Hornyoló szerszám fa
A maró olyan vágóeszköz, amellyel egy kézi marógép vagy álló egység különféle anyagok (fa, műanyag, fém) felületkezelését végzi. Mivel a fúróberendezést forgó mozgásra tervezték, alapformája korong alakú vagy hengeres lesz. Ugyanakkor a szerszám vágóélei meglehetősen bonyolult alakúak lehetnek. A kézi marók marógépei több típusra oszthatók. Közülük a leggyakoribb a fafeldolgozás. Ebben az esetben a favágóknak is megvan a saját osztályozásuk. Vizsgáljuk meg, milyen típusú marók vannak a fafelületek megmunkálására, és hogyan válasszuk ki őket helyesen.
Horonyvágók
Ha bármilyen mélységű és szélességű hornyot kell választania, akkor a horonyvágó a legjobb választás erre a célra. Kialakítása lehetővé teszi ezt a műveletet mind az alkatrész arcán (arcán), mind annak szélén. A horonyvágót elsősorban akkor használják, ha egyes alkatrészeket egyesítenek egy csapon. Ezenkívül egy fa útválasztó fúvókáinak használatával, a vonalzó mentén haladva akár bármilyen szélességű barázdákat is kivághat.
Alakú
Lehetővé teszi a horony alakítását, hasonlóan a göndör merevítőkhöz. A szerszám nemcsak a munkadarab belsejében található hornyokat választja ki, hanem megváltoztatja az élek éleinek alakját is. Ha a munkadarab felületén összetett mintát készítenek, először egy átmenetet hajtanak végre rajta egy egyenes vágóval (rés). A jövőben ez leegyszerűsíti a formázott berendezés igazítását.
A következő ábrák a horonyvágók fő típusait mutatják be.
Lásd még: Lépésről lépésre az üvegház fából való készítéséhez saját kezűleg
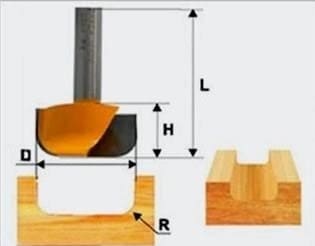
Szerkezeti
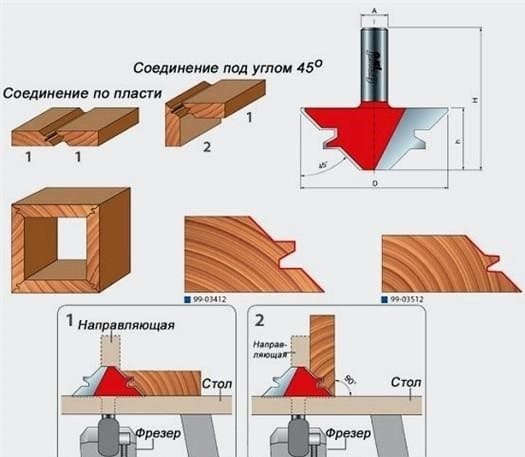
Miután megmunkálta a munkadarabot ezzel a szerszámmal, egy hornyot kapunk, amely trapéz alakúnak (fecskefarok) vagy fordított „T” -nek tűnik.
Ezt az alkatrész-összekötési módszert tartják az egyik legmegbízhatóbbnak, mivel a csapok az azonos alakú barázdákba csúsznak, és más módszerrel nem választhatók szét.
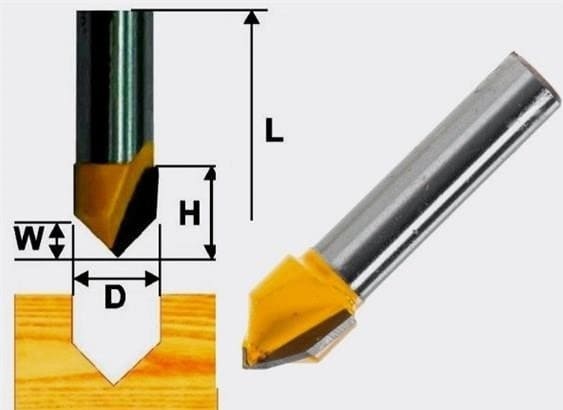
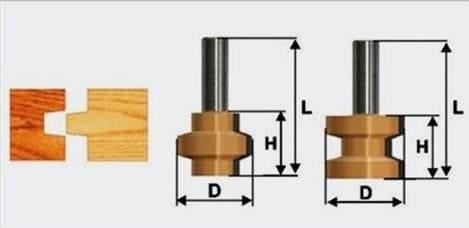
Filé V alakú
Noha a „filé” szó valamiféle félkör alakú rovátkára vagy barázdára utal, a V alakú vágók szintén ebbe a kategóriába tartoznak. Az eszköz lehetővé teszi, hogy ne csak függőleges, hanem meghatározott szögben lévő réseket is kiválasszon. Szintén a filé vágógépet használják dekoratív faragáshoz és az élek geometriájának megváltoztatásához a bútoriparban.
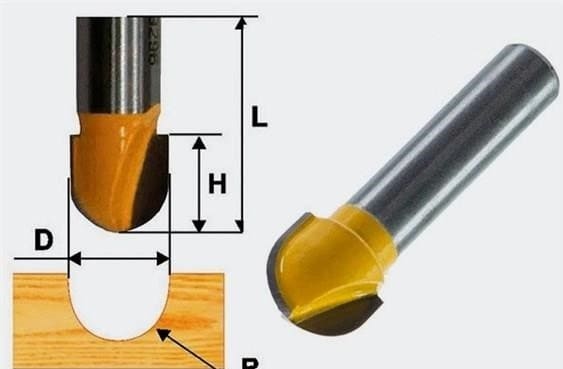
Filé
Lekerekített vágóélük van. Ha megnézi a hornyot a vágásban való áthaladása után, az „U” betűre fog hasonlítani.
A marót a fatermékek éleinek és végeinek dekoratív befejezésére használják, összetett mintákat hozva létre a munkadarab felületén, vagy különféle filézések (hornyok) a termék felületén és annak szélein.
Közvetlen
Ez a legegyszerűbb henger alakú eszköz. A munkadarabban kapott horony téglalap keresztmetszetű.
A szerszámokat leggyakrabban a merülő maróknál alkalmazzák.
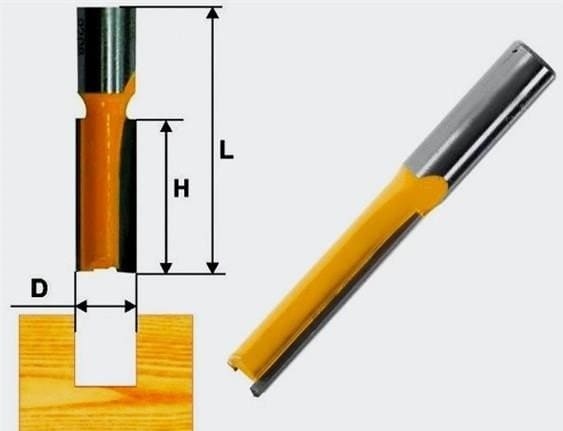
Egyenes horony (ujj) vágógépeket használunk, ha tiszta téglalap alakú barázdát akarunk választani, például az ajtózárak és a zsanérok behelyezéséhez.
Peremmalmok
A legtöbb esetben a ferde vágóknak tolócsapágyuk van. Nála lehetővé válik, hogy a szerszámot a sablon mentén vezesse, feldolgozva a munkadarabok éleit és széleit.
Félpálca
Az eszköz félkör alakú kiemelkedéseket hoz létre a munkadarabok szélein.
Ha félig szárú marót használ egyidejűleg formázó vagy filé vágóval, akkor csuklós illesztéseket készíthet. Félrudas szerszámmal kör keresztmetszetű rudakat is készítenek. Ebben az esetben a munkadarabot mindkét oldalon megmunkálják.
Göndör
Ezeket a alakú vágókat többprofilosaknak is nevezik. A varázsló a feladatoktól függően használhatja vagy teljesen felhasználhatja a beépülő profil egy részét. A második esetben a szerszámot olyan egységbe kell telepítenie, amelynek teljesítménye legalább 1600 W.
Lásd még: Rakéta típusú utcai kemencék, előnyök és hátrányok
Filé
Úgy tervezték, hogy a munkadarab széleinek belső sugara vagy barázdái legyenek kerek metszettel.
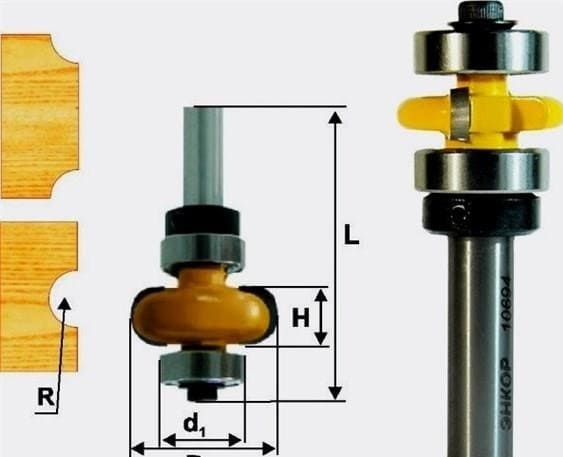
A filé marók egy vagy két csapággyal vannak felszerelve, kiküszöbölve a szerszám hibás beállítását.
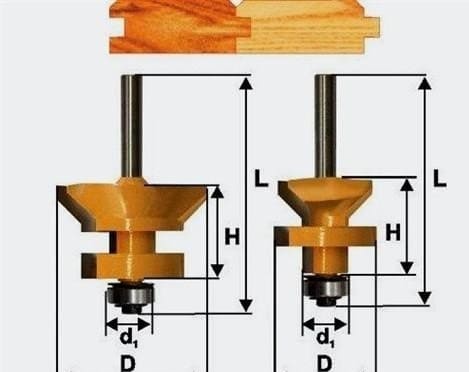
Kúpos
A kúpvágókkal:
- a munkadarab szélének letörése;
- díszítse a pult szélét;
- hozzon létre egy sarokvágást a munkadarab szélein, mielőtt ragasztaná őket (sokszög alakú termékeket kaphat).
Ebbe a kategóriába tartozik egy ferde vágó is, amelynek penge szöge 45 fok.

