Fa marógép: vízszintes, függőleges, áramszedő, duplikarver

Tartalom
Aki többé-kevésbé komolyan dolgozik a fával, előbb-utóbb arra a következtetésre jut, hogy marás nélkül lehetetlen jó minőségű terméket beszerezni. De egy tisztességes háztartási fafeldolgozó géphez nem valószínű, hogy kevesebb mint 20 ezer rubelt kell fizetni. Megtérülnek-e ezek a költségek és mikor? A kiválasztott egységet alkalmazzák-e és milyen mértékben a leggyakoribb marási műveletekhez? Rendkívül nehéz ilyen kérdéseket spekulatív módon megoldani, és korántsem mindig lehetséges. A kiút egy barkácsoló famaró készítése. Ez legalább lehetővé teszi annak megértését, hogy ez vagy az a gép pontosan mire képes és mit tehet rajta. Talán megszűnik a vásárlás iránti igény – a saját maga számára készített házi termékeket évekig kell kezelni. A cikk anyagának célja, hogy az olvasót az események ilyen fordulatához vezesse.
Melyiket tegye?
Az anyagok megmunkálásához több tucat különböző marási műveletet és legalább egy tucat típusú gépet használnak. Otthon nem minden tervét megismételhetik a kezdő és középhaladó kézművesek. A két- és háromtengelyes CNC-gépek (2D és 3D fa marók) nem tartoznak ide. Lehetőség van 2D vagy 3D maró készítésére önállóan (1. ábra az alábbi ábrán), de már elég nagy tapasztalattal rendelkezik egy egyszerű gépen való munka terén, jelentős mennyiségű megrendelés és sürgős szükség van egy élesre a munka termelékenységének növekedése. Ugyanakkor el kell sajátítania a mikrovezérlők programozását, tk. a kész mintákat jól meghatározott géphez tervezték; A léptető motorok és a precíziós hajtás alkatrészeinek költségei is jelentősek lesznek.
Házi készítésű famaró gépek fajtái
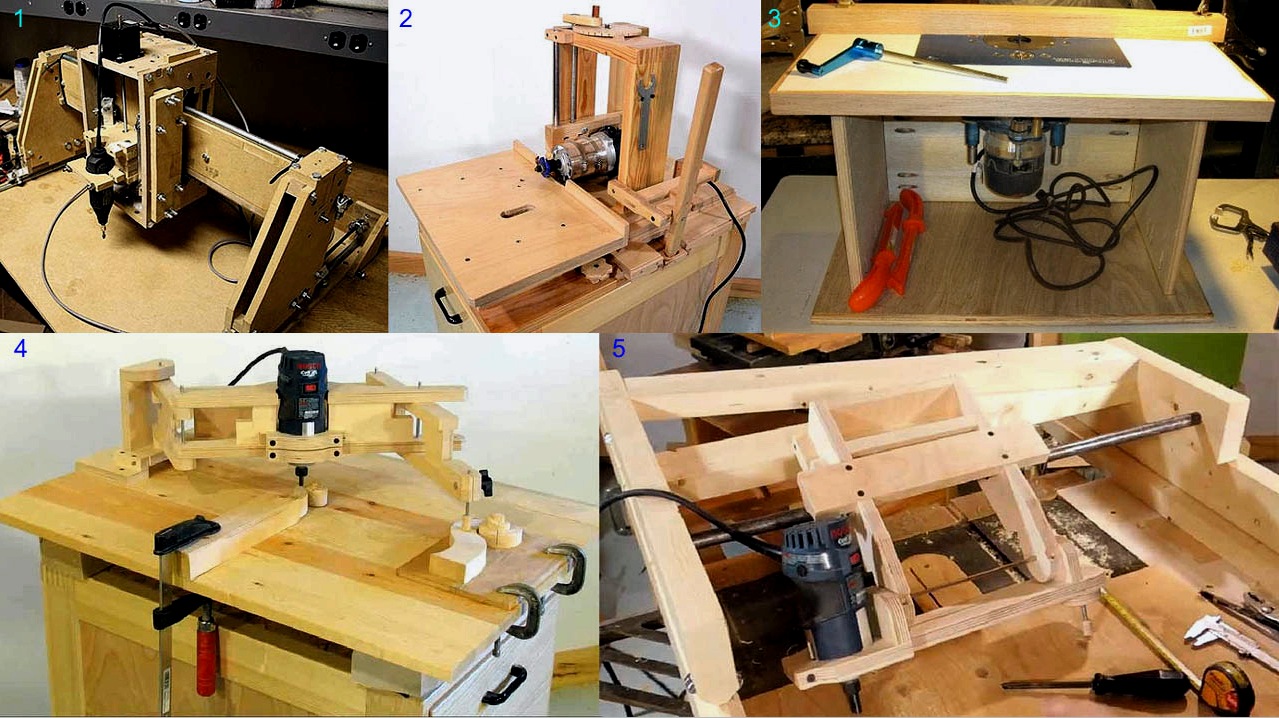
Először is otthon készíthet házi marógépet az alábbiak bármelyikéből. fajták:
- Vízszintes (az ábra 2. pontja).
