Melyek a legmegbízhatóbb szerelvények a vízvezeték-csövekhez?
Hegesztések és hézagok változatai
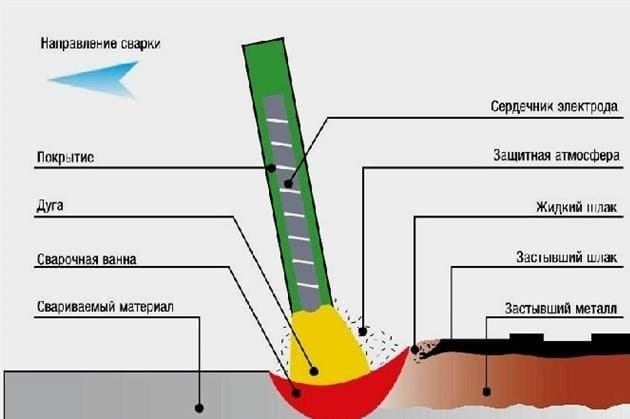
Az elektromos hegesztés a fémtöredékek (profilok, csövek) helyi fémolvadással történő összekapcsolásának módszere. A váltakozó áramot egyenárammá alakító hegesztőgép segítségével elektromos ív segítségével a kívánt hőmérsékletre melegítik.
Az elektródon elektromos ív képződik – egy fémrúd. Az ív területén különleges környezet jön létre, amely egyszerre megolvasztja a fémet, de nem engedi, hogy érintkezzen a levegővel és oxidálódjon.
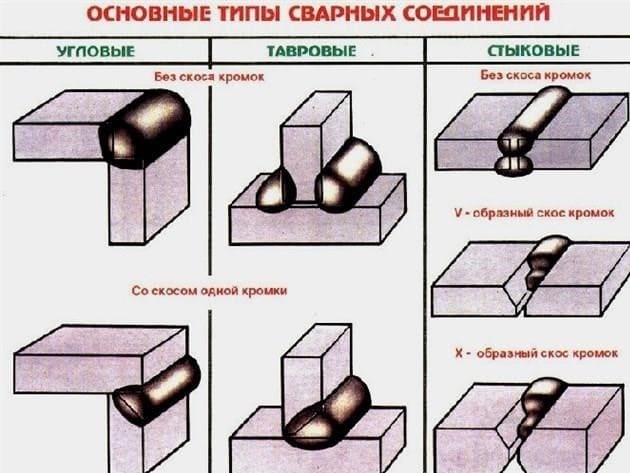
Hegesztéssel szoros kapcsolatot hozhat létre két cső között, amelyben a szivárgás valószínűsége, akárcsak a karima vagy az aljzat csatlakozásainál. Ehhez fontos, hogy kiváló minőségű hegesztési varratot hajtsanak végre, a fém mindkét csőszakasz szélén való összeolvasztásával. A hegesztők többféle varratot használnak, a fém típusától, a hegesztendő elemek vastagságától és relatív helyzetétől függően:
Lásd még: Eredeti kivitelű csempék: az előnyök és hátrányok mérlegelése
- csikk – a csövek hegesztésének leggyakoribb módszere, amelyben egymással szemben helyezkednek el, szakaszokkal összekötve;
- a Bikában – két csőtöredék merőlegesen elrendezve a T betű alakjában;
- szögletes – az alkatrészek egymáshoz képest 45 vagy 90 fokos szögben helyezkednek el;
- átfedés – az egyik csődarabot kiszélesítik és a másik tetejére teszik, majd hegesztik.
Fontos! A fűtési és vízellátási rendszerek acélcsövei hegesztettek vagy sarokhegesztettek. Ez biztosítja a legmegbízhatóbb és legtartósabb varratot.
A csatlakozási módszer mellett számos hegesztési típus is létezik, amelyeket bizonyos esetekben használnak:
- vízszintes varrás – a csövek kölcsönös függőleges elrendezésével hajtják végre (leggyakrabban a vízellátó és fűtési rendszerek telepítésénél használják);
- függőleges – a csatlakozást a csövek kölcsönös vízszintes elrendezésével hajtják végre, amelyben a mester függőleges mozgásokat végez az elektródával (alulról felfelé, felülről lefelé stb.);
- mennyezet – hegesztés közben az elektróda a hegesztendő rész alatt van, a hegesztőnek a feje fölött kell tartania a kezét;
- alsó – a mennyezettel ellentétben, az elektróda a csatlakoztatandó alkatrészek tetején található.
A hegesztés legkényelmesebb módja az alsó varrat, amelynek során a szakember jól látja a munkamezőt, és a csőtöredékeket el tudja forgatni a gyorsabb és eredményesebb munka érdekében.

A mennyezeti varratot általában nem használják, amikor a mérnöki rendszert a semmiből rendezik, mert ez a módszer meglehetősen kényelmetlen (a hegesztő gyorsan elfárad, nem látja jól a munkamezőt, és olvadt fémcseppek eshetnek rá). A mennyezeti kötést általában javításra használják, amikor egy kopott vagy deformált csődarabot kivágnak, és annak helyére újat hegesztenek.
Hogyan kell hegeszteni a csövet vízzel
A nyomás alatt lévő csővezetéket, amint az a videón látható, elektromos hegesztéssel sikeresen hegesztik. Ehhez bizonyos módokat és paramétereket választanak, amelyeket az alábbiakban ismertetünk. De vannak apró trükkök, valamint technológiák is, amelyek segítenek ennek a folyamatnak a helyes végrehajtásában. Különböző megközelítéseket alkalmaznak a szükséges munka típusától függően.
Fistulák elleni küzdelem
A hegesztési feltételek be nem tartása vagy maró környezet miatt lyuk alakulhat ki a csővezetékben. Ez egy kis kör alakú lyuk, amelyből a víz kifolyik. A cső ütközés következtében mechanikusan megsérülhet, repedést okozhat.
A problémás terület elektromos hegesztéssel történő sikeres hegesztéséhez a problémás területtel szemben kell állnia. Ez megkönnyíti a lyuk minden határának átlátását. Annak megakadályozása érdekében, hogy a víz lefolyjon az elektródon (függőleges vagy vízszintes varrat esetén), merőlegesen kell tartani a hegesztendő felületre. A hegesztési folyamat felülről lefelé történik. A cél a sipoly szűkítése, amíg teljesen le nem záródik.
Ehhez szüksége van:
- Helyezzen néhány csepp fémet a lyuk szélének tetejére.
- Üssön egyszer vagy kétszer kalapáccsal, közvetlenül az ív égése után. Ez lehetővé teszi a lerakódott fém mélyebb behatolását az alapfém szerkezetbe, megakadályozva az új pórusok megjelenését. Ezenkívül a lapított gerincek a fistula nagy területét lefedik.
- Tegyen annyi fémcseppet, amennyit lemegy.
- Ismét kopogtasson a kalapáccsal.
- Ha a sipoly oldalsó széleinek vékony falai vannak, akkor ugyanúgy meg kell őket erősíteni.
- A gőz beszivárgásának kifelé történő teljes megszűnése után fel kell építeni a csőfalat. Ez fordítva történik, alulról felfelé, alacsony áram mellett, hogy ne égjen át vékony fém. Szaggatott ívet alkalmazunk a "félholdakra", amíg a probléma át nem halad a problémás terület felső pontjáig.
- A kalapáláshoz és a tömítéshez célszerű az átengedett varratot megérinteni.
Néhány tipp a minőségi hegesztéshez
A hegesztés minősége a hegesztés helyes előkészítésétől, az elektródák megválasztásától és a folyamat technológiájától függ, amely kissé eltér az ízületek összekapcsolásakor.
A megfelelő elektródák kiválasztása
A hegesztett varrat minősége nagyban függ attól, hogy melyik elektródát használják a hegesztéshez. Ez egy vékony fémrúd, speciális bevonattal. Az elektróda belső része vezetőként szolgál az elektromos ív létrehozásához, és a bevonat biztosítja annak stabilitását, és részt vesz a varrat létrehozásában is.
A mag típusa szerint az elektródákat fogyóeszközökre és nem fogyóeszközökre osztják . Az első esetben a termék acélhuzalon alapul, a másodikban – volfrám-, szén- vagy grafitrúdon.

