inverteres hegesztőberendezések a leggyakrabban használt eszközök között vannak az összes hegesztőgép között. Leggyakrabban a modern MIG-MAG technológiát alkalmazzák az inverterekben, amely lehetővé teszi a hegesztést aktív körülmények között és inert gáz atmoszférában (például argonban).
Az egyenáram miatt elektromos ív jelenik meg. A hegesztési területet gáz védi az oxigéntől. Az inverteres hegesztők általában sokoldalú eszközök, de leggyakrabban vékony fémlemezekkel történő munkavégzésre használják őket.
Elektromos
Elektromos ívnek is nevezik. A fémeket elektromos ív hatására megolvasztja és összekapcsolja. Ebben segít egy speciális elektróda, amely megolvadva ellátja a ragasztó funkcióját.
A népszerű argon volfrámelektródot használ. Az argon kiszorítja az oxigént a munkakádból, vagyis megvédi a hegesztési helyet a nem kívánt szennyeződéstől és gázoktól. Az oxigén negatívan befolyásolja a varrat minőségét. Ezért argon ívhegesztést alkalmaznak, mivel ez a gáz 38% -kal nehezebb, mint a levegő.
Az elektromos hegesztés váltakozó vagy egyenáram hatására történhet. Váltakozó áramú munkavégzéshez hegesztő transzformátorra van szükség. Erős elektromos áramot szolgáltat az ív stabilizálásához.
Automatikus félautomata készülék gáz nélkül
Az egyik leggyakrabban feltett kérdés a hegesztéssel kapcsolatban: "Mi a különbség a félautomata gázhegesztő és a gázgép között?" Sokféle érv és elmélkedés van ebben a témában, de mi a fő különbség? Nos, próbáljuk meg kitalálni.
Általánosságban elmondható, hogy szén-dioxid (vagy félautomata gázhegesztés) alkalmazásával a hegesztést inert gáz atmoszféra védelme alatt végezzük: itt használhatunk szokásos szén-dioxidot vagy szén-dioxid és argon keverékét. Mivel a szén-dioxid blokkolja az égést, így nincs magas hőmérséklet a hegesztési helyen, a fém nem ég.
A hegesztőgép, amely nem használ gázt, speciális fluxus bevonatú huzalt használ. A hegesztési folyamat során a fluxus kiég, azonos szén-dioxidot szabadítva fel, ami szintén megakadályozza a fém égését.
A gázzal és anélkül történő hegesztés előnyei és hátrányai
Gáz nélküli hegesztésnél a hegesztési terület teljesen védett. A védőfelület fluxussal jön létre, mert a fluxus könnyebb, mint a fém.

Gázzal (például szén-dioxiddal) történő hegesztésnél a hegesztési körülmények a legkedvezőbbek, ráadásul a fémet a hegesztési zónában hűtik. Ezt a módszert kicsit gyakrabban alkalmazzák. Ráadásul gazdasági szempontból költséghatékonyabb.
A második hegesztési lehetőséget azonban kevesen használják, ez legtöbb esetben annak köszönhető, hogy gázmentes hegesztőgép használata esetén a varrás pontosabb. Figyelem!
Gázhegesztőgéppel történő hegesztésnél semmiképpen sem szabad közönséges huzalt használni. A szokásos huzal használata esetén a varrat minősége nagyon gyenge, egyenetlen lesz és kérge lesz. Jelentősen megnő a drótfogyasztás, mert jelentős része egyszerűen elpárolog.
És ami a legfontosabb: a hegesztés területén (a hegesztési medencében) megfigyelhető lesz az oxigén hatása, ezért oxidok keletkeznek a varratban, és sok hiba jelenik meg. A gázzal vagy anélkül történő hegesztési módszer kiválasztása csak az Ön döntése. Az ehhez szükséges felszerelést pedig mindig megtalálhatja a szaküzletekben.
Olvassa el még: Tervezéssel jóváhagyott építőanyagok.
Félautomata gázmentes hegesztés
A félautomata készülék gáz nélküli hegesztése nem újdonság, amelyet csak hivatásos hegesztők vagy bádogosok használnak. A szaküzletekben számos olcsó és meglehetősen egyszerű, de ugyanakkor kiváló minőségű eszközt találhat.

Az a tény, hogy nagyon népszerűek, a velük való egyszerű kezelés következménye, miközben a hegesztési minőség ugyanaz vagy még jobb marad. Félautomata hegesztő eszközzel, még profi hegesztő nélkül is, kiváló minőségű és gyönyörű hegesztést kaphat.
A gázpalackok meglehetősen nehézek, és még akkor is, ha nem folyamatosan használják őket, nem lesz hasznos, mert a palackokat fel kell tölteni, és nem praktikus ezt megtenni egy kis csatlakozás esetén. Sokkal könnyebb a félautomata gázmentes hegesztést alkalmazni.
Ezek az eszközök az úgynevezett fluxus huzalt használják, amely lehetővé teszi annak összetételének értékelését. Ezenkívül fluxusos huzalnak is nevezhetjük, amely ugyanaz az anyag. Ez a kábel lehetővé teszi a hegesztést gáz felhasználása nélkül.