- Függőleges (3. poz.).
- Fénymásoló áramszedővel (2D duplikarver, 4. poz.).
- Térfogati másológép (3D duplikarver, 5. poz.).
Eszköz…
Az egyik vagy másik típusú gép választását természetesen a mester által leginkább használt munkaműveletek határozzák meg. Nómenklatúrájuk konkretizálásához először el kell döntenie, mely munkaszervekre (vágókra) lesz a legnagyobb szüksége. Legtöbbjük vízszintes és függőleges szerszámgépekben egyaránt alkalmazható.

A fa vágógépeinek típusai
A héjvágók (az ábra 1. pontja) előkészítik a folyamatot. a deszkák egyenes szélei: a hornyokat és a gerinceket (beleértve a formázottakat is) teljes hosszában kivágják, öntik (formázott letörés). A héjvágók gépének orsószerelése (lásd alább) szerkezetileg a legegyszerűbb; részleteit a 3. kategória forgatója fordíthatja. A szükséges hajtóteljesítmény legfeljebb 60 mm munkamélységig 1,5 kW-tól. Az anyag minősége szinte bármilyen, kezdve a nyersen közvetlenül a fűrészmalom alól a fűrészteleptől. A héjvágók számára a legmegfelelőbb egy függőleges faforgács, lásd pl. alábbi videó 4 részben:
Videó: házi fúrógép héjvágókkal
Sokkal többféle hengeres szárú maró (leszállás, leszállás) létezik, mert funkcionalitásuk szélesebb. De egy ilyen vágógéphez Morse kúppal ellátott orsófúvókát kell csiszolni egy tokmányhoz; fúrógépből kész orsóegységek is használhatók.
Arcmarók, pl. Forstner vágógépe (a fenti ábra 2. pontja) speciális eszköz; kerek lyukú lyukakat választanak vékony deszkákban, dekoratív bevonattal, amelyek nem romolhatók el. Lógattál már ajtókat a bútorokra? A pántjaik furatait pontosan Forstner vágóval választották meg. Az anyag minősége nem rosszabb, mint a kamraszárítás 1. fokozatú egyenes szemű fa. A szükséges hajtási teljesítmény 150 W-tól kezdődik. Végmarókkal csak függőleges gépen dolgoznak, vagy bizonyos készséggel manuálisan.
Megjegyzés: meglehetősen reális D32-es lyukakat választani a 16 mm vastag bútor laminált forgácslap ajtópántjaihoz egy Forstner vágóval 170 W-os csavarhúzóban, én magam csináltam.
Végső (ujj) vágó, poz. 3, vízszintes és függőleges orsókba is menetes lehet. A végmarók vakhornyokat választanak (nem a tábla teljes hosszában), és kivágják a tüskéket az asztalos tüske-horony csatlakozásokhoz. Kényelmesebb egy vízszintes gépen végmaróval dolgozni. A függőlegesen választható hosszú, téglalap alakú profilú barázdák (barázdák) a deszkák és gerendák felületén. A kúpos végmarók (4. kulcs) szintén speciális eszközök az alkatrészek előkészítéséhez a fecskefarkú csatlakozásokhoz. Kúpos végmarókkal csak függőleges gépen dolgoznak. Azok és mások számára a szükséges hajtóteljesítmény akár 80-100 mm munkamélységig 1 kW-tól. Az anyag minősége a 2. osztályú légszárítású ipari fából származik (a faudvarról).