Összecsukva
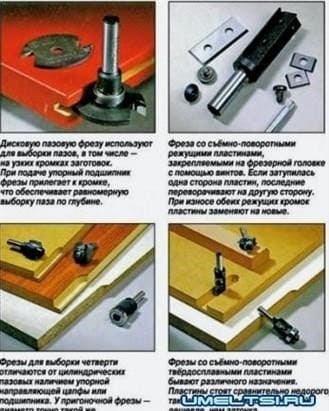
Téglalap keresztmetszetű negyedek és rések mintavételére szolgálnak. A tolócsapágynak köszönhetően az ugróvágó lapos és ívelt munkadarabokon egyaránt használható.
A horony mélységének beállításához különböző átmérőjű tolócsapágyakat használnak.
A réselt tárcsavágó szintén ugyanahhoz a kategóriához tartozik. Segítségével a munkadarabba bevágnak egy hornyot egy T alakú PVC-éle felszereléséhez.

Kalevochnye
A marók lehetővé teszik, hogy egy ívelt, egyenes és göndör él kerüljön a munkadarabra. Ugyanazon fúrótorony bármely részével dolgozva a következőket teheti:
- kerek az alkatrész élén;
- kap egy szegélyt varrással;
- félig rúdnyúlványt készítsen;
- szivaccsal kapjon élt;
- a bordák dekoratív feldolgozását, például ablakkeretek készítését.
A fröccsöntők összetett formájú dísztárgyakat hozhatnak létre egy fa rész szélén és végén.
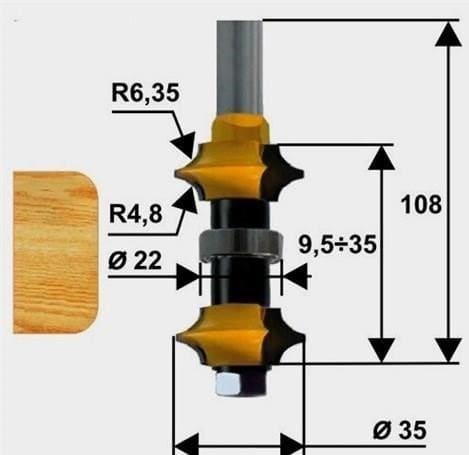
Ennek a sorozatnak a felszereltsége is kettős lehet, amint azt a következő ábra mutatja.
Lásd még: Salakbeton: típusok, habarcs önkészítése
Dupla vágógépen az elemek közötti távolság a munkadarab vastagsága szerint változtatható. Két elemnek köszönhetően a munkadarabot egy menetben dolgozzák fel, egyidejűleg mindkét oldalról.
Közvetlen
Egyenes élű (túlfutó vagy végű) vágót használnak a munkadarab végeinek befejezéséhez vagy az ideális 90-es szög létrehozásához az alkatrész felülete és éle (homlokzata) között. A csapágy felszerelhető a szerszám tetejére vagy aljára.
A csapágy alsó helyzetének esetében a sablont a munkadarab alatt rögzítik, a felső helyzetben pedig a munkadarab felett.
A szembenézés funkciója mellett egy felső csapágyú szerszám is használható horonyként, és téglalap alakú barázdát vághat a munkadarab felületére, természetesen egy bizonyos magasságú sablon segítségével. A csapágy átmérője általában megegyezik a szerszám átmérőjével, vagyis egy szintben van a vágóéllel. Bizonyos esetekben azonban kisebb vagy nagyobb átmérőjűre cserélik a berendezés képességeinek bővítése érdekében.
Kukorica marógép
A kukoricavágó is szegélyezik. Fő célja a munkadarab éleinek csiszolása és igazítása a sablon szerint. A kések speciális elrendezése (spirál) biztosítja a forgács egyszerű eltávolítását és a szerszám egyenletes mozgását.