Lásd még: Keleti stílus az apartmanok és házak belsejében (89 fotó)
A védőbevonat típusa szerint az elektródákat a következőkre osztják:
- cellulóz – "C" jelölés – munkaigényes és összetett hegesztési munkákhoz, nagy átmérőjű csövekkel, hosszú technológiai vonalakon;
- rutilsav – "RA" – a leggyakrabban használt elektróda a vízellátás és a fűtés mérnöki hálózatainak hegesztésére;
- a rutil – "RR" – vízellátó és fűtőcsövek hegesztésére is használható, nagyobb vastagságban és jobb minőségű varratban különböznek egymástól;
- rutil-cellulóz – "RC" – erősebb varratot ad a vertikális csatlakozási módszer alkalmazásakor;
- univerzális – "B" – alkalmas különböző átmérőjű és vastagságú csövek hegesztésére, széles hőmérsékleti tartományban.
A hegesztő elektródák másik osztályozása a rúd átmérője. Az elektromos ív ereje attól függ, amely képes megbirkózni egy bizonyos vastagságú hengerelt csövekkel:
- 3 mm – az elektródák legfeljebb 5 mm vastag csövek hegesztésére alkalmasak;
- 4 mm – az elektródák lehetővé teszik a 10 mm vastagságú hegesztést, valamint többrétegű fémvarratok készítését.
Figyelem! A kiváló minőségű hegesztéshez szükséges elektróda vastagsága és anyaga mellett figyelembe kell venni az áram erősségét is, amely a csövek összekötésének módjától függ. Például egy egyszerű fenékhegesztéshez 80–110 amperes ív fog működni, az átfedéses hegesztéshez pedig 120 amperre kell kapcsolnia a gépet.

Hogyan készítsünk helyes varratot
Kiváló minőségű varrás készítéséhez szükséges a cső megfelelő előkészítése a hegesztéshez. A csőél minősége döntő az erős és szoros varrás szempontjából.
Például a hegesztéshez a csővágásnak szigorúan derékszögben kell lennie. A munka megkezdése előtt a cső szélétől 1 cm-re csiszolópapírral alaposan megtisztítják, majd olajokat, festékeket, fémport eltávolítanak és zsírtalanítanak.
A hegesztési technika az összekötendő csövek keresztmetszetétől, vastagságától és átmérőjétől függ. A fűtési rendszerek egyszerű kerek csöveit egyszerű folytonos varrattal hegesztik, és az elektródát addig mozgatják a cső felülete mentén, amíg a két darab teljesen össze nem hegeszkedik.

Viszonylag vékony (legfeljebb 6 mm-es) csőhengerekhez kétrétegű varrat alkalmas, 6-12 mm vastagságú, háromrétegű hegesztést alkalmaznak. A csővezeték hatalmas és vastag töredékeit négy vagy több varrat köti össze.
A varratok felváltva készülnek egymás után. A következő varrat csak az előző lehűlése után indítható el. Kiváló minőségű és gyönyörű varrat elérése érdekében időszakosan el kell távolítania a hegesztési helyen képződött salakot úgy, hogy a csövet kalapáccsal enyhén megérinti.
A forgó és nem forgó kötések hegesztésének jellemzői
Kiváló minőségű forgócsukló elvégzéséhez (ahol két cső egy bizonyos szögben van összekötve) speciális rotátort használhat, amely rögzíti és a legkényelmesebb hozzáférést biztosítja a hegesztő számára.
Berendezés hiányában a csövet kézzel kell elforgatnia, a csőszakasz 60-110 fokos szakaszát elektródával kezelve.
A forgócsukló kézi készítésekor a csövek átmérőjét először kívülről 2/4-re hegesztik két rétegben, majd a hézagot mindhárom-négy réteg felhasználásával kibontják és hegesztik.
Lásd még: Miért épülnek a házak az Egyesült Államokban, valamint a fogyasztás és a befektetés pszichológiája
A rögzített kötést sokkal könnyebb elkészíteni: két csőtöredéket egyesítsen, és tegyen több hegesztési pontot (például képzeletbeli kereszt alakjában, vagy csak két ellentétes oldalon). Főzzük meg a csövet az aljától kezdve, az elektródát felfelé mozgatva.
A gumibetétek felszerelése