Vég alakú (göndör) vágók, poz. 5, szintén speciális, de nagyon igényelt eszköz. Ezeket szokták formázni (beleértve az ívelt széleket is), és tetszőleges alakú alakú hornyokat (dekoratív barázdákat) választani a deszka felületeken. Hajtási teljesítmény 1,2-1,5 kW; az anyagminőségi követelmények megegyeznek a homlokmarókkal. A szegélyezéshez az útválasztó bit mind vízszintes, mind függőleges orsókba menetes; hogy csak függőleges irányban dolgozzon az arcokon.
A hengerek (forgóvágók, 6. poz.) A kontúrozott hornyokat is kiválaszthatják, és formázást indukálhatnak mind vízszintes, mind függőleges gépeken, de valójában speciális eszközei a másolómaróknak. Az anyag minőségével szemben támasztott követelmények magasak, mint a végmarók esetében, de a fénymásoló meghajtó teljesítménye 250-300 watt lehet.
Végül egy függőleges maró- vagy fúrógépben lévő körvágóval (7. poz.) Nagy átmérőjű kerek lyukakat vágnak szinte minden nem túl vastag anyagba (beleértve a fémlemezt is). D200-as furatonként szükséges meghajtási teljesítmény 60 mm-es tölgy deszkában kb. 2-2,5 kW.
… és annak bemutatása
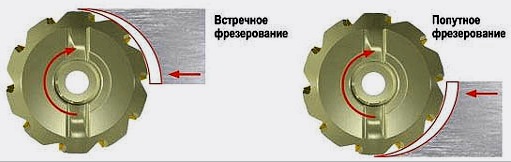
A marás kétféle módon történhet: ellenmarás és marás, lásd az 1. ábrát. lent. Ami a fát illeti, a közönséges egyenes szemű fát (főleg – nem túl jó minőségű levegőn szárítva) csak útközben marják, különben a maró nagyon meg tudja hasítani és / vagy elkophatja a munkadarabot. De ilyen esetben, túlzott adagolási sebesség mellett, nagy a valószínűsége annak, hogy a munkadarabot a vágó eltávolítja, és megsérül a feldolgozási profil. A por, a fűrészpor és a forgács eltávolítása a munkaterületről (és ez komoly probléma) egy függőleges marógépen egyidejű marás közben nehéz, mert A porgyűjtőt (lásd alább) a vágógép előtt a látómezőbe kell helyezni, és eltakarja a munkaterületet.
Ellen- és átmarási módszerek
Megjegyzés: vízszintes marógépen nincs gond a feldolgozási hulladék eltávolításával a marás közben, mert a por (fűrészpor) ezután lefelé repül, és a porgyűjtő aljzata közvetlenül a géplemezre helyezhető (lásd az ábra 2. és 2. pontját).
Az ellenmarás biztosítja a legjobb pontosságot és tisztaságot, de csak kellően jó minőségű és homogén anyagokon. Fából – szilárd, finomszemcsés kamraszárítású fán. A vertikális marógépen így megkönnyíti a feldolgozási hulladék eltávolítását, vízszintesen azonban nehéz – a por és a fűrészpor felrepül. A munkadarab eltávolítása szinte hihetetlen, de fennáll annak a veszélye, hogy a maró megharapja. A viselkedési profil gyakran finomítható; az elfogyasztott és megtört tuskó feltétel nélküli házasság.
Motor
A fentiek alapján optimális, ha 1,5-2 kW-os meghajtású barkácsológépet készítenek. Ennek oka az, hogy ehhez a teljesítményig motorokat gyártanak. aszinkron kondenzátor indítással 220 V 50 Hz feszültségre. Dugaszolhatók egy közönséges háztartási konnektorba, és a forgásirány váltása gyermeki feladat egy amatőr villanyszerelő számára; forgási sebesség – 700-2850 ford / perc, amely alkalmas marásra. Lehetőség van ugyanolyan típusú elektromos motor használatára mosógépből is; ebben az esetben lehetővé válik a forgási sebesség megváltoztatása (a mosógépek aszinkron motorjaiban erre különféle tekercsek vannak). A 2 kW-os motor akár 80-100 mm-es feldolgozási mélységet biztosít; ha nagyra van szükség, akkor egy 3 fázisú 380 V 50 Hz-es háromfázisú motort kell telepítenie a gépbe, lásd pl. henger:
Videó: házi függőleges marógép fához
Megjegyzés: 1,5-2 kW 220 V 50/60 Hz-es kollektormotorok (például egy másik mosógépből vagy porszívóból) nem igazán alkalmasak marógép vezetésére – túlságosan puha külső jellemzőik miatt a marógép nem tökéletes kézi a munkadarab betáplálása beszorulhat a fába, elszakadhat és megrázhatja (ha nedves).