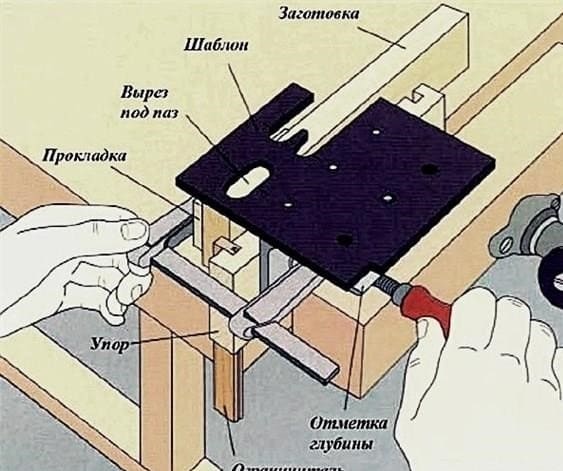
Készítsen egy eszközt a tövis elvételére
Az alkatrészek manuális feldolgozásakor maga az útválasztó nem rendelkezik további térbeli rögzítéssel. De ettől függ a munka általános eredménye, maga a kapcsolat pontossága a jövőben.
A feladattal megbirkózó legegyszerűbb szerkezet összeállításához a következőket kell használnia:
- Több álló helyzetben lévő útmutató. Az oldaluknak és a tetejüknek vagy az aljuknak kell lenniük.
- A minta hosszát megfelelő mozgatható rud segítségével állíthatjuk be.
A gyártás során a következő műveletsort alkalmazzák:
- Réteglemezlemezt veszünk, amelynek egyik széléből függőleges síkban vannak felszerelve az oldalelemek. Megfelelő vágásokat kell létrehozni az anyag közepén.
- Az oldalakat vezetők szállítják. A kézimalom talpa a jövőben végig mozog rajtuk.
- Az oldalsó csíkok a felső sínekhez vannak rögzítve. Ezután az ezekhez a részekhez tartozó maró útja korlátozottá válik.
- A rétegelt lemez, amely a beépítés alapjává vált, felületként szolgál a mozgatható elem telepítéséhez is. Ekkor a leendő munkadarab élének túlnyúlása minden körülmények között könnyebben ellenőrizhető. A rögzítést szokásos csavarokkal és más típusú rögzítő eszközökkel látják el.