Csatlakozás műanyag csövekkel
A vízvezeték-alkatrészek csatlakoztatását vízvezeték-gumibetétekkel egyszerűnek tekintik: az elem telepítése nem igényel különösebb készségeket és gyakorlatot.
A víz elemei alapvetően különböznek egymástól, mivel a bennük lévő szálak kívül helyezkednek el, és korróziógátló réteggel kell őket bevonni. Ez a típusú csatlakozás leválaszthatónak tekinthető: megfelelő lesz abban az esetben, ha a jövőben szükség lehet a csővezeték egy részének szétszerelésére.
A gumibetétet, a tengelykapcsolót és az ellenanyát össze kell kötni szorosan és hatékonyan, hogy a jövőben ne forduljon elő szivárgás, és biztosítsák a szorosságot.
A csövek összekötő elemeinek telepítését és a vízellátó rendszer általános összeszerelését több szakaszban hajtják végre:
- A cső egyik végére hüvely van csavarozva.
- A tengelykapcsolóhoz gumibetét van rögzítve. Az alkatrészt maximálisan be kell csavarni. Használja a rövidebb menetű oldalt.
- Az ellenanyát az ellenkező oldalra csavarják. Összekötő csatlakozó van rögzítve hozzá, amelyet általában azokon a helyeken használnak, ahol a csövek átmérője eltér, vagy ahol a cső elágazása következik be.
- A gumibetét vége a csőhöz van felszerelve, amely után a tengelykapcsolót felcsavarják, amelynek a csőhöz kell mennie.
- A munka végén az ellenanyát úgy húzzák meg a tengelykapcsolóhoz, hogy azok egymástól legfeljebb három centiméter távolságra legyenek. A rögzítéshez töltse ki ezt a szabad helyet tömítőanyaggal, például zsírral vagy pasztával ellátott egészségügyi kocsival.
Ha szükséges a cső beépített részének szétszerelése, először csavarja le az anyát, majd a tengelykapcsolót, és a végén távolítsa el a gumibetétet.
Biztonsági utasítások a hegesztéshez
Az elektromos hegesztési folyamatnak három lehetséges veszélye van:
- elektromos sérülést kap, amikor feszültség alatt lévő vezetékekkel vagy elektródákkal érintkezik;
- olvadt fém ég a bőrön;
- a retina égése ívvillanással.

A nemkívánatos következmények elkerülése érdekében érdemes gondoskodni az elektromos szigetelésről: használjon speciális gumiszőnyegeket és kalózokat, földelje le a hegesztőgépet, szigetelje a vezetőket.
Fontos egyéni védőfelszerelés használata – speciális kesztyű és védősisak vagy arcvédő.
A vízcsövek hegesztése elektromos hegesztéssel az egyik legmegbízhatóbb módszer a keringési áramkör szükséges tömítettségének elérésére. Az ezzel a technológiával nyert varratok ellenállnak a nyomásnak, a mechanikai igénybevételnek és a korróziónak.
Sajnos, még akkor is, ha minden követelmény teljesül, a csövek működés közben szivároghatnak. Ennek oka a külső terhelés, amelyre a fémszerkezeteket egyszerűen nem tervezték, valamint az anyag természetes öregedése és kopása.
Ilyen helyzetben azonnal cselekedni kell, megszüntetni a már használt csővezeték szivárgását.
A munka igénye
Cső vízzel történő hegesztésére a következő esetekben lehet szükség:
- Szivárgás a szokásos terhelés túllépése vagy rosszul elvégzett szerelési munka miatt. A bontás ilyen esetekben nem örvendetes, különösen a nagy lakóterületek vízellátását biztosító fővezetékekről.
- A bekötés szükségessége. A folyadéknak az egész rendszerből történő leeresztése jelentős átmeneti veszteségekkel jár, így az ügy gyakran a keringető szivattyúk kikapcsolására korlátozódik. Ez az intézkedés segít csökkenteni az áramkör nyomását, a munka leegyszerűsödik.
A fő nehézségek
A csövek nyomás alatt történő hegesztése nem könnyű feladat, és nem minden szakember vállalja annak megvalósítását.

A problémák a következő jelenségekkel társulnak:
- a folyadék nyomása nem teszi lehetővé a hegesztési medence szükséges hőmérsékletének elérését; rendkívül nehéz elérni a hegesztett fém és az alap szükséges tapadási együtthatóját;
- amikor a víz forró anyaggal érintkezik, nagy mennyiségű gőz keletkezik. A hegesztőnek korlátozott látási viszonyok között kell dolgoznia, a maszk elpárásodik, folyamatosan törölnie kell, el kell terelni a figyelmét, pazarolnia kell az időt;
- nagyon nehéz dolgozni, ha a csövek magasan, a mennyezet alatt helyezkednek el. A víz lefolyhat a hegesztőgépre, és kényelmetlen a nehéz felszerelések tartása.
Csővezeték bekötése
Ha vízvezetékeket kell csatlakoztatnia, mérőeszközöket vagy szelepeket kell telepítenie, akkor nem szükséges a vizet elvezetni a rendszerből, ez túl drága lehet.
A víz elvezetésére szolgáló csapot vagy csapot a következő séma szerint hajtják végre:
- a beágyazott elem a csővezetékhez igazodik;
- leforrázta az egész kontúrt;
- ezt követően egy fúrást fúrnak a fúvókán vagy szétszerelt gömbszelepen keresztül;
- majd az elágazó csőhöz tápellátást szerelnek vagy elzáró szelepeket szerelnek össze. Ezt követően megnyílik a vízellátás.
A szerelvények csatlakozását a csővezetékhez a bemutatott technológia szerint úgy végezzük, hogy a csővezetékben lévő nyomás nem csökken. Csatlakoztatott elem csatlakozik hozzájuk.
Szerszámválasztás és felszerelés
Minden nehézség ellenére a nyomás alatt lévő csövekkel való munka meglehetősen kivitelezhető. A legfontosabb az üzemmódok helyes beállítása és a megfelelő eszközök kiválasztása.
Például a vízcsövek hegesztésére a legjobb elektródák a következők:
SSSI 13/55. Univerzális elemek, amelyek lehetővé teszik az acélból készült csövek javítását, függetlenül az ötvözés mértékétől és a széntartalomtól.
Lásd még: Hogyan lehet párátlanítani a lakásban lévő levegőt? Párásító készítése saját kezűleg
A kialakult varratot az erő, a hajlékonyság és a szívósság optimális kombinációja jellemzi, ellenáll a nagy üzemi terheléseknek, anélkül, hogy ismétlődő sipolyok képződnének és roncsolódna. A kezdők félhetnek attól, hogy az elektróda működés közben tapad a fémhez, de ettől nagyon könnyű megszabadulni, csak meg kell hosszabbítani az ívet.
Néhány perc munka alatt fejleszthet egy jó készséget, átérezheti az elektróda összes finomságát és előnyét.
MGM-50K. Új fejlesztésű, nyomás alatt lévő csövekkel végzett munkára optimalizált.