Melyik a legjobb fa útválasztó
Most már elég sokat tudunk ahhoz, hogy megválasszuk a gép orsójának forgástengelyének vízszintes vagy függőleges helyzetét. A fa vízszintes és függőleges marógépeinek összehasonlító teljesítményjellemzőit a táblázat foglalja össze:
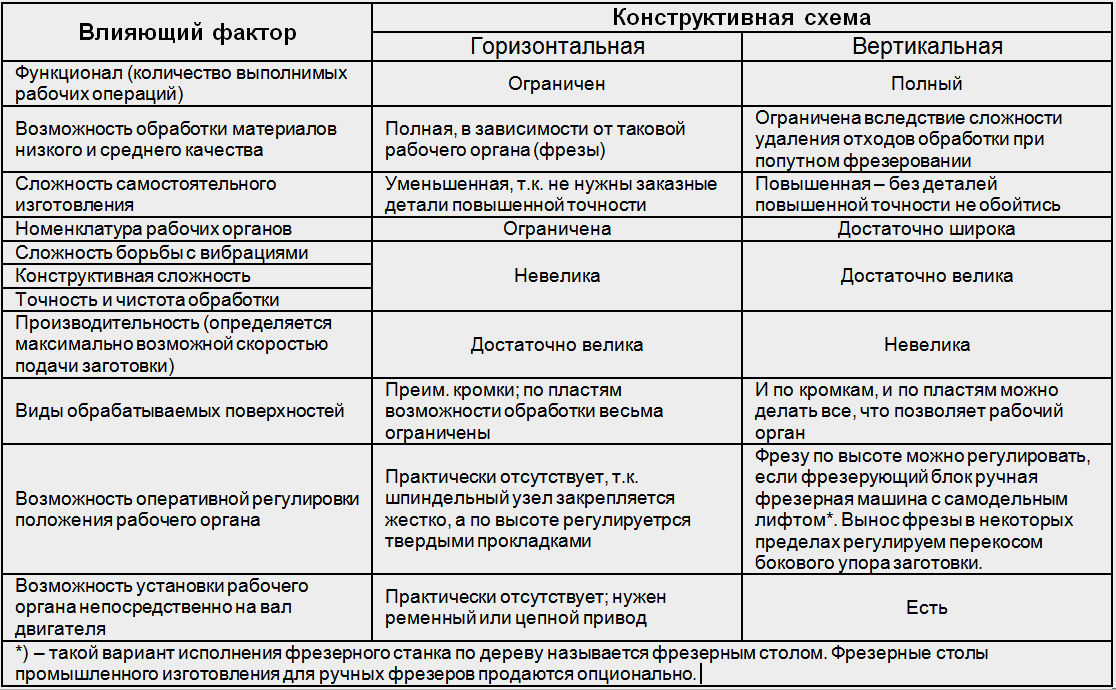
Vízszintes vagy függőleges?
Az adattáblázatból. ebből következik, hogy van értelme vízszintes favágót csinálni egyedül, ha szembe kell néznie a fűrészáru tömeges, egyszerű feldolgozásának igényével alacsony minőségű alapanyagokból. Nem feltétlenül eladó; talán a ház fa burkolatával vagy burkolólapjainak burkolásához. A megtakarítás akkora lesz, hogy márkás maró megvásárlása megfelelő, de egy normális fejlesztőnek nincs extra pénze. Vagy mondjuk még mindig eladó, ha önálló vállalkozó fűrészmalommal és körfűrésszel. Hasonlítsa össze a szélezetlen és a hornyolt táblák piaci árait, számolja ki a jövedelmezőséget – megéri-e a játék a gyertyát?