A gyártásnak számos olyan pontja van, amelyek külön könyvelést igényelnek:
- A felső vezetők magassága megegyezik a feldolgozás alatt lévő alkatrész vastagságának összegével és egy kis résszel, amelyre az ék fel van szerelve, amely részt vesz a rögzítésben.
- Az alakító tüskének van egy bizonyos hosszúsága, amelyet figyelembe veszünk a függőleges mentén lévő oldalelemek kivágásainak vastagságának meghatározásakor.
Ilyen eszközök használata esetén a munkát bármely modern modell kézi maróinak részvételével végzik.
A mellékletek az alábbiak szerint készülnek, ha fecskefarok csatlakozásokra van szükség.
- A rétegelt lemez belsejében több rétegű lyuk keletkezik. Maga a marónál vágandó rész ebből a részből áll ki.
- Előre elkészül egy rétegelt lemez, amelynek alsó részén maga a kézi útválasztó van rögzítve. A bilincsek és az önmetsző csavarok tökéletesek a munka során, valamint más típusú rögzítők.
- Egy rétegelt lemezhez 2,5 centiméter vastag táblát erősítenek, amely tovább részt vesz az előkészített rész mozgásában. A vezetők funkcióját a tervezés veszi át. A táblák eldobható fogyóeszközök.
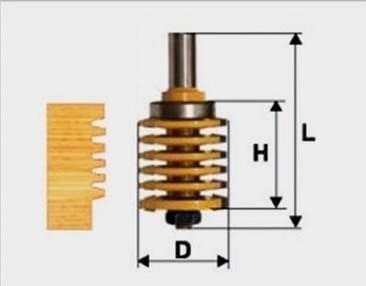
Kombinált marók
A munkadarabok hasítását tekintik a leghatékonyabbnak, ha kombinált berendezéseket alkalmaznak. Az ilyen típusú marók egyidejűleg mind a húzó-, mind a horonyelemekből állnak: a szerszám ezen kialakításának köszönhetően mindkét profilt egy menetben kapja meg a készülék . Ennek eredményeként megnő a kötendő él területe, ami pozitív hatással van a kötés szilárdságára.
Keretrendszer
A keretvágók összetett eszközök. Minden vágóelem az alapra van felszerelve, és a kézműves a kívánt sorrendben elhelyezheti őket. A kompozit marók a következő alkatrészekkel rendelkeznek:
- bázis;
- vágó elemek;
- csapágy;
- mosó;
- rögzítő anya.
A vágóelemek helyének megváltoztatásakor nem szükséges eltávolítani a szárat az egység hüvelyéből. Elég csak kicsavarni a kötélzet alján található rögzítőket, és minden elemét eltávolítják. A szerszám összecsukható kialakítása miatt a szerszám túlnyúlása ugyanaz marad, és annak újbóli beállítása nem szükséges.
Groove-and-tenon
A készlet 2 vágógépet tartalmaz, az egyiket a hornyoláshoz, a másikat a csaphoz.
A horony- és a fogvágóknak a vágóelemek tükörazonos profilja van, amely miatt a feldolgozott részek a lehető legpontosabban illeszkednek.
A berendezés egyetlen hátránya, hogy a hornyokat és a tüskéket különböző vágók készítik, amelyeket meg kell változtatni, és újra ki kell igazítani a túlnyúlásukat az egység talpához képest.
Bélés gyártásához
A bélés gyártására szolgáló marók működési elvükben hasonlóak a horony-fogas szerszámhoz, de csak annyi különbséggel, hogy az alkatrészek összekapcsolásakor V alakú horony képződik közöttük egy rúd szimulálására. A csatlakozáshoz 2 darabos készletre is szükség van.
Lásd még: Faházak lejtőinek gyártására és felszerelésére szolgáló technológiák
Egyetemes
A szerszám áthaladása után 2, egymással teljesen kompatibilis, horonnyal és horonnyal rendelkező síkot kapunk. Mindkettő szöget zár be egymással.
Az alkatrészek illesztéséhez mikrotüskés vágót is használnak.
A szerszám használható mind a munkadarabok hosszanti illesztéséhez (panelek gyártásához), mind az alkatrészek végső illesztéséhez.
A fa szögletes illesztéséhez a kombinált sorozatból származó szerszámot is használnak, amely lehetővé teszi az ízületek 45 fokos szögben történő előkészítését.
Meg kell jegyezni, hogy a toldandó munkadarabok feldolgozásához ugyanazt a kombinált marót használják. A szerszám eredeti kialakítása lehetővé teszi az alkatrészek összekapcsolásának maximális minőségének elérését, és jelentősen időt takarít meg, mivel nem kell cserélnie a szerszámot
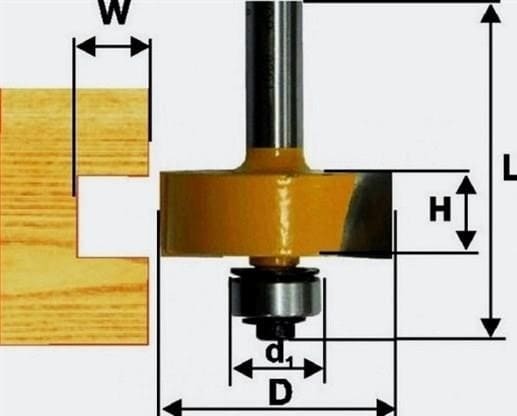
Negyedvágók (FILLER)
Az ilyen vágók a hengeres résvágóktól abban különböznek, hogy vannak olyan tolócsapok vagy csapágyak, amelyek a vágót a szélén vezetik, biztosítva ezzel a kiválasztott negyed azonos szélességét. Ha keskenyebb vagy szélesebb negyedet kell választani, cserélje ki a tolócsapágyat egy másik megfelelő átmérőjűre, vagy használjon másik vágót.
Olvassa el még: Forgókalapácsok a leroy merlin árkatalógusban
Ha a maró és a tolócsapágya azonos átmérőjűek, akkor egy ilyen maró már illeszkedő marónak tekinthető (néha "túlfutásnak" hívják), amelyet a munkadarab élcsíkjaival, furnérozással stb.
Ha a marónak a szerszámmal együtt forgó tolócsapja van, ennek a naplónak a nyomai megmaradnak a megmunkált alapfelületen, amelyet el kell tűrni. A tolócsapágyak nem hagynak ilyen nyomokat.
Ezen felül összecsukható marókat és vágószerszámokat gyártanak különféle célokra (például összetett profilú alkatrészek megszerzéséhez, majd összekapcsolásához).
Figuravágók
Az eszközt panelek gyártásához használják, nevezetesen az alkatrészek széleinek dekoratív feldolgozásához. Minden fúróberendezésnek alulról rögzített tolócsapágya van. A csapágyas maró nemcsak téglalap alakú, hanem alakos munkadarabokat is képes feldolgozni. Tudnia kell, hogy a panelek szerszámainak átmérője 50-70 m, ezért a hatékony használat érdekében rendelkeznie kell legalább 1500 W teljesítményű készülékkel. Egy háztartási útválasztó számára a panel feldolgozása ilyen típusú eszközökkel elsöprő feladat lesz.
A kézi malommal ellátott ajtók (vagyis a konyhai homlokzatok) gyártásához speciális elemet kell vásárolnia, amely három elemből áll.
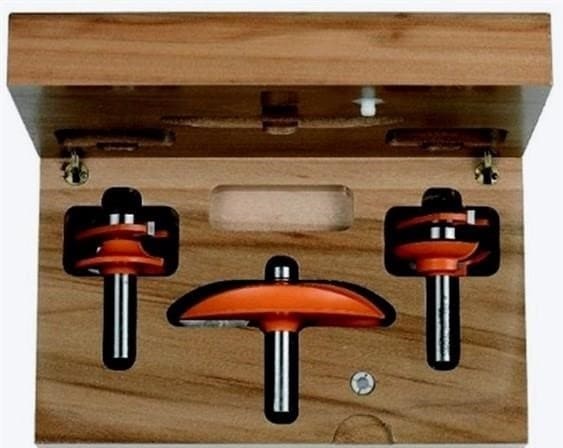
A készlet a következő elülső vágókat tartalmazza: egy panelvágó és két tartozék a bútorpántoláshoz (profil-ellenprofil).
Vízszintes
A panelek előkezelésére használják. Ahhoz, hogy alakot képezzen a keret hornyába való behelyezéshez, további elemeket kell feldolgoznia.
Függőleges
Leggyakrabban függőleges figuravágókkal szoknyaszegélyeket készítenek.
Vízszintes kétoldalas
Ez a fajta szerszám nagymértékben leegyszerűsíti a gyártási folyamatot, mivel egy összekötő tüske és egy bizonyos konfiguráció kitöltésének része egy szerszámlépésen megjelenik a szélén.
A fenti felszereléstípusok mellett sok kézműves házi vágógépet is használ. Általában szokásos lakatosfúrók, speciális módon visszaszerelve. Hogyan lehet ezt otthon csinálni, megtudhatja a videóból.
Tüskék készítése rácsokon és deszkákon
A feldolgozás a következő műveletsor használatával történik:
- A megmunkálandó alkatrész az alsó oldalról kerül a síkra.
- A tüske kialakításának széle a kivezetéseket a vezetők tetején helyezi el. A szerkezet befelé mozog, amíg el nem éri a végét.
- A mozgatható típusú elemet rögzíteni kell, egy bizonyos helyzet megtartása mellett.
- Az ék eszközzel összekötjük a vezetőket és a tetején lévő síkot egymással.
- Kézi útválasztó csatlakoztatása a felső vezetőkhöz.
- Az otthoni maróasztal marószerszámával a fát az egyik oldalról eltávolítják.
- Amikor a munkadarab első oldala megmunkálásra kerül, elindul a második.
A művelet csak magas termelékenységi és pontossági paraméterekkel lesz sikeres. A hangolás az eszközök bekapcsolása előtt szükséges műveletekre vonatkozik. A probléma megoldásához a műveleteket a következő sorrendben hajtják végre:
- A marószerszámot addig engedik le, amíg el nem éri az alap felületét.
- Az alkatrész vastagságának mérése.
- Az eredményt elosztjuk a vastagsággal 4-gyel. Az eredmény az a távolságparaméter, amelyet betartunk, amikor a marót az alap fölé emeljük.
A fa vágóeszközének kiválasztásának kritériumai
A kézi egység favágóinak kiválasztásakor ügyelnie kell a berendezés alábbi paramétereire.
A szár átmérője és mérete
Felhívjuk figyelmét, hogy néhány külföldi marógép-gyártó hüvelykben megadhatja a szár átmérőjét. A legtöbb esetben, ha a tokra bilincs van felszerelve, akkor a berendezés felszerelésével természetesen nem lesz probléma, feltéve, hogy a gallér átmérője megegyezik a szár átmérőjével.
Fontos tudni, hogy a kézi egység fogantyúja nem egy fúrógép pofatokmánya, amelybe különböző átmérőjű szerszámokat rögzíthet . A retesz belső átmérőjének szigorúan meg kell felelnie a szerszám szárának átmérőjének. Nehézségek merülhetnek fel, ha 1 / 2ʺ (12,7 mm) szárú szerszámot vásárol, és megpróbálja behelyezni egy 12 mm-es tokba. Ugyanakkor a 6 mm-es szár könnyen befogja 1,4ʺ (6,35 mm) a tokba.
Mielőtt megvásárolna egy marót, főleg egy drága, olvassa el az egységre vonatkozó utasításokat, és derítse ki, melyik befogó van rögzítve rajta.
A szerszám szárának hossza is fontos. Nem mindegyikének hosszúkás szárai vannak, és néha a méretük sem elegendő az eszköz használatához, például mély barázdák kitágításakor. Hosszú szerszámszárakra is szükség lehet, amikor az egységet az asztal alá rögzíti. Ebben az esetben szokás egy maróhosszabbítót használni, amelyet az egység hüvelyébe rögzítenek.