A fő jellemző, hogy az ív körül gázbuborék képződik, amely kiszorítja a gőzt vagy a folyadékot, ami javítja a hegesztés feltételeit, megkönnyíti a feladatot és lehetővé teszi a kívánt eredmény elérését.
Az elektróda nagy szén-dioxid-acél és alacsony ötvözetű csövekhez egyaránt alkalmas. Szennyezett felületeken és olyan fémeken szabad dolgozni, amelyek már jelzik a korrózió károsodását.
Nézzen meg egy érdekes videót, mely elektródákat érdemes jobban használni a csőhegesztéshez:
Hasznos a következő ajánlások betartása:
- Az áramerősség növelése elősegíti a szükséges ívstabilitás elérését, csökkentve az elektróda tapadásának valószínűségét, mivel a lerakódott fém gyorsan lehűl és megtapad az alapon.
- Az elektródákat előre kalcinálják, és a munkavégzés helyét gázégővel melegítik. A láng elpárologtatja a csőből szivárgó folyadékot, nő a hegesztett fém és az alap tapadásának szintje.
- A feszültség kiválasztásakor a saját preferenciáira kell összpontosítania.
A kezdőknek tudniuk kell, hogy:
- a váltakozó áram stabilabb ívet képez, lehetővé teszi a munkát még lenyűgöző vízréteg alatt is, de a hegesztés végső minősége nem túl magas;
- Az egyenáram viszont segít elérni a hegesztett fém maximális behatolási mélységét és a hegesztési szilárdságot, de a magas páratartalmú környezetben történő közvetlen munka nehezebb.
Hasznos videó kezdőknek arról, hogyan kell főzni egy csövet vízzel a fűtővezeték javításakor:
A vízvezetékek hegesztésének jellemzői
Lehetőség van egy cső vízzel történő hegesztésére elektromos ívvel, gázhegesztéssel, félautomata felületburkolat segítségével. A vízzel töltött vízvezeték elektromos hegesztése néhány jellemzővel jár:
- A hegesztés üzemmódja a hibák és a vízszivárgások lezárásakor állítható. Ha nem áll fenn a rozsdától elvékonyodott fal átégési veszélye, akkor az ötvözet típusától függően a vízzel töltött hidegvíz-rendszer hegesztése közbeni áramerősség 5-10% -kal nő. A fal lehűlése miatt az elektróda nem tapad rá hegesztés közben. A hegesztőgép típusától függően váltakozó vagy egyenárammal főzik őket. Előnyösen váltakozva az ív stabil lesz hegesztés közben. A kötés még vastag vízréteg alatt is kialakul. Ha jó minőségű varratra van szükség, egyenáramot használnak. Bár a hegesztési feszültség instabil lesz, az olvadt hegesztett fém mélyebbre hatol a hibaterületen, amikor a csővezetéket vízzel hegesztik.
- A működéshez az elektródákat a csővezeték anyagának típusa szerint választják meg. Az NZh-13 alkalmas rozsdamentes csövek hegesztésére, az MNCH-2 vagy az OZCH-2 alkalmas öntöttvas felszállók javítására, vagy szürke, magas szén-dioxid-tartalmú öntöttvas hegeszthető. Ha invertert áramforrásként használnak a vízvezetékek javítási munkáihoz, megvásárolják az MR-3s, TsCh-4 elektródákat, alacsony áram mellett olvadnak és olvadáspontjuk alacsony. Az elektródákat 200 ° C-ra melegítve előkalcinálják, és 40 perc és egy óra között tartják.
A sipoly megszüntetése
Hogyan lehet hegeszteni a vízcsövet elektromos hegesztéssel a maximális megbízhatósági fok mellett? A pontos utasítások a kár jellegétől függenek. Kezdjük azzal, hogy hogyan lehet rögzíteni a fistulát egy vízcsőben, vagyis egy kerek lyukban, amelyből folyadék szivárog.

Ebben az esetben olyan helyzetbe kell kerülnie, amely lehetővé teszi, hogy tisztán lássa a károsodás határait, és az elektródákat merőlegesen tartják az alapra annak érdekében, hogy minimalizálják a rájuk eső víz mennyiségét. A munkát fentről lefelé végzik, amíg a furatot a hegesztett fém teljesen el nem rejti.
Az eljárás a következő:
- a fistula felső részén fém van elhelyezve;
- 2 ütést végeznek kalapáccsal közvetlenül az ív kialvása után. Ez hozzájárul az anyag tömörödéséhez, kizárja a pórusképződést;
- a ciklus fentről lefelé ismétlődik;
- ha a falak elvékonyodnak a lyuk széle mentén, akkor azokat a fent leírt módszer szerint megerősítik;
- amikor a gőz abbahagyja a csöpögést, a csőfal megerősödik. Az áram minimálisra van állítva, hogy kizárja az égésből. A szükséges anyagmennyiség fokozatosan lerakódik;
- az erősség növelése érdekében a kialakult varratot megcsapoljuk.
Ez a videó részletesen bemutatja, hogyan kell hegeszteni a fistulát egy csőben (alsó helyzetben):
Oldalsáv kialakítása
Gőznyomás alatt történő hegesztés akkor is elvégezhető, ha a csatorna elvezetéséhez segédcsatorna szükséges.
A bekötés felszerelését meg kell előzni egy gömbcsap felszerelésével. Ez segít nem teljesen kikapcsolni a rendszert, hanem megállítani a gőz vagy a víz áramlását annak egy külön részébe, ami egyszerűsíti a további munkát.