A fa vízszintes marójának legösszetettebb moduljának – az orsószerkezet – részleteit bármely szakképzett esztergagép készíti el, hasonlóan a körfűrész-szerelvényhez; szerkezetileg megegyeznek (lásd az ábrán látható rajzokat; a siklócsapágyakat piros színnel emelik ki).
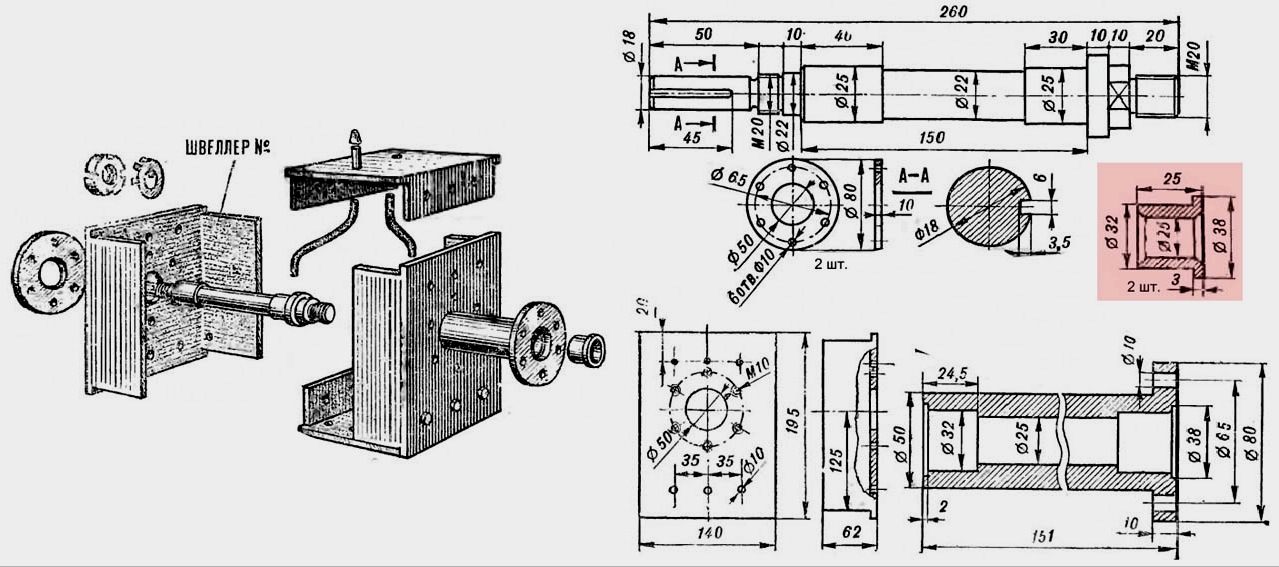
Vízszintes fa maróhoz alkalmas körfűrész orsószerkezet rajzai
A kikötőbak, a porgyűjtő és az alaplap megegyezik a függőleges gépével (lásd alább). A kályha még egyszerűbb – nincs szükség kivágásra a rezgéscsillapító motor felfüggesztéséhez. A vízszintes útválasztó természetes rezgései nagyságrenddel kisebbek, mint a függőleges útválasztók. A motorból az orsóra való átvitel szintén csökkenti őket, és ehhez használható tárcsák vagy lánckerékek megtalálhatók a saját szemetesükben vagy a vas bazárban. Egy meglévő körfűrész is átalakítható a fa meglehetősen tisztességes vízszintes marógépévé, lásd pl. videó:
Videó: marógép kör- / gyalugépből
Függőleges készítés
A függőleges fa marógép nagyszerű funkcionalitással rendelkezik, és jobb minőségű anyagfeldolgozást nyújt, mint a vízszintes. A függőleges marókat elsősorban amatőr házi dolgozók építik. A vertikális marógép rezgésének kezelése azonban sokkal élesebb. Ha vízszintes útválasztóban van, akkor az orsóegység talpán keresztüli rezgések túlnyomórészt vannak. lefelé és hatékonyan csillapodnak, visszaverődnek az anyag vastagságában, majd egy függőleges gépben a géplemez rugalmas hullámai főleg az oldalakra terjednek. Ebben az esetben következtetésük és az állóhullámok megjelenése olyan nagyságú antinódákkal (gócokkal) lehetséges, hogy a munkadarabot eldobják a vágóról. Ezért a házi függőleges malom tervezésének egyik fő feladata a gépi rezgés elnyomása.
