Miért kell megváltoztatni a polaritást hegesztés közben: egyszerű fogalmakkal

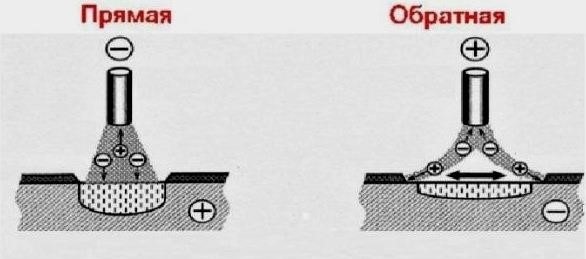
Különböző fémből készült termékek vagy szerkezetek egyenáramú hegesztéséhez két módot használnak – előre és hátra polaritás. Az első esetben a hegesztés során az elektródával ellátott tartót a "-" -hoz, a hegesztendő terméket vagy a szerkezetet pedig a "+" -hoz kell csatlakoztatni. A fordított típusú polaritás használata esetén a hegesztés során a tartó éppen ellenkezőleg, a pluszhoz, a hegesztendő szerkezet vagy alkatrész pedig a mínuszhoz van kötve.
Miért kell megváltoztatni a polaritást hegesztéskor
Az egyenáramú hegesztés során úgynevezett hőfolt jelenik meg az elektróda végén. Közvetlenül a hegesztőgéphez való csatlakoztatásának pólusa (plusz vagy mínusz) befolyásolja a termikus pont hőmérsékleti mutatóit, amelyeken viszont a teljes munkamód függ.
Például, ha az elektróda a plusz értékhez van csatlakoztatva, akkor a csúcsán úgynevezett anódfolt jelenik meg, amelynek hőmérséklete 3900 Celsius fok. Ha a tartó a mínuszhoz van csatlakoztatva, a végén katódfolt jelenik meg, amelynek hőmérséklete eléri a 3200 Celsius fokot.
Néhány felhasználó számára azonnal felmerül egy teljesen természetes kérdés – miért kell egyáltalán megváltoztatni a polaritást munka közben? Erre a kérdésre válaszolva meg kell jegyezni, hogy a tartó eltérő csatlakoztatásával (a pluszhoz vagy a mínuszhoz) a használt elektróda vége eltérő fűtési hőmérséklettel rendelkezik, ami befolyásolja a hegesztési munka minőségét és szintjét. Általánosságban elmondható, hogy ez a csere lehetővé teszi:
- amikor a tartót a mínuszhoz csatlakoztatja, erősebben melegítse fel a fém alkatrészt vagy a munkadarabot, ezáltal a hegesztés gyökere mélyebb lesz;
- amikor a tartót a pluszhoz csatlakoztatja, pontosabb a kis vastagságú fém alkatrészek egymáshoz való csatlakoztatása.

Érdemes megjegyezni, hogy fordított polaritást használnak a magas széntartalmú és ötvözött acélok összekapcsolására is. Egyszerűen fogalmazva, olyan esetekben használják, amikor szükségessé válik fémek egymáshoz hegesztése, amelyek fokozott érzékenységgel rendelkeznek a súlyos túlmelegedésre.
Az anód- és katódfoltok hőmérséklete eltérő. Ezért a használt elektródák áramlási sebessége közvetlenül függ a kiválasztott módtól. Például inverteres típusú hegesztőgép és fordított polaritású típus használatakor a felhasznált elektródák nagy fogyasztása lesz.
A hegesztés jellemzői közvetlen polaritású árammal
Ha a tartó a mínuszhoz van csatlakoztatva, és a munkadarab vagy a hegesztendő termék a pluszhoz, akkor a penetrációs együttható jelentősen megnő, és a hegesztett fém is jelentős fröccsenést mutat. Érdemes megjegyezni, hogy ennek az üzemmódnak az a hátránya, hogy alkalmazásakor nem túl stabil elektromos ív keletkezik. Ezenkívül használatakor maga a behatolás mélysége csökken. Ebben az esetben azonban kis mennyiségű szénhidrátot vezetnek be a fém munkadarab tömegébe.

A tartó csatlakoztatása a mínuszhoz lehetővé teszi a fémtermék helyes felmelegítését. Ezenkívül ebben az üzemmódban az elektróda közelében lévő rúd sokkal kevésbé melegszik. Ennek köszönhetően a hegesztő a szerkezetek hegesztése során nagyobb értékű áramokat használhat.
A közvetlen polaritás mód közvetlen hatással van az anyagösszetételre, amely a csatlakoztatott fémtermékek közötti varratban van. Általában ennek az üzemmódnak a használatakor gyakorlatilag nincs szén a varratban. Azonban ebben az esetben a fém összetételében, a hegesztés területén fokozott mangán- és szilícium -koncentráció figyelhető meg.
A hegesztés jellemzői fordított polaritású árammal
A kis vastagságú fémtermékek összeillesztésekor végzett hegesztési munkák során mindig nagy a valószínűsége az úgynevezett átégéseknek. Ezért az ilyen összetett, időigényes munkák elvégzéséhez általában a hegesztőgép tartóját a pluszhoz, a hegesztendő terméket pedig a mínuszhoz kell csatlakoztatni. Ennek az üzemmódnak a használatakor a fémszerkezetek és a munkadarabok hegesztése szakaszos varrattal történik. Egyszerűen fogalmazva, összekapcsolásuk során először egy kis részt forralnak fel a varrat elején, majd a központi részét.

A vékony fémből készült termékek helyes, megbízható hegesztéséhez a hegesztés során az ívet rendszeresen meg kell szakítani. Egyszerűen fogalmazva, a hegesztő elektródát ki kell húzni a hegesztési területről, majd gyorsan újra meg kell gyújtani.
Ha átfedő hegesztést kell végezni, akkor az összeillesztendő fémrészeket megbízhatóan, légmentesen és szorosan egymáshoz kell nyomni. Ellenkező esetben, ha még egy kis légrés is van, a hegesztendő munkadarab tetején átégés jelenik meg. A munkadarabok biztonságos rögzítése érdekében, az átfedő hegesztés előtt, ajánlott bilincsek vagy nagy terhelés használata.
A hegesztési mód kiválasztása elsősorban a hegesztő számára meghatározott feladatoktól függ. Ha a színesfémeket össze kell hegeszteni, akkor általában a közvetlen típusú polaritást kell alkalmazni. Ezenkívül célszerűbb masszív, vastag munkadarabokkal való munkavégzésre használni, mivel a fém sokkal mélyebbre olvad, ami biztosítja a varrat jó minőségét. Fémszerkezetek vágására is alkalmasabb. Fordított polaritás ajánlott erősen ötvözött acélok vagy vékony lemezek hegesztésekor.