A folyamat így néz ki:
- gömbszeleppel és a megfelelő típusú menettel ellátott elágazócsövet szerelnek a csővezeték bizonyos szakaszára;
- az egymásra helyezett részt leforrázzák, miközben megőrzi a csővezeték eredeti integritását;
- a csap kinyílik, lyukat fúrnak rajta keresztül a főcsőben;
- a fúrót kihúzzák, a vízellátást a csap elzárásával leállítják;
- tekercseléssel ellátott gumibetét van felszerelve, a csővezeték új ága le van zárva;
- a csap megnyílik.
A rendszer nyomásszintje ebben az esetben bármilyen lehet. Működés közben tartsa be a minimális áramot, hogy elkerülje a fővezeték károsodását.
A fúró átmérőjének megválasztásakor figyelembe kell venni, hogy a kialakított lyuknak elég szélesnek kell lennie ahhoz, hogy biztosítsa a csővezeték új ágának hatékony működését.
Nézzen meg egy videót egy acél vízcső csapolásáról nyomás alatt:
Kuplung
Nem szakosodott információ
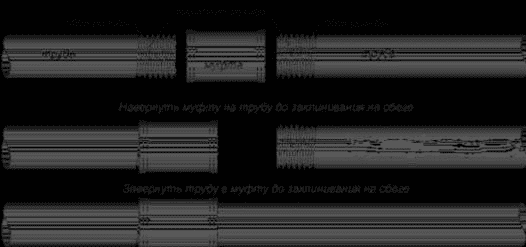
A tengelykapcsoló egy csatlakozó szerelvény, amelynek belső átmérője megegyezik a csövek külső átmérőjével. Az alkatrész mindkét végén van egy belső menet, amelybe a csöveket csavarják. Ugyanakkor a cső menet hossza kétszer kisebb, mint a szerelvény, ami lehetővé teszi, hogy egységes mélységbe csavarják őket.
A tengelykapcsoló jellemzői
Annak érdekében, hogy helyesen hozza létre a szerkezet csatlakozását saját kezűleg ezzel az illesztéssel, meg kell ismerkednie annak sajátosságaival. Ha alaposan szemügyre veszi a cső menetét, kiderül, hogy az utolsó fordulatok kisebb mélységűek azon a területen, ahol a menet sima felületre kerül. Ezeket a fordulatokat nevezzük futásnak, amely ékeli az összekötő szerelvényt.
Tehát az alkatrész a menekülőre van csavarozva és reteszelve, amelynek végén a második csövet csavarják bele. Ha kiderül, hogy a cső menetes szakasza hosszabb, mint a szerelvény szabad területe, akkor a menekülés azon kívül lesz, aminek következtében nem történik elakadás, és a víz kifolyik a menet csatornáin keresztül.
Ennek alapján a csövek telepítésének végén több fordulatnak kell maradnia közöttük. Ezt a szabályt be kell tartani a független menetfűzéshez.
Függetlenül attól, hogy a tengelykapcsoló szerelvény összecsukható, a csővezeték különálló szakaszainak cseréje nem lehetséges a teljes rendszer szétszerelése nélkül. Ennek a feladatnak az egyszerűsítése érdekében a gumibetéteket a szerkezet külön szakaszaiba telepítik, amelyek eszközét az alábbiakban figyelembe vesszük.
Elektródák kiválasztása
Az első dolog, amit fűtőcsöveken vagy más szerkezeteken kell elvégezni, az elektródák. Ennek a fogyóeszköznek a minősége nemcsak a kapott varratok megbízhatóságát és a rendszer tömítettségét, hanem a munka elvégzésének folyamatát is befolyásolja.
Az elektródot olyan vékony acélrúdnak kell érteni, amelynek speciális bevonata van, amely lehetővé teszi a cső elektromos hegesztése során a stabil ív biztosítását, és részt vesz a varrat kialakításában, és megakadályozza a fém oxidációját is.
Az elektródák osztályozása magában foglalja a mag típusa és a külső bevonat típusa szerinti felosztást.
A mag típusa szerint vannak ilyen elektródák:
- Nem olvadó központtal . Az ilyen termékek anyaga grafit, elektromos szén vagy volfrám.
- Olvadó központtal . Ebben az esetben egy huzal szolgál magként, amelynek vastagsága a hegesztés típusától függ.
Ami a külső héjat illeti, a piacon található sok elektródát több csoportra kell osztani.
Tehát a lefedettség lehet:
- Cellulóz (C fokozat) . Ezeket a termékeket elsősorban nagy csőszakaszok hegesztésére használják. Például gáz vagy víz szállítására szolgáló csővezetékek telepítéséhez.
- Rutil-sav (RA) . Az ilyen elektródák optimálisak a fűtési vagy vízellátási fémcsövek hegesztésére. Ebben az esetben a hegesztési varratot kis salakréteg borítja, amely csapolással könnyen eltávolítható.
- Rutile (RR) . Ez a fajta elektróda nagyon rendes hegesztési varratok kialakítását teszi lehetővé, és a működés során képződött salak nagyon könnyen eltávolítható. Többnyire ilyen elektródákat használnak a sarokcsuklók helyén, vagy a második vagy harmadik réteg hegesztésekor.
- Rutile cellulóz (RC) . Az ilyen elektródákat bármilyen síkban hegeszteni lehet. Különösen nagyon aktívan használják hosszú függőleges varrat létrehozására.
- Alap (B) . Az ilyen termékeket univerzálisnak nevezhetjük, mert alkalmasak vastag falú csövek, alkatrészek hegesztésére, amelyek működését alacsony hőmérsékleten fogják elvégezni. Ebben az esetben kiváló minőségű műanyag varrat képződik, amely az idő múlásával nem reped és nem deformálódik.
A gumibetétek fő típusai

Sgon megjelenéseLásd még: Miért izzad a bejárati ajtó – okok és orvoslás
A csőtípusok és -méretek sokfélesége miatt különféle típusú összekötő elemeket fejlesztettek ki. Minden típusú csőhöz vannak hajlítások, beleértve a műanyagokat is. Használata hűséges környezetben ajánlott: 180 fokon belüli hőmérsékleten.
Háromféle gumibetét áll rendelkezésre, különböző méretben:
- hosszú (gumibetét hossza – 30 cm, hosszú menet – 5–9 cm, rövid menet – 0,9–1,7 cm);
- rövid (gumibetét hossza – 10–15 cm, hosszú menet – 5–9 cm, rövid menet – 0,9–1,7 cm)
- kompenzáló (gumibetét hossza – 13 és 17 cm között, hosszú menet – 7,5 és 10 cm között, rövid menet – 0,9 és 1,7 cm között).
Az összekötő elem méretének kiválasztásakor figyelembe kell venni a csővezeték átmérőjét. A cseppeknek meg kell felelniük a GOST 8969-75 szabványoknak. Fémcsövekből készülnek, amelyeket viszont a GOST 3262-75 szabványnak megfelelően tesztelnek.
A Bongok kötelezően tanúsítottak a DIN 16961 nemzetközi szabvány szerint. Leggyakrabban 0,5–2 hüvelyk névleges átmérőjű termékeket használnak.
Viszonylag nemrégiben az "amerikai" univerzális gumibetét népszerűségre tett szert. Használata olyan esetekben ajánlott, amikor a javítás során nem szükséges az összes meglévő csatlakozást szétszerelni.
Az "American" közvetlen meghajtás hasonlít egy hagyományos tengelykapcsolóhoz, de alapvetően két dologban különbözik tőle: két menetes szerelvény és egy csavaranya. A termék lehet szögletes is.
Az ilyen típusú gumibetét használata lehetővé teszi a vízellátó rendszer egy részének javítását, jelentősen megtakarítva az időt. A telepítés nem igényel különleges képességeket, a szerszámokból elég lesz egy egyszerű állítható kulcs.
Az "amerikai" szót gyakran használják a vízvezetékekben, például a vízóra mindkét végére felszerelve. Magas szintű megbízhatósággal rendelkezik, és jól tolerálja a nyomásesést. Az ilyen típusú alkatrészek a legnagyobb népszerűségre tettek szert a fém-műanyag és műanyag csövek összekötő elemeként.
Hegesztési varratok és csőkötések
A csövek elektromos hegesztésével hegeszteni többféleképpen lehet:
- alkatrészek elhelyezése egymástól végig – ebben az esetben a csőszakaszok pontosan egymással szemben vannak;
- csatlakozás Tavrben – ez a csőhegesztési technológia azt jelenti, hogy két darab csövet helyezünk egymásra merőlegesen, "T" betű alakban;
- átfedés – ebben a változatban az egyik csődarab kibővül, hogy rá lehessen rakni a másikra;
- orrlyuk – vagyis két részt 45 vagy 90 ° szögben helyeznek el.