Ez a huzal tartalmaz egy szokásos átmérőjű acélcsövet, amelyet a hagyományos gázhegesztéshez használnak. Leggyakrabban 0,8 mm. Belül a huzalt speciális fluxusos magfluxussal töltik meg, amely hasonlít a hagyományos elektródákat lefedő kompozícióhoz. Hevítéskor az áram kiég, védőgázt hoz létre a hegesztési zónában, hasonlóan az elektródahegesztéshez.

A hegesztési módszer előnyei között megjegyezzük, hogy nincs szükség gázberendezések használatára, és természetesen figyelemmel kísérheti a hegesztési folyamatot, miközben szemét védő maszkkal védi. Ezenkívül a különböző huzaltípusok különböző tömítéseket használnak, ami megnyitja a lehetőséget a varrat és az ívjellemzők kémiai összetételének létrehozására.
Mivel a fluxusos huzal, amely lehetővé teszi a hegesztést gáz használata nélkül, meglehetősen vékony falú – a huzalt könnyű kompressziós mechanizmussal kell táplálni, és a félautomata hegesztő tömlőjének éles forgatása nem ajánlott.
A helyes polaritás előfeltétele a magos huzal hegesztésének. Az égőt negatívra kell kötni, magát a terméket pedig pozitívra. Ezt a típusú kapcsolatot közvetlen kapcsolatnak nevezzük. Védett gázzal történő hegesztéskor fordított csatlakozást használnak. A fluxushuzal táplálásakor ugyanis magasabb hőmérsékletekre van szükség a védőgáz létrehozásához.
Az 1960-as években a hegesztési módszer megkezdte a speciális, gázzal védett, olvadékolvadék hegesztést. Az ilyen típusú berendezések kezdetén magas költségük és súlyuk miatt főként mechanikai összeszereléssel és javítással foglalkozó nagyvállalatoknál dolgoztak.
Az elmúlt évtizedek technológiai fellendülése, főleg a megjelenés és a javulás miatt, csökkentette a félautomata hegesztőberendezések súlyát és méretét, valamint az árak jellemzőit.
Manapság a félautomata inverteres hegesztők már nem a szakemberek kizárólagos kiváltságai, de az otthoni fogyasztók széles körben használják őket.
A félautomata inverteres hegesztőgép a fém ívfúziós hegesztés gépeinek osztályába tartozik. Ellentétben a kézi eszközökkel, amelyek elektródákat használnak egy rúdban, ebben a készletben az elektróda egy speciális hegesztőhuzal, amelyet az orsóra tekercselnek.
Ebben a folyamatban a huzalt folyamatosan táplálják be a hegesztési területre. A félautomata eszköz kiváltásának oka a mechanizmus jelenléte a készülékben, amely a huzalelektródot olvadás közben mozgatja.
A félautomata hegesztő másik jellemzője a hegesztés képessége, amely megakadályozza a fém oxidációját és nitridálását a hegesztési medencében, csökkentve az olvadt fém fröccsenését. Ez a mód kiváló minőségű hegesztéseket biztosít, és olyan anyagokkal is dolgozhat, amelyeknél a hagyományos légköri hegesztés lehetetlen, vagy speciális elektródákat igényel.
A huzalt és a védőgázt egy gázfáklyán keresztül vezetik be, amelyet a hegesztő a kezében tart a kezében.

Ezt a nevet adták ennek az eszköznek, mivel külső hasonlósága volt a gázégető készülékek égőivel, amelyen a hasonlat véget ér.
Az a fáklya, amellyel a félautomata hegesztőhuzal működik, az árnyékoló (nem éghető) gáz és a huzalelektróda ellátására szolgál, amelyet az inverter tápegységéből táplálnak. A hegesztési területre juttatott gáz lehet inert (általában argon) vagy aktív, azaz szén-dioxid. Az első esetben az üzemmódot MIG-nek (inert fémgáz), a másodikban – MAG-nak (aktív fémgáz) hívják.
Hegesztés védőgáz nélkül lehetséges. Ebben a kiviteli alakban egy speciális csövet használnak, amely egy nagyon vékony fémcső, amelyen belül poráram van, amely védőréteget képez a hegesztés során. Emiatt ezt a huzalt pornak hívják.
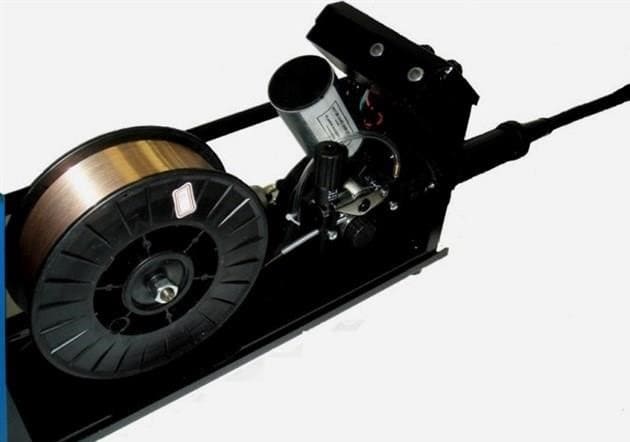
A hegesztő alapja egy tápegység, amely inverter elvére épül. A készülék testében található. Van egy ventilátor az áramköri alkatrészek hűtésére és a fúvókák a gázpalack csatlakoztatásához és a gáz ellátásához az égőhöz.