Strukturális rendszer
A szabad (csak alulról rögzített) maró alsó meghajtású függőleges marógépek a legkevésbé érzékenyek a vibrációra. A munkatest közvetlenül a motor tengelyére van felszerelve. A teljes meghajtót a lehető legrázkódásmentesebbre tervezték. A vágógép munkadarab szabálytalanságainak ütközése hatására a hajtás megtántorodik, imbolyog. Ebben az esetben a rugalmas hullámokban észrevehető keresztirányú (függőleges) komponens jelenik meg, amelyet az ágy hatékonyan elnyel, és egy nehéz motor, amelynek masszív, gyorsan forgó rotora van, a mechanikus rezgések tehetetlenségi elnyelőjének szerepét tölti be.
Az ipari és házi készítésű házi függőleges marógépek készülékét a fa mutatja:

Ipari és házi készítésű függőleges marógépek fához fenékhajtással
Legfőbb különbségük a hajtogatási (emelési) ütköző 7. Mivel amatőr kivitelben az 5 kW vagy annál nagyobb meghajtásokat nem használják nagy teljesítményű marókkal, a lengésütközőt egy emelő ütköző váltja fel, amely megakadályozza a munkadarab felfelé tolását. a vágóból. Amatőr gépnél is, a motor tengelyén Morse-kúppal ellátott, egyedi gyártású fúvóka-adapter megegyezik egy házi készítésű fúrógéppel. A hengeres szárhoz való szabványos tokmány a kúpra van felszerelve. Ebben a változatban héjvágók is használhatók: henger alakú szárral ellátott adapterek kaphatók hozzájuk, vagy a vágókészletben találhatók. Az ilyen gép legkritikusabb szerkezeti egységei a következők:
- Alaplemez – a gép hosszanti (vízszintes) rugalmassági hullámainak fő csillapítója;
- Rezgéscsillapító hajtólap;
- Fésű megáll (stop) – csillapítja a munkadarab függőleges rezgéseit;
- Statikus oldalsó ütköző – biztosítja a munkadarab helyes adagolását, és házi készítésű gépnél a maró kimenetének (vízszintes megmunkálási mélység) is van némi beállítása;
- Porgyűjtő – eltávolítja a feldolgozó hulladékot porgyűjtővé.