A csövek elektromos hegesztésekor a következő varratok hajthatók végre:
- vízszintes – ebben az esetben a hegesztendő csövek függőlegesen helyezkednek el;
- függőleges – ezek a varratok a cső függőleges szakaszán;
- mennyezet – ebben az esetben az elektródát a rész aljára, a munkavállaló feje fölé helyezzük;
- alacsonyabb – illetve a varratok, amelyekhez le kell hajolni.
Felhívjuk a figyelmét arra, hogy acélcsövekkel történő munkavégzéskor az illesztésnek fenéknek kell lennie, a kötés kötelező forralásával a termék falának vastagsága mentén. Ebben az esetben optimális az alsó csuklóvarrat használata.

Számos további javaslat található a csövek elektromos hegesztéssel történő hegesztésére:
- A hegesztési munkák során az elektródát 45 ° -os vagy valamivel kisebb szögben kell tartani, ekkor az olvadt fém sokkal kisebb mennyiségben kerül a hegesztett cső belsejébe.
- Ha T- vagy fenékízületet készít, akkor 2-3 mm-es elektródákra lesz szüksége. Ebben az esetben az áramerősség, amely optimális a rendszer megbízható tömítéséhez, 80-110 amper tartományban van.
- Az átfedéses hézag megbízható hegesztéséhez az áramot 120 amperre kell növelni, és ugyanazokat az elektródákat lehet használni.
- Az optimális hegesztési magasságnak 3 mm-rel kell lennie a cső felülete felett. A munka csak elérése után tekinthető befejezettnek.
Idézni kell a profilozott termékeket is. Az ilyen csövek hegesztését pontosan kell végrehajtani. Ez azt jelenti, hogy először megfognak két pontot a profil ellentétes oldaláról, majd két másik pontra lépnek, és így tovább, amíg az egész cső fel nem melegszik. Ezt követően elkezdik a hegesztést a cső kerülete mentén.
A gumibetéteken lévő csövek összekapcsolásának előnyei és hátrányai
A rögzített cső menettel való összekapcsolásának fő előnyei:
- a telepítés során könnyen elvégezhető speciális berendezések (hegesztőgép) nélkül:
- nincs szükség hegesztő képesítésre és a csővezetékek telepítésében szerzett nagy tapasztalatra;
- elegendő betartani a csőfuratok összekapcsolásának technológiáját és ajánlásait;
- hegesztés nélkül a csövek megbízható összekapcsolása érhető el;
- munka után összecsukható blokk marad, ami egyszerűsíti a csővezeték ezen szakaszának jövőbeli javítását.
A mínuszok közül a szakértők megjegyzik a szivárgás valószínűségét, ha az ellenanyát egy szivárgó csatlakozással látják el.
Figyelem! A jó minőségű csatlakozás fontos feltétele az alkatrészek méreteinek pontos megfeleltetése, ezért fontosak a csövek paraméterei a csatlakozási ponton. A gumibetét hosszúságú szakember ajánlása szerint valamivel hosszabbnak kell lennie, mint a szünet.

Az alkatrész kiválasztásakor a hossza nagy jelentőséggel bír.
Előzetes munka részletekkel
A kerek cső hegesztése előtt fel kell készülni a munkára, vagyis az illesztések előzetes feldolgozására és az összes finomság tisztázására. Ehhez először a csöveket diagnosztizálják, hogy megfelelnek-e a telepített rendszer számos műszaki jellemzőjének, különösen a vízellátásnak (olvassa el: "Milyen hegesztés jobb a vízcsöveknek – a hegesztés típusai és jellemzői") .
Az utasításoknak megfelelően a következő feltételeknek kell teljesülniük:
- Geometriai méretek.
- Minőségi tanúsítvány rendelkezésre állása, különösen, ha ez ivóvíz-vezeték.
- A csövek tökéletesen kerek formájúak – a végek hibája lapos vagy ovális szakasz formájában nem megengedett.
- A csövek egységes falvastagsága teljes hosszukban.
- A termékek kémiai összetételének bizonyos rendszerek esetében meg kell felelnie az Orosz Föderáció GOST-jának. Ez az információ a műszaki dokumentációból vagy a laboratóriumi kutatásból származik.

Ezután folytathatja a csövek előkészítését az összekapcsoláshoz és a hegesztéshez.
Az előkészítési folyamat a következő szakaszokat tartalmazza:
- ellenőrizze a vágás egyenletességét a cső végén – ennek 90 ° -nak kell lennie;
- a végét és a tőle 10 mm-re lévő területet alaposan meg kell tisztítani, amíg fém fény nem jelenik meg;
- az olaj, rozsda, festék minden nyomát el kell távolítani, és a cső végén lévő felületet zsírtalanítani kell.
Az utolsó dolog, amire vigyázni kell, a helyes véglap konfiguráció. Az él nyitási szögének 65º-nak és a tompa indexének 2 mm-nek kell lennie. A további feldolgozás lehetővé teszi a szükséges paraméterek elérését.
Ez a munka letöréssel, trimmerrel vagy darálóval végezhető. A nagy csőátmérővel dolgozó szakemberek marógépeket vagy gáz- és plazmavágókat használnak.
Az elektromos hegesztés finomságai
Ha kerek csöveket hegesztenek, akkor a varratnak folyamatosnak kell lennie. Ez azt jelenti, hogy miután a munka megkezdődött, addig nem lehet megszakítani, amíg folyamatos hegesztés nem jön létre. Forgó és nem forgó kötésekkel végzett munka esetén a fűtőcsövek elektromos hegesztéssel történő hegesztését több rétegben kell elvégezni. Számuk a csőfalak vastagságától függ.

A rétegek számának a falparaméterektől való függését a következő mennyiségekben fejezzük ki:
- 2 hegesztési réteg csövekre készül, amelyek falvastagsága legfeljebb 6 mm;
- ha a falak 6-12 mm vastagságon belül ingadoznak, 3 rétegre lesz szükség;
- minden más terméknél, amelynek falvastagsága még nagyobb, 4 varróréteget kell felhordani.
Meg kell jegyezni, hogy minden következő hegesztési réteg csak az előző teljes lehűlése után alkalmazható. Az összes képződött salakot a felhordás előtt el kell távolítani. Lásd még: "Hogyan kell megfelelően hegeszteni a csöveket elektromos hegesztéssel – elmélet és gyakorlat a mester részéről."