A huzaladagoló elhelyezhető a ház belsejében (tolás) vagy a fáklya fogantyújával (húzás). Egyes modellek mindkét típusú lemezzel rendelkeznek. A 2. ábra a félautomata inverter készülék fő testének megjelenését mutatja.
Gáz vagy elektromos hegesztés?
Ma azt akarjuk kitalálni, hogy mik az egyes módszerek jellemzői. És lehet-e válaszolni arra a kérdésre, hogy melyik a jobb? Jelentősen különböznek a működési elv, az eszközök, a hatókör és az egyéb paraméterek tekintetében. Vizsgáljuk meg részletesebben az egyes típusokat.
Elektromos
Elektromos ívnek is nevezik. A fémeket elektromos ív hatására megolvasztja és összekapcsolja. Ebben segít egy speciális elektróda, amely megolvadva ellátja a ragasztó funkcióját.
A népszerű argon volfrámelektródot használ. Az argon kiszorítja az oxigént a munkakádból, vagyis megvédi a hegesztési helyet a nem kívánt szennyeződéstől és gázoktól. Az oxigén negatívan befolyásolja a varrat minőségét. Ezért argon ívhegesztést alkalmaznak, mivel ez a gáz 38% -kal nehezebb, mint a levegő.
Az elektromos hegesztés váltakozó vagy egyenáram hatására történhet. Váltakozó áramú munkavégzéshez hegesztő transzformátorra van szükség. Erős elektromos áramot szolgáltat az ív stabilizálásához.
Gáz
Az elektromos hegesztéssel ellentétben a gázhegesztés egy speciális fáklyából vagy fáklyából származó égési gázáramnak köszönhető. A főzés megkezdéséhez az égőhöz 2 különböző gázzal ellátott palackot csatlakoztatnak: egyet, amely égni fog (esetleg propánt, butánt vagy metánt), és oxidálószert (oxigént). És néha jobb acetilént használni, amely "egyedül működik".
A hegesztési módszerek előnyei és hátrányai
Mindkét lehetőségnek megvannak a maga előnyei és hátrányai. Az elektromos hegesztés jellemzői a következők:
- jobb az elektromos hegesztés, ahol jó elektromos hálózatok vannak, amelyek ellenállnak a készülék hatalmas feszültségének;
- egy elektromos hegesztőgép sokkal kompaktabb, mint a gáz;
- egy kis terület nagyon gyorsan felmelegszik.
Ugyanakkor az elektromos ívhegesztés veszélyes, mivel erős áramütés léphet fel. Ugyanakkor más típusú fém csatlakozás esetén a robbanás elkerülése érdekében folyamatosan figyelemmel kell kísérni az esetleges gázszivárgást. Ezenkívül a gázhegesztés a következő tulajdonságokkal rendelkezik:
- Lehetővé teszi, hogy munkát végezzen ott is, ahol nincs áram, vagy a feszültség túl alacsony. A gázpalackok olcsóbbak, mint egy dízelgenerátor. De ez nem jelenti azt, hogy a gázfáklyával hegesztett fémszerkezetek költsége lényegesen alacsonyabb lesz. Itt számos tényező játszik szerepet.
- A gáznak nincs ilyen negatív hatása a látásra.
- Egy nagy terület felmelegszik, és lassan. Nehéz pontosan megmondani, hogy ez jó vagy rossz. Egyes fémeket jobb, ha lassan melegítenek.
- A fém vastagságának növekedésével csökken a termelékenység.
- Gázhegesztéskor folyamatosan tankolni és szállítani kell a palackokat, és ez nem mindig kényelmes.
Összefoglalva elmondhatjuk, hogy objektíven egyszerűen lehetetlen egyértelműen meghatározni, hogy melyik a jobb hegesztés – gáz vagy elektromos. Mindketten bizonytalanok és magasan képzett előadót igényelnek. Az összekötendő anyag helyzetétől és összetételétől függően jobb az egyik vagy másik módszer.
kra-ber.ru
Félautomata kiválasztási kritériumok
A kiválasztott félautomata hegesztő inverternek meg kell felelnie a műszaki előírásoknak, összehasonlítva azokat a segítségével megoldott feladatokkal. Vizsgáljuk meg a kamera kiválasztását befolyásoló főbb paramétereket.