Ez utóbbi maráshoz feltétlenül szükséges, mert a maró többször több faport, fűrészport és forgácsot ad, mint amennyit a fűrészelés során képeznek. Az alaplemezt leggyakrabban a hajtás rezgéscsillapító felfüggesztésével együtt hajtják végre. A szegélykő (ágy) bármilyen lehet, mindaddig, amíg a lemez a többi alkatrésszel nem dől össze.
Hajtólemez és felfüggesztés
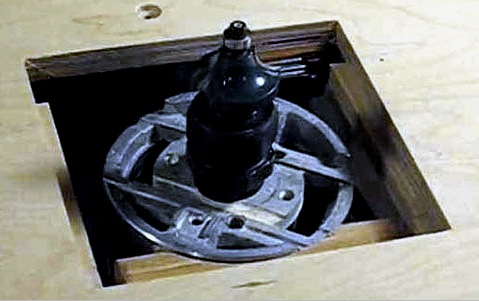
Házi készítésű marógép meghajtásának felszerelése az alaplemezbe
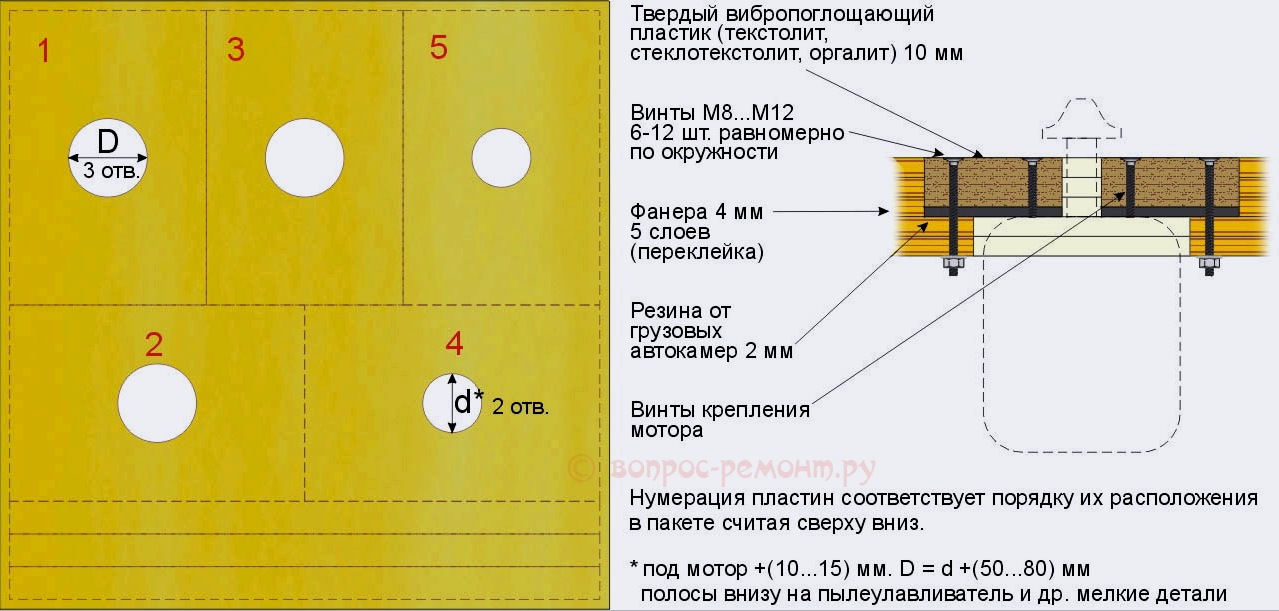
A hajtásnak a géplemezről való felfüggesztésére szolgáló ablak (nyílás) leggyakrabban négyzetes formában van kivágva (lásd a jobb oldali ábrát), így otthon könnyebb. De a működő gép sokkal kevésbé remeg, ha a hajtás ablaka kerek. Mindenesetre a motornak nem szabad közvetlenül érintenie a lemezt (lásd ismét a jobb oldali ábrát), különben a rezgések csillapítása helyett felerősödnek.
A lemez és a meghajtólemez legjobb anyaga szálas rétegelt műanyag: textolit, üvegszál 12-15 mm vastagsággal; minél vastagabb, annál jobb. A farostlemez és más masszív műanyagok kevésbé alkalmasak: jól csillapítják a rezgéseket, de idővel a motor által történő fűtéstől megvetemednek, és a gép elveszíti a pontosságát. A Getinaks stb. Hőre keményedő laminátumok alkalmatlanok: nagyon hamar leválasztják a rezgéseket.
A teljes lemez szilárdvá tétele ugyanakkor lehetetlen és kivitelezhetetlen is: nehéz, drága, maga a meghajtó rezgései szabadon átkerülnek a lemezre. Csak a motortáblát kell műanyagból készíteni, a lemez pedig rezgést elnyelő vegyülettel impregnált és újraragasztott rétegelt lemezből készül, és az alacsony minőségű konstrukció és csomagolás is megfelelő lesz. Legalább 5 lapból át kell ragasztani a táblát úgy, hogy a szomszédos rétegek külső rétegeinek szálai kölcsönösen merőlegesek legyenek.
A szokásos 1550x1550x4 mm-es rétegelt lemez lapokra vágásának sémáját egy fa marógép alaplemezéhez a bal oldalon mutatjuk be. A vízszintes útválasztólemez lapjait kivágják a motor ablaka nélkül, de porgyűjtő aljzattal (lásd fent és lent). A lemez mérete legfeljebb 750×500 mm. 50 mm-es villanásra van szükség a lap körvonala mentén a gyenge minőségű anyag levágásához a széleken.