Ezenkívül érdemes figyelembe venni számos fontos tulajdonságot:
- Az alkalmazott polaritás és áram (DC vagy AC) függ a csövek falvastagságától, anyagától és az elektróda burkolatától. Minden információt fel kell tüntetni az elektródák használati utasításában.
- Az elektródarudak vastagsága befolyásolja a hegesztéshez szükséges áramerősséget. Becsülheti meg ezt a mutatót, ha megszorozza a rúd vastagságát 30-mal vagy 40-gyel. Így kiszámíthatja az áramot amperben, és beállíthatja a hegesztőberendezésre.
- A munka végrehajtásának sebességének nincs szabályozott értéke. Csak arra kell figyelni, hogy az ív ne maradjon túl sokáig egy pontban, különben az él ki fog égni, és mindent elölről kell kezdeni.
A munkája megkönnyítése érdekében, mielőtt elkezdené hegeszteni a gázvezetékeket elektromos hegesztéssel, összeállíthatja az ízületeket.
Mik azok a szonok
Csőszerelvények és csővezeték alkatrészek
Leggyakrabban ilyen típusú alkatrészeket használnak, amikor a cső két részét nem lehet elfordítani. Külsőleg a gumibetét úgy néz ki, mint egy közönséges egyenes cső. A szál az egyik végén hosszabb, a másiknál rövidebb.
A hosszú menetes oldal az acél gumibetét összekapcsolására szolgál a tengelykapcsolóval és az ellenanyával. A vízellátás erőssége attól függ, hogy mennyi ideig lesz a menet. A rövid oldal csővel meghosszabbítható, vagy dugóval lezárható.
A tengelykapcsoló egy kör alakú összekötő darab, amelynek belsejében mindkét oldalon egy menet is található. Ennek a résznek a belső átmérőjének meg kell egyeznie a cső külső átmérőjével, amelyhez csatlakozik. Egyszerű szavakkal, a tengelykapcsoló összeköti az összekötő elemet és a csővezetéket.
A gumibetéttől függ a vízellátó rendszer szorossága és alkatrészeinek csatlakozásának minősége. A nyilvánvaló előnyök között szerepel a hegesztés nélküli képesség és a képzett hegesztő segítsége, amely a jövőben biztosítja a tisztítás egyszerűségét és kényelmét.
Kapcsolatok gyűjtése
Ezt a folyamatot a következő sorrendben kell végrehajtani:
- A csöveket satuba vagy más eszközbe kell rögzíteni, összekötve őket egymástól a végéig. Továbbá az elektródával való találkozást 2-3 helyen meg kell ragadni. Ha ez csak 2 pont, akkor tegye őket a kör ellentétes oldalára.
- Abban az esetben, ha csak egy csatlakozási pont van, a kötés végső hegesztését az ellenkező oldalról kell elkezdeni.
- Felhívjuk figyelmét, hogy a 3 mm-es falvastagságú csövek elektróda-vastagsága nem haladhatja meg a 2,5 mm-t.
És még néhány hasznos információ a hegesztési technika technikájáról.

Ha olyan csövekkel dolgozik, amelyek falvastagsága meghaladja a 4 mm-t, akkor összeköttetésüket két varrással – egy gyökérrel, amely átmegy a teljes acélvastagságon – és egy hengerrel, amely 3 mm magas henger.
Függőleges varratok végrehajtása 30-80 mm keresztmetszetű csöveken, a hegesztést két lépésben hajtják végre – először egy varratot készítenek a hosszúságból, majd minden mást.
Ha több rétegben készít vízszintes varratot, az egymást követő megközelítéseknél az elektródát az ellenkező irányba kell mozgatni.
A több rétegben készített varrat végét (reteszelését) különböző helyeken kell elhelyezni.
Anyagválasztás

Acélszerkezet
Az alkatrészek gyártásának számos változata közül a legnépszerűbbek:
- acél gumibetétek – csövekre rögzítve, amelyeket aztán mélyen a földbe merítenek;
- horganyzott – olyan nyílt területeken történő használatra tervezték, ahol a csövekre gyakorolt negatív légköri hatás lehetséges (például ahol gáz vagy fűtés halad);
- nikkelezett – segít esztétikus megjelenés kialakításában lakóépületekben vagy irodahelyiségekben.
A szakemberek rozsdamentes acélból készült termékek választását javasolják. Legalább kétszer olyan hosszú ideig szolgálják majd a tulajdonosot, mint más anyagokból.
Ne feledkezzen meg a további működési feltételekről. Például rézből, sárgarézből vagy öntöttvasból készült gumibetét megvásárlása után nem kell aggódnia az ultraibolya sugarak és a magas hőmérsékletnek az alkatrész állapotára gyakorolt hatása miatt.
A gumibetét ára közvetlenül az anyagtól függ. A legolcsóbb az acéltermékek lesznek. Ezenkívül a költségeket a berendezés befolyásolja: drágább készleteknél azonnal csatlakoztatnak egy megfelelő tengelykapcsolót és ellenanyát.
A választás során fontos megjegyezni, hogy a csatlakozás megbízhatósága közvetlenül attól függ, hogy a gumibetét mérete megfelelően van-e kiválasztva a cső paramétereinek megfelelően.
Munka forgatható és nem forgatható kötésekkel
Külön megemlítést igényel a különböző átmérőjű csövek forgatható és nem forgó kötésekkel történő hegesztésének technikája (olvassa el még: "Hogyan kell hegeszteni a csövek nem forgatható kötéseit – lépésről lépésre").
Az ilyen munka elvégzésére vonatkozó szabályok a következők:
- Kényelmes lesz forgócsuklók végrehajtása forgórészben. Kívánatos, hogy a munka végrehajtásának sebessége és a mechanizmus forgása azonos legyen.
- A fémnek az ívvel való érintkezési helyét (hegesztési medence) 30 ° -kal kell elhelyezni a forgórészbe szerelt cső felső pontja alatt, a forgásirányával ellentétes oldalon.
- Ez a fajta munka manuálisan is elvégezhető. Ehhez a csövet minden alkalommal 60-110º-ban elforgatják, hogy kényelmes legyen vele dolgozni.
A legnehezebb munka azonban a cső 180º-os elfordításakor lesz.