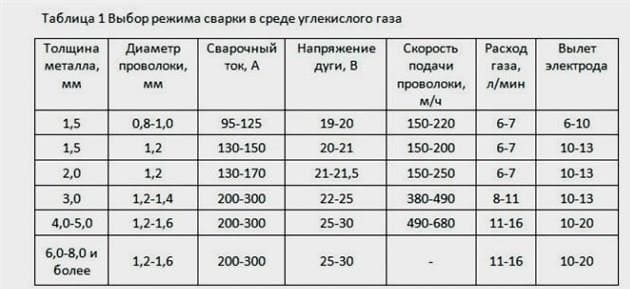
Hegesztőáram.
Ez az egyik fő jellemző. A hegesztőáram, valamint a hozzá tartozó huzalátmérő együttesen határozza meg a fém behatolását. Az 1. táblázat adatai alapján ismerve a hegesztett fém vastagságát, meghatározhatja a szükséges hegesztési áramot.
A hegesztőáram kiválasztásakor célszerű tartalékot adni ehhez a paraméterhez. Jó, ha a kiválasztott eszköz maximális áramának értéke legalább 30% -kal meghaladja a szükséges technológiát.
Helyes működési mód.
A gyártók ezt a paramétert különböző módon állíthatják be. Gyakran az on-time (PV) néven emlegetik, ez egy százalék. Ennek a funkciónak a jelentése a következő. A hegesztőgép munkája 10 perces ciklusokra osztható. A ciklus időtartama 100%. Például, ha a PV értéke 60%, ez azt jelenti, hogy egy 10 perces ciklus alatt az eszköznek legfeljebb 6 percig hegesztési módban kell lennie.
Lásd még: Az RCD megfelelő csatlakoztatása – a gép előtt vagy után: tippek a mesterektől
Néha az üzemmódot a hegesztőáram több értéke jelzi. Például: 150 A, 100% PV, 250 A, 50% PV. Egy ilyen rekord azt jelenti, hogy 150 A hegesztési áramerősség mellett a készülék megállás nélkül sokáig, a 10-ből pedig csak 5 percig 250 A-nál működhet.
Erre a funkcióra és a hegesztési áramértékekre összpontosítva a kameramodelleket általában a következő kategóriákba sorolják:
- szakmai;
- Félprofi;
- Amatőr vagy háztartás.
Természetesen a különböző osztályú eszközök különböző árkategóriákban vannak.
Ennek a lehetőségnek a kiválasztásakor értékelje a készülék várható működési módját. Ha az eszközt kisebb javításokra használják, akkor annak 20% -os terhelésének valószínűsége elég kielégítőnek tekinthető. A futószalagon és a nagy műhelyekben működő berendezéseknek hosszú távú folyamatos működést, azaz 100% -os terhelést kell biztosítaniuk.
A hálózatról fogyasztott energia.
Ez a paraméter a hegesztőáram értékéhez kapcsolódik. Ezt azonban külön kell megvizsgálni, összehasonlítva az áramellátó hálózat lehetőségeivel, amelyben a félautomata inverter típusú hegesztőgépet kell használni. A hegesztőáram magas értékeit és a hosszú ideig tartó, megszakítás nélküli munkavégzés képességét a készülékbe telepített teljesítménytartalék biztosítja. Éppen ezért a professzionális eszközök energia- és energiafogyasztása a legnagyobb.
Tápfeszültség típusa.
Félautomata hegesztő inverterek egyfázisúak vagy háromfázisúak. A professzionális eszközök általában háromfázisúak. Az ilyen eszközök jobb ívtulajdonságokkal rendelkeznek, de sokkal drágábbak.
Félautomata különbségek
A félautomata eszközök hegesztésének fő különbségei a következők:
- Használjon hegesztőhuzalt botrúd helyett;
- Védőgázok használata a környezet megteremtésére;
- Automatikus mechanizmus jelenléte a huzal folyamatos adagolásához a hegesztési folyamat során.
Ezek a tervezési jellemzők határozzák meg a félautomata hegesztő készülékek egyedülálló képességeit.
Jellemzők és kiválasztási kritériumok, előnyök és hátrányok, jelenlegi modellek véleményekkel.
Vásároljak-e szolgáltatásokat és előnyöket, vállalati hardver példákat és vásárlói véleményeket.
Előnyök és hátrányok
Fogalmazzuk meg a félautomata hegesztő inverter fő pozitív tulajdonságait, miután választottunk egy ilyen előnyösebb eszköz mellett.
A (többnyire új) hegesztőberendezések megvásárlása mellett gyakran felmerül a kérdés – „dolgozzon a testtel? "Stb. Nincs egyértelmű válasz, minden hegesztési módnak megvannak a maga jellemzői. Leírjuk a fő hegesztési módszereket, amelyek különösen megválaszolják a kérdést: " melyik hegesztés jobb
". Ennek köszönhetően megtanulja, hogyan kell kiválasztani a hegesztő invertert.
Hegesztett bevonatos elektródák (ívhegesztés).