Penge anyaga
Ez egy fontos kritérium a szerszám kiválasztásakor. A termék készülhet nagysebességű acélból (HSS) vagy keményfémből (HM). A HSS pengék könnyedén kezelik a puha, kis sűrűségű fákat. Ezek a vágók azonban nem alkalmasak keményfa vágására. Ha igen, akkor helyettesíthetők keményfém-hegyes szerszámokkal.
Vágóelemek elrendezése
A szerszám pengéi függőlegesen, azaz párhuzamosan a szár tengelyével, vagy egy bizonyos szögben helyezkedhetnek el. A függőlegesen elhelyezett pengék gyaluként működnek, és többet vágnak fát, mint amennyit vágnak. Ezért, ha a pengék kissé unalmasak, nyomokat hagynak a velük kezelt felületen, amelyeket csiszolni kell.
A szerszám tengelyéhez hajló pengék sokkal tisztábban működnek, és nemaprózódnak.
Használt eszközök
Az anyag mintavételét ebben az esetben a gerendák és a deszkák felületén végezzük oldalról. A lényeg, hogy a javasolt kapcsolat geometriai szempontból méretezett legyen.
A folyamat útválasztóval történő befejezéséhez megengedett a 8 vagy 12 milliméter átmérőjű szárakkal ellátott eszközök használata. Az úgynevezett horonyvágó mindenféle munka sokoldalú lehetőségévé válik. A készülék egy vágórésszel van felszerelve, amelyben a működés alapelvét a következőképpen írják le:
- Az oldalsó felület részt vesz a tövis oldalsó oldalainak, a barázdák falrészének kialakulásában.
- A végoldalt fenékfeldolgozásra használják. Ezt követően a szükséges anyagréteget eltávolítják a tüske alapjáról.
Az eredmény a tüskék és barázdák egyidejű kialakulása az oldalak felületén. A méreteknél az egyedi beállítás megengedett, és a tulajdonosnak bőséges lehetőségei vannak ebben az értelemben.
Néha a hornyok és a fogak esetében nem a téglalap alakját választják, hanem az úgynevezett "fecskefarok" típusát. Ez az opció akkor releváns, ha a kapcsolat megbízhatóságára szigorúbb követelmények vonatkoznak. Ennek megfelelően a használt marót ebben az esetben "fecskefarknak" is nevezik. Az ilyen munkát szükség esetén kéziszerszámokkal gond nélkül el lehet végezni.
Lásd még: Építési trendek – 2020: álkő és film üveg helyett
Kővágók
A műkő útválasztóval történő feldolgozásához (kézi) hagyományos fa vágógépeket használhat, de csak keményfém pengékkel . Van itt egy árnyalat: a műkő a legkisebb koptató részecskéket tartalmazó kompozit anyag. Ezért függetlenül attól, hogy a vágó milyen keményfém anyagból készül, ez csak 10 futó méter kőmunkadarab feldolgozásához lesz elegendő. Ezenkívül a tompa pengék nem biztosítják a szükséges tisztaságot, például a ragasztott felületeken, ami befolyásolja a hézag minőségét.
Ezért a szakemberek azt tanácsolják, hogy használják olyan ismert gyártók legjobb vágógépeit, mint a Festool, Leuco, Titman, Leitz, Dimar. Az ezen vállalkozások által gyártott forgácsoló szerszámok erőforrása 5-10-szer nagyobb, mint a hagyományos keményfém szerszámoké. Már 60–100 méter kompozit feldolgozása lehetséges „saját” berendezésekkel.
A fa és a kő vágószerkezete hasonló megjelenésű, sőt ugyanaz a neve is. Néhányukat nagyon gyakran használják kőműveletek végrehajtására. De vannak olyan vágók, amelyeket kifejezetten összetett termékek feldolgozására terveztek.
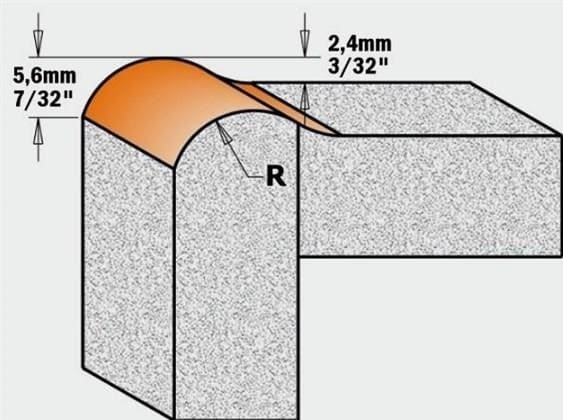
Túlfolyásgátló
A kővágó segítségével csepegtető széleket hozhat létre a konyhai (WC) mosogatókon és a kompozit munkalapokon. Jellemzően a teljes karimaképzés 2 szerszámmenetben történik.
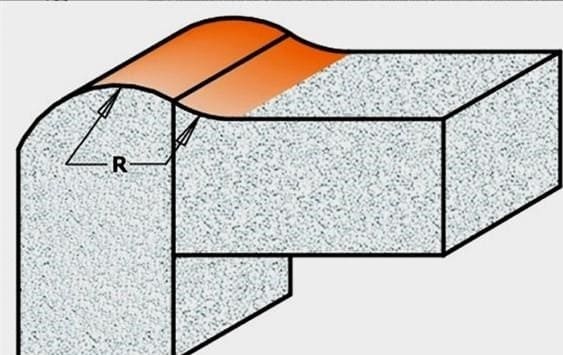
Van egy módosítása a „túlcsordulásgátló” marónak is, amelynek tolócsapágya van.
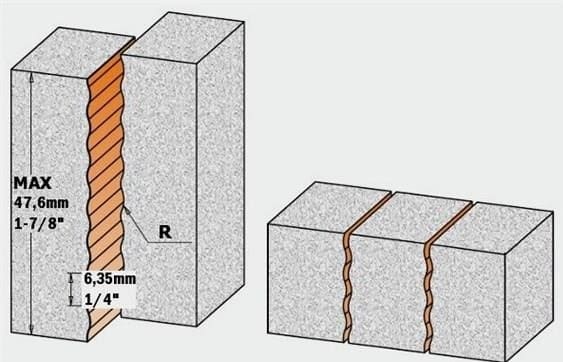
Maró "hullám"
Ez az eszköz a felületek előkészítésére szolgál a kötés előtt. A szerszám vágó része hullámos profilú.
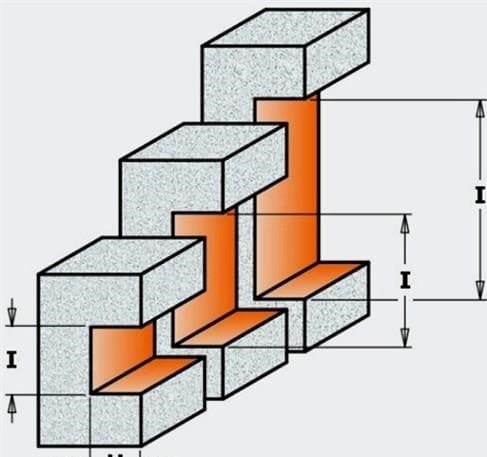
Berakott barázda
A szerszám kiválaszt egy hornyot, amelyet később kompozit anyagokkal kívánnak behelyezni.
Javító készlet kőhöz
Ezt a készletet a műkőből készült termékek felületén keletkezett károk helyrehozására használják. A készlet 2 elemet tartalmaz. Az egyikből parafa készül, a másik egy lyuk.
A CERATIZIT marók kompozitok feldolgozására is használhatók.