Ebben az esetben jobb, ha a hegesztést 3 szakaszra osztjuk:
- Először a cső 2/4 részének 1-2 rétegében hegesztik a kanyar külső sugara mentén.
- Ezután a csövet letekerjük, és a többi varrat felforralódik, miután az összes réteget egyszerre kitöltötte.
- A végén a csövet ismét megforgatják, és a maradék varratrétegeket hozzáadják a hajtás külső részéhez.
A rögzített kötések hegesztését két szakaszban végzik.
A munka módszere a következő:
- A csövet vizuálisan két részre kell osztani. A varrat ebben az esetben vízszintes, függőleges és mennyezeti lesz egyszerre.
- A hegesztés a kör alsó pontjától kezdődik, az elektródát simán mozgatja a felső ponthoz. Ugyanígy a munkát az ellenkező oldalról is végzik.
- Ebben az esetben az ív rövid, az elektródmag vastagságának ½ vastagságával egyenlő.
- A tekercsvarrás magassága elérheti a 2-4 mm-t, minden a csőfal vastagságától függ.
A hegesztés utolsó szakasza az ízületek minőség-ellenőrzése.
Egy darabból álló kötés
Egy cső két oldalának összekapcsolása esetén, amelyek közül az egyik még mindig folyó víz, speciális megközelítés alkalmazható. Ez különösen vonatkozik egy olyan csővezetékre, amely a padlóhoz vagy a talajhoz közel fut.
A munka sikeres befejezéséhez a cső felső részében kivágnak egy "ablakot", amely vízszintes helyzetben van. Ez egy téglalap alakú vagy ovális lyuk az ízület egyik oldalán. Ez abban az esetben segít, ha a nyomást kikapcsolják és a folyadék fő térfogata felszabadul, de a víz továbbra is szivárog. A csőbe rongyot helyeznek, amely elnyeli a nedvességet, és felszabadítja az alját az akadálytalan száraz hegesztéshez.
A varrat belülről kerül kivitelezésre a kivágott ablakon keresztül. Fontos az alja hegesztése és a varrat széleinek a falakig történő emelése. A nagyobb megbízhatóság érdekében érdemes több passzot végrehajtani. Ezután eltávolítják a rongyot (ezt rendkívül fontos azonnal megtenni, különben minden munka hiábavaló lesz, ha elfelejted és sietősen hegeszted az illesztést), és a víz a már hegesztett fenék mentén folyik, anélkül, hogy beavatkozna a folyamatba . Az oldalsó varratokat kívülről alkalmazzák. Az ablak zárva van utoljára. Ez egy előre elkészített, megfelelő méretű "tapasz" segítségével történik. Mivel a varrat több szegmensből áll, az összes végét le kell takarni, az utolsó krátert pedig a cső egyetlen darabjára kell kihozni és átfedéssel hegeszteni.
Ha oldalsávra van szüksége
Nagynyomású csővezetékek hegesztése elvégezhető, ha további folyadékelvezető csatornára van szükség. Például egy másik tartály került hozzá, ahol vízellátás szükséges, vagy a mellékletben egy másik fűtőág épült, és a hőhordozó ellátása szükséges. Ha bekötésre van szükség, de lehetetlen megállítani a rendszert, akkor gumibetétet vagy gömbcsapot hegesztünk.
Ez a következő séma szerint történik:
- A cső kiválasztott szakaszához gömbcsapos menetes elágazó csövet szerelnek.
- A csővezeték integritásának megsértése nélkül az egymásra helyezett elemet hegesztik.
- Ezt követően a csapot nyitott helyzetbe helyezzük, és lyukat fúrunk rajta keresztül a főcsőben.
- Akkor gyorsan kell cselekednie. Az újonnan kialakított kimeneten keresztül a víz kifolyik. A fúrót gyorsan eltávolítják, és a csap bezárul.
- Tekercselt gumibetét van csatlakoztatva a szelep ellen menetéhez, és egy új ág le van zárva.
- A szelep kinyílik, és megkezdődik a folyadékellátás.
Ez a művelet bármilyen nyomáson elvégezhető. Fontos, hogy az elágazó csövet kis áram mellett csap segítségével hegesszük, hogy ne égjen át a fővezetéken. A fúró átmérőjének elég nagynak kell lennie ahhoz, hogy átadja az új ág megfelelő működéséhez szükséges térfogatot és nyomást.
Kis trükkök
A fisztulák és repedések vízzel történő sikeres hegesztéséhez ismernie kell néhány tapasztalt hegesztő által használt titkot. Mivel a víz folyamatosan zavarja a hegesztési medence kialakulását, fontos csökkenteni annak hatását. Ez többféle módon valósul meg.
Először egy csavart hajthat be a kapott sipolyba. Ehhez a rúd megfelelő átmérőjét választják meg. Ennek eredményeként egy lyuk helyett, amelyből víz áramlik, egy hegesztéshez kényelmes kupakkal ellátott dugaszolt lyuk képződik. Természetesen a folyadék nincs teljesen elszigetelve, de hatása csökken. Az alapfém falait fokozatosan össze kell kötni a csavarfejjel. A módszer minden térbeli helyzetben alkalmazható.
Másodszor, a fistula bezárható egy nagy átmérőjű anya hegesztésével a helyén. Ez utóbbi a problémás területre kerül és leforrázódik. Ugyanakkor a folyadék nem avatkozik be, mert továbbra is szabadon áramlik az anya furatán. A hegesztés befejezése után az anyába szorosan feltekert vonóval ellátott csavart csavarnak. Ez lezárja a helyet. A módszernek egyetlen hátránya van – a megjavított terület megjelenése nem túl reprezentatív (kiálló csavarral), de ez lehetővé teszi a szivárgás gyors helyreállítását és a elvékonyodott terület megerősítését.
A harmadik trükk a töltőanyag növelése. Mivel az olvadt fém egymásra helyezett "borsójának" mérete egyszerre képes lefedni a fistula egy bizonyos területét, fontos, hogy a lehető legtöbb adalékot adjuk a hegesztési medencéhez. Ezt az elektróda átmérője szabályozza. De használhatja a második elektródát is, miután korábban leverték róla a bevonatot. Az első elektróda felmelegíti a helyet, és amikor folyékony fém jelenik meg, egy második rudat adunk hozzá. Ez növeli a lerakódási sebességet, és megkönnyíti a lyuk gyors lezárását vízzel.
A csatlakozások megbízhatóságának ellenőrzése
Gyakran szemrevételezéssel magának kell ellenőriznie a hegesztés minőségét és a rendszer tömörségét.
Ehhez először meg kell tisztítani a varratot a salaktól, és könnyű kalapáccsal meg kell csapolni. Ezenkívül magát a varratot szemrevételezéssel ellenőrizzük, hogy nincsenek-e rajta forgácsok, vágások vagy repedések, rosszul hegesztett darabok vagy átégések, valamint egyéb hibák.
Az utolsó lépés a varrat vastagságának mérése lesz. Ehhez használhat szabványos műszereket, valamint stilusokat, sablonokat és egyéb eszközöket.
Felhívjuk figyelmét, hogy a gázszállító vagy a vízellátó rendszert is ellenőrizni kell szivárgás szempontjából. Ehhez a folyadék próbaüzemét hajtják végre nyomás alatt.