Nem szabad megfeledkezni arról, hogy a bevont elektródákkal történő hegesztést fogyó és nem fogyó vezetékekkel egyaránt végzik. A kopásálló huzallal (elektródával) történő hegesztés az elektród anyag megolvadásának eredményeként jön létre az összekapcsolandó felületeken. Az elektróda megolvadásával ív keletkezik a vezető és maga a termék között. Ez a legelterjedtebb és legsokoldalúbb hegesztési típus. Megbízhatóan és megbízhatóan hegesztheti a termékeket bármilyen helyzetben. A további elektródák hegesztésére szolgáló berendezések és anyagok olcsóbbak más módszerekhez képest. A hegesztéssel hegeszthető anyagok esetében a vas- és színesfémek, valamint számos ötvözet alkalmas. Elektromos ívhegesztés egyen- és váltóárammal. Ezen előnyök ellenére az ívhegesztésnek számos hátránya van: viszonylag rossz hegesztési minőség. Mivel a hegesztett medence nem rendelkezik magas fokú környezetvédelemmel; Egyenlőtlenség és a "közvetett ovárok" valószínűsége a hegesztőáram ingadozásai miatt; alacsony anyaghatékonyság (fröccsenő hulladék, szénveszteség akár 30%); alacsony termelékenység (egyenetlen áram, az elektródaváltások közötti intervallumok), képtelen hegeszteni nagyon vékony termékeket; a folyamat összetettsége (ideértve a hegesztők képzését is);
Argonhegesztés kopásálló elektródával.
A fent leírt hegesztéstípus sokoldalúsága ellenére nem mindig képes helyettesíteni az argont. Ezt a hegesztési módot színesfémek és ötvözött acél összekapcsolására használják. Az argonhegesztés nagyon pontos (kívánt, egyenletes gyöngyvastagságot), megbízható és hatékony kombinációt tesz lehetővé. Ezenkívül ez a hegesztés nagyon vékony elemek (például alumínium autó radiátorok) összekapcsolására is használható. Az kopás nélküli elektródával történő argonhegesztés hátrányai: alacsony termelékenység a kézi változatban, képtelen használni az automatikus hegesztést rövid és többoldalú hegesztések összekapcsolásakor; A különböző fémek és termékek különböző hegesztőgépeket igényelnek. Tehát, hogyan válasszuk ki a hegesztő konvertert; a berendezések magas költsége; a levegőben lévő magas argonkoncentráció fulladást okozhat,
Félautomata hegesztés.
Félautomata eszközzel történő hegesztéshez tömlőinvertert használnak, amely egy olvadó elektródot (általában huzalt) táplál. Ugyanakkor az elektródák töltési folyamata védve van az inert gázok hatásától. Félautomata vas- és színesfémek hegesztése. A félautomata eszközként hegesztendő felületek vastagsága 2-30 mm lehet. Mivel a félautomata hegesztésnek viszonylag tiszta varrása van, ezért széles körben használják a félautomata hegesztésben az autóiparban. Kifejezetten festett testrészek összekapcsolására. A félautomata készülék segítségével történő hegesztés hátrányai: a varratképződés nem látható a hegesztési folyamat során; az elektróda fém permetezése 200A feletti áramokkal történő hegesztéskor; a fémfröccsenés (vízkő) eltávolításának szükségessége a termék felületéről; Mivel a védőgázt könnyen el lehet fújni a szélben, a félautomata készüléket kint nehéz használni; a folyamat bonyolultsága (ideértve a hegesztők képzését is).
Lánghegesztés.
Nagyon gyakori módszer a hegesztéshez, valamint a fém vágásához. A gázhegesztés nem függ az elektromos forrásoktól. És az ilyen hegesztéshez használt berendezés meglehetősen mobil és hordozható. Ha a termékeket gázlánghegesztéssel hegesztik, akkor a fáklya szögének megváltoztatásával könnyen megváltoztathatja a fém hőbevitelét. Ezzel elkerülhető a fém elégetése vagy túlzott felmelegedése felesleges helyeken. A gázlánghegesztést széles körben használják. A gázhegesztés azonban nem elég hatékony, nagy hőhatású zónával rendelkezik, és magasan képzett hegesztőket igényel. Ezenkívül a hegesztési folyamatot lángeszközök segítségével nehéz automatizálni. Ezért ezt a technológiát nem használják nagy ipari vállalkozásokban, ahol a szerkezetek hegesztése az áramlásban történik. Következtetés A hegesztőgépek besorolása közvetlenül kapcsolódik egy adott hegesztési technológia jellemzőihez. Ezeknek a funkcióknak az ismertetett jellemzői és az Ön igényei alapján kiválaszthatja, melyik hegesztés a legalkalmasabb. Először a technológiával kell kezdenie. Ezután folytassa a hegesztőberendezés funkciójával.
A legolcsóbb ívhegesztő eszköz egy transzformátor. Egy jó gép képes 1,5-30 mm vastagságú fém alkatrészek összekapcsolására. Akkor használható, ha a propán-oxigén láng hőmérséklete nem elegendő.A kezdő hegesztők között, akik ismerik a fém ívhegesztés típusait, felmerül a kérdés: melyik a jobb vagy? A megfelelő eszköz kiválasztásához meg kell értenie azok felépítését és különbségeit, valamint az előnyeit és hátrányait. A jövőben a felszerelések használata is fontos szerepet játszik (a legelterjedtebb konkrét munkatípusok és azok átfutási ideje). Az egyes tételek válaszait az alábbiakban részletezzük.