Ezek gyémánt vágók, amelyek megkülönböztethetők kopásállóságukkal. Több réteg gyémántforgács szinterelésével készülnek. A többrétegű bevonat lehetővé teszi a szerszám élettartamának meghosszabbítását, mivel működése során új koptató rétegek jelennek meg a kopott rétegek helyettesítésére.
Marók fémhez
Nincs különlegesen tervezett fém eszköz kézi útválasztóhoz. A kézművesek általában megfelelő szárátmérőjű szerszámgépekhez tervezett szerszámokat használnak. Leggyakrabban kézi egységeken végmarókat használnak hornyok létrehozására. De tisztában kell lennie azzal, hogy az útválasztó nagy fordulatszámú gép, amely nem nagyon alkalmas végvágókhoz. Ezért a fémet minimális rétegekben, néhány tized mm vastagságban és több menetben kell eltávolítani. A következő fotó egy spirálvágót mutat be a fém számára.

A marókra különféle konfigurációjú sorjait is felszerelheti, amelyek könnyedén megbirkóznak acéllal, öntöttvasal, rozsdamentes acélgal, sárgarézzel és még titánnal is. De mivel leggyakrabban kis szárátmérőjük van (6 mm), adapterre van szükség a 8 mm-es tokba történő beépítéshez.
A fém forgó sorja a következő típusú.
- Korong. Mindenféle vágás és horony elkészíthető.

- Kúpos (60 °). Lyukak süllyesztésére szolgál.

- Kúpos, fordított kúppal. A szerszámot barázdák csiszolására, a munkadarab éles sarkainak megmunkálására, a hegesztési varratok eltávolítására használják a termék sarkaiban, nehezen elérhető lyukak feldolgozására használják.

- Kúpos, lekerekített. Társaik feldolgozására, hegesztett varratok, síkok megmunkálására használják.

- Kúpos hegyes. A szerszám képes kezelni az éles sarkokat, az illeszkedő alkatrészeket, valamint a nehezen elérhető helyeken történő marást.

- Ovális. A lyukak feldolgozására és kiterjesztésére, valamint az alkatrészek sarkában lévő varratok igazítására szolgálnak.

- Lángszerű. Az univerzális formája miatt az eszközt filék készítésére, valamint azok feldolgozására használják.

- Gömbölyű. A kötélzet használható lyukak megmunkálására, kerek filék és gépi barázdák létrehozására.

- Gömb-kúpos hegyes. A mézet éles szögben összekapcsolt síkokkal lehet feldolgozni.

- Gömb-kúpos, lekerekített. A belső sugarú filéket feldolgozzák.