A hegesztő transzformátor egyszerű felépítésű, két tekercseléssel. Először is, a váltóáramú feszültség az aljzatból vagy a fedélből származik. Az eszközök egyfázisú és háromfázisú hálózatokhoz egyaránt megtervezhetők. Emiatt kicsik és nagyok. Az elektromágneses indukció miatt az áram (A) jelentősen megnő, és a feszültség (V) csökken. A szekunder tekercs 80-500 A áramot generál. Vannak erősebb modellek is. A transzformátor maximális értéke 48 V terhelés nélkül. Ez biztonságossá teszi a készülék használatát, amikor a hegesztő érintkezik a megmunkált termékkel.
Ez lehetővé teszi. A nagy modellek jelenlegi szabályozása a tekercsek eltávolításával vagy közelítésével történik. A kis eszközök fokozatos kapcsolást használnak, amely lekapcsolja a tekercselés egy részét és csökkenti a feszültség felé vezető utat.
A felszerelés előnyei
A transzformátorok előnyei között:
- egyszerű eszköz és lehetőség;
- olcsó alkatrészköltség;
- a váltakozó áram nedves környezetben jól támogatja az ívet, ezért a csövek áramló vízzel történő hegesztésekor a varrat könnyebben vezethető;
- az 1,6-7 mm átmérőjű elektródákkal rendelkező transzformátorral való munkavégzés képessége (nagy eszközök);
- nagy áram (hordozható modellekben 300 A-ig és álló helyzetben több mint 500 A), amely lehetővé teszi vastag fém hegesztését;
- Viszonylag olcsó az áruházi verzió ára.
Hardver hibák
A hegesztő berendezések hátrányai a következők:
- Beállítási lépés kis modelleken. Nem lehet pontosan beállítani a készüléket egy bizonyos fémvastagsághoz. Például a "4" üzemmódban az áram nem elegendő a teljes behatoláshoz, és az "5" módban küszöbérték égés lép fel. Ennek a helyzetnek a kiküszöbölésére a hegesztők a termék és a földelő kábel között rugót alkalmaznak, amely további ellenállást hoz létre és csökkenti az áramot.
- A hegesztő transzformátor nagyon zajos. Ez a zaj a nap folyamán felboríthatja a hegesztőt. Az expozíció csökkentése érdekében a készüléket a munkaterülettől távol kell elhelyezni, de hosszabb kábelekre van szükség.
- Az olvadt fém porlasztása nagy mértékben bekövetkezik, ami az elektródák túllövését eredményezi.
- A legtöbb eszköz csak egy bizonyos értékre képes csökkenteni az áramot, általában 80 A körüli értékre. Ez megnehezíti a vékony lapok hegesztését. Ezekben a helyzetekben további ellenállást kell alkalmaznia.
Árnyalatok a félautomata eszközök munkájában
Ahhoz, hogy megtudja, melyik hegesztés jobb otthon, félautomata vagy elektróda esetén, össze kell hasonlítania egy transzformátort és egy kompakt félautomata eszközt . Az első már atavizmusnak számít: nehéz, sok áramot fogyaszt és nem mobil. Még a vállalkozásokban is egyre ritkábban, vagy csak vidéken használják, mert ott olcsóbb az áram.
A félautomata gépek ma magabiztosan működnek MIG / MAG üzemmódban, és egyes modellek MMA-t is végeznek – kézi ívhegesztést fogyasztható elektródával, amely ideális a vékony falú szerkezetek, valamint a hasonló lemezek összekapcsolásához. Az egész folyamat nyomás alatt táplált inert gázok védelme alatt zajlik, és a forrasztás automatikusan vezetett huzal.
Ezért nehéz egyértelműen megválaszolni azt a kérdést, hogy melyik hegesztés jobb, mint a félautomata vagy az ívhegesztés, itt mindent a használati feltételek döntenek. A félautomata gépeket sikeresen használják színesfémek hegesztésére, valamint autójavításra az üzemanyagtöltő állomásokon; otthoni használatra ritkán vásárolnak ilyen egységeket.
A színesfémek, különösen az alumínium összekapcsolásának elvégzéséhez el kell kezdeni a vastartalmú fémek és ötvözött acélok hegesztésének teljes elsajátítását.
Pozitív vonások
Előnyök:
- könnyen csatlakozik a vas- vagy színesfémekhez;
- vékony lapok és vastag falú szerkezetek hegesztésére szolgál;
- könnyű beállítás a különböző hegesztési módokhoz;
- nagy sebességű felületkezelés;
- alacsony mérgező gázkibocsátás, összehasonlítva az MMA üzemmóddal;
- a töltőhuzal széles hézagokat tölt be;
- jó láthatóság a munka végrehajtása során;
- a varrat ízületének kiváló szorossága;
- alacsony fémfröccs MIG / MAG módban;
- a varrat nem igényel további feldolgozást;
- egyszerű beállítások és könnyű használat kezdőknek.