- Gömb alakú. Lehetőség van élek, profilok, hegesztések, sugárhornyok feldolgozására. Eltávolítja a letöréseket és a sorjait is, és előkészíti a felületet hegesztéshez.

- Henger alakú, sima végű. Kontúrozásra, hegesztési varratok, élek, letörések és sorjázáshoz használják.

- Hengeres fogakkal. A fogakkal ellátott szerszámokat ugyanazokra a célokra használják, mint a sima végű szerszámokat. Csak ez a típusú eszköz működhet egyszerre két síkban, derékszögben.

Tartozékok kézi útválasztóhoz
A fő feladat, amelyet különféle eszközök végeznek ennél az egységnél, a készülék funkcionalitásának bővítése. A tartozékok egy részét a készülék tartalmazza, de az útválasztó többi mellékletét külön kell megvásárolni, vagy saját kezűleg kell elkészíteni.
Párhuzamos megálló
Ez a melléklet minden útválasztón alapfelszereltség.

A stop lehetővé teszi a munkadarabok egyenes vágását. A munkadarab vagy a vezetősín éle referencia vezetőként szolgál.
Vezetősín
A gumiabroncs vezetőként működik, amely mentén a gép megáll. Ennek az eszköznek a segítségével a munkadarabokat egyenes vonalban marják.

Iránytű
Ez az eszköz a készülék aljához van rögzítve, és radiális marást és körök vágását teszi lehetővé.
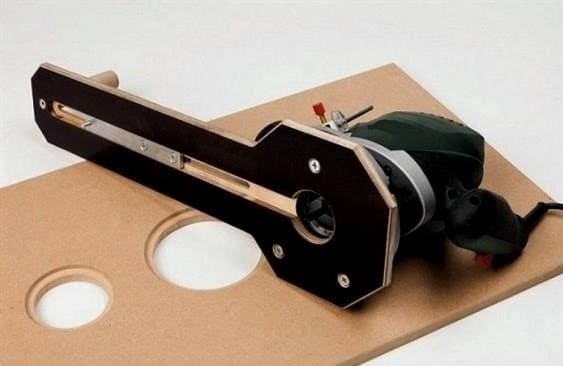
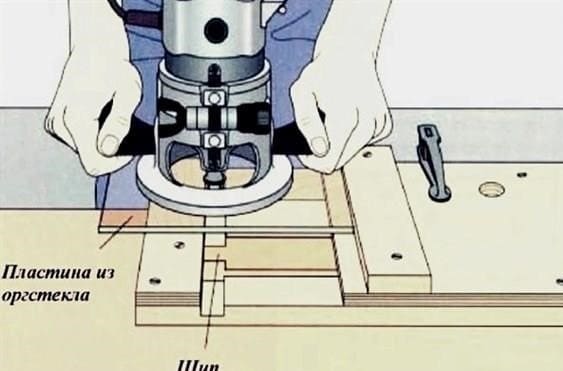
A hornyok mintavétele
Bizonyos szélességű hornyok vágásához használja a következő ábrán látható útválasztó csatlakozót.

A horonyszélességet egy platform szabályozza. Ebben az esetben egy egyenes barázdavágót használunk felső csapágyazással.
Másológép
Bármely összetett dísz vagy minta munkadarabra történő átviteléhez speciális eszközöket használnak – fénymásolók (áramszedők).

A fénymásoló a következőképpen működik:
- a munkadarabot az áramszedőbe telepített egység alá helyezik;
- egy díszt vagy mintát helyeznek a másológéptől a szükséges távolságra, amelyet át kell másolni;
- az áramszedő mutatóját a kiindulási helyzetbe állítják, amely után az egység motorját bekapcsolják;
- a mutató minden mozdulata a minta mentén pontosan átkerül az útválasztóra, és kivágja a szükséges minta másolatát a munkadarabra.
Gyűrűk és sablon másolása
A másoló hüvelyre elsősorban azért van szükség, hogy megvédje a sablont a szerszámpengék ütésétől. Ezenkívül a másológyűrű a sablon széle mentén haladva minden alakját átviszi a marógépbe, amely az eszköz alatti részt feldolgozza.

Ha a sablonban lévő lyuk nagyobb, mint a készülék talpa, akkor megfelelő méretű platformra lehet felszerelni.

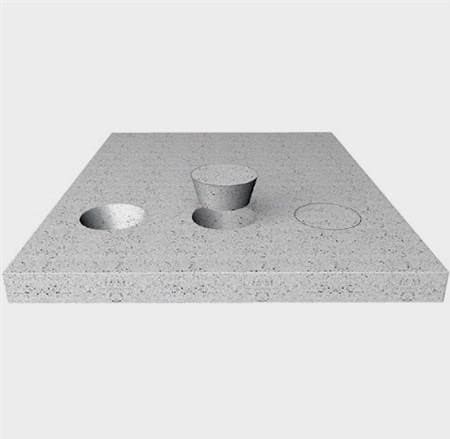
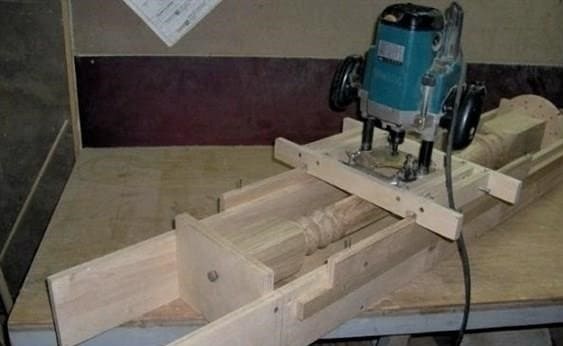
A forradalmi testek kezelése
Ez az egyszerű eszköz lehetővé teszi, hogy keresztirányú és hosszanti hornyokat vágjon hengeres blankokba (esztergált asztallábak, oszlopok, tartóoszlopok).
Bekötő eszköz
A dobozos csatlakozószálak, egyenes vagy fecskefarok készítéséhez húzóeszközt használnak.
Ennek a rögzítésnek a felhasználásával lehetővé válik a közöttük azonos távolságú csapok előállítása, így az alkatrészek összekapcsolása ideális módon történik.
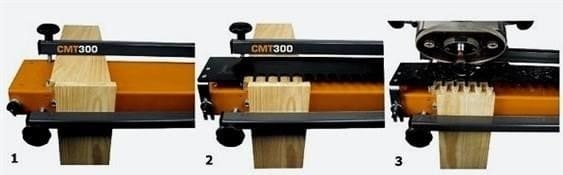
Tüskéshoronyos eszköz
Az ácsmunkában a nyelv-horony kapcsolat a leggyakoribb.