A félautomata berendezéseket a gyártás számos területén alkalmazzák a varratok megbízhatóságának és minőségének magas garanciája miatt .
Negatív pillanatok
Bármelyik technikának vannak hátrányai, és a félautomata készülékek sem kivételek:
- a szabadban csak nyugodt időben kell dolgozni, hogy a széllökések ne fújják ki a hegesztett medence védőgázát;
- gázpalackokra van szükség, amelyek meglehetősen masszívak, időnként tankolni kell;
- gáz nélkül az ívből származó sugárzás hatása növekszik, és a fém fröccsenése növekszik.
Figyelembe véve a fenti okokat, könnyen megállapítható, hogy az ilyen berendezések hatástalanok az otthoni használatra , hacsak nem szakmailag foglalkozik a saját garázsában található berendezések javításával.
Az inverterek jellemzői
A hegesztő inverter az egyik "fejlettebb" eszköz, amely a közelmúltban népszerűségre tett szert. Ez nagymértékben megnöveli a bejövő feszültség frekvenciáját, és egyenárammá alakítja. Ezt egy transzformátor kondenzátorokkal, kapcsoló tranzisztorokkal és diódákkal kombinált működtetésével érhetjük el. A modern technológiának köszönhetően sikerült elérni a fényképezőgép minimális méretét, lehetővé téve számukra, hogy hosszú ideig a vállán lógjanak és dolgozhassanak.
A felszerelés előnyei
Az invertereknek a következő előnyei vannak:
- az egyenáram miatt kevesebb fémfröccsenés történik, ami megtakarítja a fogyóeszközöket;
- a varrat felülete kisebb méretben simább;
- világítson nyugodtan és egyenletesen;
- az inverter nemcsak szénacélt tud hegeszteni, hanem;
- a készülék támogatja az 1,6–5 mm átmérőjű elektródákkal való munkát;
- kompakt modellek, amelyek elférnek egy kis bőröndben;
- az aktuális beállítások simaak, ami lehetővé teszi bármely kívánt érték beállítását;
- a 20 A minimális áramnak köszönhetően vékony részeken további ellenállás nélkül is lehet dolgozni;
- energiatakarékosság (az összes inverter 220 V feszültségről és 6-9 kW teljesítményfelvételről);
- egyes eszközök további funkciókkal rendelkeznek, amelyek megkönnyítik az elektróda meggyújtását és megakadályozzák, hogy az a felülethez tapadjon.
Az inverterek hátrányai
Ennek a berendezésnek kevés hátránya van. Ezek egyike a transzformátorhoz képest magasabb költség. De ez a pénzegység teljesen indokolt. Sok elem miatti törés esetén. A komplex elektromos áramkör megnehezíti a javítást.
Röviden az inverterről
Ez egy kompakt eszköz, amely kényelmes beltéri vagy kültéri munkavégzéshez, alacsony súlya lehetővé teszi, hogy vállpánton hordozza az egységet. Még olyan előadó is képes produktívan dolgozni, aki nem rendelkezik szakmai hegesztési tapasztalatokkal, mivel a készülék önállóan fenntartja a stabil ívégést. Az alapfunkciók mellett a készüléknek további lehetőségei vannak, amelyek a lehető legkényelmesebbé teszik működését.
Számos modell rendelkezik a túlmelegedés, az automatikus kikapcsolás vagy az alapjárat jelzőivel a beállított működési idő után. A nagy teljesítményű berendezések úgy vannak konfigurálva, hogy néhány perc üzemidő után rövid szünetre van szükségük, ami a gyártó garanciája – az inverter nem fog kiégni, és nem lesz szüksége drága javításokra.
A gyártók az eszköz nevére írják be a csatlakozási paramétereket és a hegesztőáram nagyságát, például SAI-190 vagy SAI-PN, amelyek olyan régiókban használhatók, ahol gyakran fordulnak elő feszültségesések.
Tagadhatatlan előnyök:
- Nagy teljesítmény és az áramerősség-beállítások széles skálája.
- Magas hatásfok, amely lehetővé teszi az elektromos energia gazdaságos fogyasztását.
- Kompakt és alacsony súlyú.
- A munkaerő és az idő költsége minimális.
- Az előadó képesítése nem befolyásolja a varrás minőségét.
- Az olvadt fém alacsony fröccsenése a töltőanyag jelentős megtakarítását eredményezi.
- A termékek sokoldalúsága.
A. N. Voskoboynikov, oktatás: ITC Oktatási Központ szakértő, szakterület: ötödik osztályú hegesztő, munkatapasztalat: 2000 óta: „Ha otthoni használatra vásárolja ezt a készüléket, válassza a megnövelt teljesítményű lehetőséget, mivel drága felszerelést nem vásárolnak kettőért” Három és néhány év múlva az alkalmazások bővülnek. "
A használat hátrányai:
- magas árpolitika más hegesztőgépekhez képest;
- drága javítások különböző meghibásodásokhoz;
- az elektronikus töltés fél a nedvességtől és a portól, az instabil működéstől alacsony hőmérsékleten;
- EZ hosszú időt vesz igénybe;
- legfeljebb 2,5 m hosszúságú huzalkészlet csökkenti a felhasználási területet.
Az inverterek előnyei sokkal több, mint negatívak , ezért az ilyen berendezések népszerűek a szakemberek és az amatőrök körében.
Félautomata készülék transzformátorokon és átalakítókon alapul
Félautomata eszközök létrehozásakor transzformátort vagy invertert használnak a hegesztőáram fő forrásaként, amely védőgázban megolvasztja a tápkábelt. Használatuk a következő funkciókkal rendelkezik:
- A félautomata transzformátor inkább a. Leggyakrabban az autó karosszériájának javításában használják. Ez olcsó és megbízható módszer a repedések hegesztésére. A berendezés nagy mérete lehetővé teszi, hogy üzletben vagy műhelyben dolgozzon. A mozgás egy kis kocsiban történik, gázpalackkal.
- A félautomata inverter kicsi, és kézzel is hordozható, ha hosszú gáztömlővel rendelkezik. Az állandó feszültség lehetővé teszi a hegesztést szénacélból is (megfelelő összetételű huzal felszerelésekor). Noha az ötvözött fémeken nagy a fröccsenés, a varratok kiváló minőségűek.
Melyik a jobb Hegesztő inverter vagy Semiutomatic eszköz
Megjelent: 2018.06.05 Frissítve: 2018.06.05
Értékelés: 0/5 – 0 szavazat

Amikor úgy döntöttek, hogy kiegészítik eszközeik gyűjteményét, és megvásárolják egy adott eszköz legjövedelmezőbb modelljét, sok embernek, különösen a kezdő építőmestereknek, nincs világos elképzelésük arról, melyik lehetőséget részesítsék előnyben, és milyen mutatókat válasszanak őket.
Az egyik leggyakoribb kérdés, amelyet a háztartási és professzionális eszközöket kínáló szaküzletekben a tanácsadók feltesznek, mi a különbség a hegesztő inverter és a félautomata között. Ahhoz, hogy kiderüljön, melyik melyik és melyik típus alkalmasabb bizonyos munkákhoz, részletesen meg kell értenie az egyes típusú eszközöket.

A hegesztő inverter egy kompakt eszköz, amellyel könnyű és kényelmes dolgozni, még különösebb készségek nélkül is. Ezt az eszközt gyakran használják mind háztartásokban, mind pedig magasan képzett szakemberek szakmai körében. Az inverter számos előnnyel járó eszköz. Először is, kis méretű és könnyű. Másodszor, minimális mennyiségű áramot fogyaszt, ami nagyon előnyös, és ilyen egységekben nem figyelhető meg ilyen gyakran. A modern eszköz speciális funkcióval van ellátva, amely csökkenti az olvadt fém fröccsenését. Ugyanilyen fontos az a tény, hogy a szerszám szép, jó minőségű hegesztési peremet hoz létre. A teljesítményszabályozóval önállóan beállíthatja az aktuális módot. A fentiek alapján arra a következtetésre juthatunk, hogy a hegesztő inverter megbízható és biztonságos eszköz, amely nem igényel további készségeket és képzést. A működés közbeni egyszerűség és kényelem lehetővé teszi az összes szükséges munka gyors és hatékony elvégzését asszisztensek bevonása nélkül. Az eszköz kiegészítő védelmi rendszerrel van felszerelve, így a működés közbeni sérülések kockázata minimálisra csökken, ami szintén fontos mutató, amely magas népszerűségnek örvend az eszközön.
Megpróbálva választ találni arra a kérdésre, hogy mi a félautomata hegesztőgép , és miben különbözik az inverterektől, nem szabad megfeledkezni arról, hogy ennek az eszköznek a fő megkülönböztető tényezője a teljes mérete és a nagy súly. Ez az eszköz nem elektródával hegeszt, hanem egy speciális huzallal, amelyet egy tekercsből adagolnak automatizált üzemmódban. A hegesztési varrat az egység működése során tökéletesen egyenletes és rendezett. Segítségével manipulálhat különböző típusú fémeket, és elvégezheti a legnagyobb gondossággal járó munkát.
Tekintettel az egyes készülékek jellemzőire, néha nagyon nehéz megérteni, hogy melyik a legjobb inverter vagy félautomata. A hegesztő inverter kompaktabb, mint a félautomata. Ez nagyobb hegesztési áram frekvenciáját és feszültségét hozza létre, produktívabbá téve. Amikor szerszámot választ magának, legyen az inverter vagy félautomata , figyelembe kell vennie, hogy mindegyiknek megvannak a maga előnyei és jellemzői, valamint megfelelőbb működési iránya is van. Függetlenül attól, hogy mit vásárol a kollekciójához – félautomata készüléket vagy invertert, csak szakosodott kiskereskedelmi üzletekben vásároljon, mivel ott garanciát kap a készülék minőségére és tartósságára.