Ennek a kapcsolatnak a létrehozásához vannak speciális eszközök, úgynevezett pantorouterek.

A tervezés látszólagos összetettsége ellenére ez a gép könnyen elkészíthető kézzel az interneten elegendő rajzok alapján.
Router táblázat
A kézi egység asztalra helyezésével álló mini gépet kap. Segítségével kényelmes olyan kis és hosszú alkatrészek kezelése, amelyek bilincsekkel nem rögzíthetők. Eladó kész maróasztalok, amelyeket kifejezetten a kézi marógépek rögzítésére terveztek. Az alábbiakban egy Corvette által készített táblázat látható.

De a gyakorlat azt mutatja, hogy a legtöbb kézműves inkább saját kezűleg készít maróasztalokat, mivel kialakítása nem összetett. Az útválasztó asztal vastag rétegelt lemezből vagy laminált forgácslapból készülhet, amelynek vastagsága 16 mm.

Panelrögzítés
Ha például egy egyenlő szárú háromszöget vágunk rétegelt lemezből, és az útválasztó aljára rögzítjük, amint az a következő ábrán látható, akkor egy egyszerű eszközt kapunk az ajtópanelek feldolgozásához.
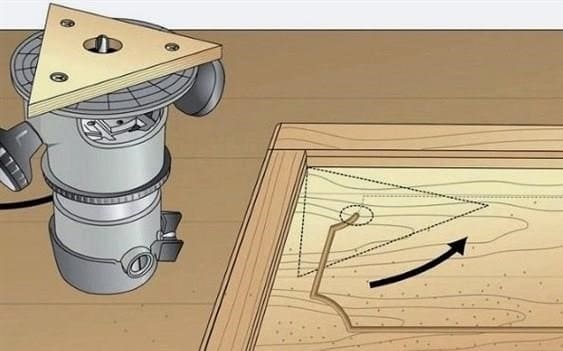
Ez az átfedés lehetővé teszi a kész ajtók további díszítését anélkül, hogy szétszerelnék őket, sablonok használata nélkül.
A horony marása és optimális mélysége
Az anyagmarás elkerülése érdekében a marógép működése során és a tiszta vágás biztosítása érdekében az alkatrész feldolgozása során figyelemmel kell kísérni a szerszám vágóéleinek élességét. Azt, hogy a favágó megfelelően működik-e, meg lehet ítélni a termék fafelületének átégése alapján. A munkafolyamatot kísérő súrlódás eredményeként a maró magas hőmérsékletre melegszik fel, ami jelentősen negatívan befolyásolja az acél vágóélek keménységét, és tompa fogakhoz vezet.
Ennek elkerülése érdekében egy mély hornyot több menetben kell bevágni, minden vágás után újra be kell állítani a maró mélységét az anyagba, és ajánlott egy menetben 3 mm-es réteget eltávolítani. Nagy teljesítményű kézi marógépnél a réteg 4-6 mm-nél választható. Biztosítani kell azonban, hogy az útválasztó pontosan kövesse a sablon útmutatót vagy a hasítási kerítést.
A negatív pillanatok megjelenésének megakadályozása érdekében több tényezőt kell figyelembe venni:
- a feldolgozott fa sűrűsége;
- a maró átmérője és fordulatszáma;
- maró adagolási sebessége.
Mindezek a tényezők összefüggenek egymással. A maró fordulatszámát a fafajtától, valamint a használt szerszám átmérőjétől függően választják meg. Ehhez vannak speciális számítási táblázatok, amelyek meghatározzák a marógép optimális működési módját.
Minél nagyobb a maró átmérője, annál alacsonyabbnak kell lennie a maró orsósebességének, és annál gyorsabb lesz a kapott lineáris előtolás az anyag felületén.
Az előtolási sebesség, amellyel a maró mozog, inkább a készségtől függ, de itt az a fontos, hogy megakadályozzuk a maró túlmelegedését, mivel túl lassan mozgatja az anyagot. Fontos árnyalat a munkában a maró helyes mozgásirányának megválasztása a munkadarab mentén. A fa leghatékonyabb eltávolítása akkor következik be, amikor a szerszámot a forgó maró vágó részeinek behatolása irányába vezetik. Ez a mozgás nem húzza ki a zsetonokat, és biztonságosnak tekinthető.
Hogyan lehet élezni egy routert kicsit otthon
A maró élesítését csak a szén-lerakódások és szennyeződések teljes eltávolítása után szabad elvégezni a testén és a vágóelemeken . Ezekre a célokra jobb egy speciális tisztító folyadékot használni (az alábbi ábrán látható).
Vigye fel az anyagot a szerszám vágó részeire, és várjon néhány percet, amíg feloldja a szénlerakódásokat. Ezután vegyen egy szokásos fogkefét, és alaposan tisztítsa meg a pengéket a maradék szennyeződésektől. Tisztítás után megkezdheti magát az élezési folyamatot. Ahhoz, hogy ezt a műveletet otthon végezze el, először meg kell vásárolnia egy gyémántkövek készletét, amelyek szemcseméretében eltérnek.
Durva élezéshez nagyobb szemcsés rudakat használnak. De a pengék beöltözésének folyamatát mindig a legfinomabb csiszolóanyaggal történő csiszolással kell befejezni.
A vágógép élesítéséhez kövesse az alábbi lépéseket:
- helyezzen egy tömböt az asztal szélére, és nedvesítse meg vízzel. Szükség esetén rögzítse a rögzítőelemet;
- fektesse a fúrótornyot a rúdra úgy, hogy annak vágó éle teljes hosszában hozzáérjen a rúdhoz;
- hajtsa át a vágót a smirgelen egyenletes mozdulatokkal, egyenlő nyomással, időnként vízzel megnedvesítve;
- ugyanannyi löketet hajtson végre a fúrótorony minden egyes pengéjénél, hogy az élek egyenletesen legyenek varrva.
Ha az élesítésre előkészített berendezésnek van tolócsapágya, akkor azt a folyamat megkezdése előtt el kell távolítani.
Természetesen, ha van ilyen lehetőség, akkor jobb, ha a vágógépet egy élesítéshez átadja egy szakműhelynek, ahol precíziós berendezések segítségével helyreállítják. Ez az eljárás a gyémántkövek költségeihez képest olcsó.