Réteg egy réteg réteglemez vágására és egy eszköz egy házi készítésű marógép meghajtásának felfüggesztésére
Eleinte, mindkét oldalon 2-3-szor, a lapot bőségesen impregnálják építési öko-talajjal (víz-polimer emulzió), tökéletesen csillapítja a rezgéseket. Az impregnálások közötti intervallum legalább 3,5 óra. Ezután kivágják a lepedőt, műanyag fóliát terítenek a padlóra (nem PVC, meg fog ragadni!). Az 1. számú lapot a filmre helyezzük, és egy vékony egyenletes rögzítő (megerősített) PVA-réteget alkalmazunk ecsettel (jobb – "bozontos" festékhengerrel); ugyanaz a réteg – a 2. számú lap szomszédos oldalán. Az ecsetet (henger és tálca) közvetlenül a ragasztó felhordása után egy vödör vízbe dobják, és az összes ragasztás végén vízzel mossák.
Összecsukás előtt a lapokat 15-20 percig (vagy a ragasztócsomagon található utasításoknak megfelelően) tartják, hajtogatva és kiegyenesítve, szétválasztás nélkül, így a hajtóablak élei pontosan összefutnak. Ezután a 3., 4. és 5. lapot ugyanúgy ragasztják be. Az egész csomagot fóliával borítják, és az egész területet 30-40 kg diszpergált terheléssel terhelik (a legjobb, ha több könyvet vagy magazinkötőt halmoznak) . Szárítson legalább 3 napig szobahőmérsékleten: a rögzítő PVA erős, ragasztórétege kötött és tökéletesen elnyeli a rezgéseket, de hosszú ideig teljes szilárdságra szárad.
A motor felfüggesztésének kialakítását a jobb oldali szakasz mutatja. Hagyjon 0,5-1 mm-es rést a motortábla és a géplemez között. Nem szükséges a fűrészport megtisztítani belőle: ezek további oldalsó rezgéscsillapító párnák lesznek. Célszerű olyan motort találni, amelynek rögzítő mancsai túlnyúlnak a karosszéria méretén: ekkor lehetséges (nem azonnal) felszerelni a vágóeszköz eltávolítását. A vágógép magasságba történő felszereléséhez a motor rögzítőcsavarjait hosszúra kell húzni, és maga a szár be van állítva, rátéve őket a gumirugós párna és a motorház közé, acél alátéteket váltakozva ugyanazon kamrás teherautó gumiabroncsok tömítéseivel.
A felfüggesztéssel ellátott födém ceruzával ellenőrzi a kivitelezés minőségét. Ha a kardántábla szélétől 5 cm-re felfelé teszi, akkor amikor a motor alapjáraton jár, a ceruza nem eshet le.
Stop és porgyűjtő
Egy egyszerű, de jó statikus oldalsó ütköző rajzát porgyűjtő fáklyával lásd a következő. ábra. Anyag – újraragasztott rétegelt lemez ugyanabból a lapból. A fésű és az emelő ütközőinek furatait 3-5 darabban fúrják: az első 50 mm-re a vágógép kivágásának széleitől (téglalap alakú); a többi 25-30 mm után. Az ütközők helyzetét a munkadarab méretétől és az anyag minőségétől függően választják meg. A maró oldalirányú meghosszabbítását kis tartományon belül az ütköző elfordításával és bilincs segítségével történő rögzítéssel lehet szabályozni.
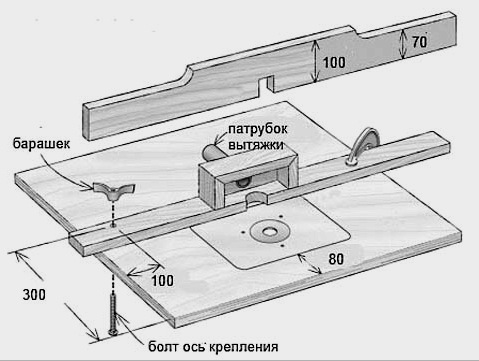
Oldalsó ütköző rajza házi készítésű fa marógép porgyűjtőjével
Por gyűjtő
Porgyűjtő készülék házi faforgácshoz
Mivel otthon nincs ipari mintavételű ipari pneumatikus rendszer, az őrlőport egy háztartási porszívóval kell elszívni. Ha közvetlenül a porgyűjtő fúvókához csatlakoztatja, a szükséges drága háztartási készülék hamarosan meghibásodik. Egy drága, jól tisztítható, vízcsapdával rendelkező porszívó nagy valószínűséggel azonnal. Tehát a porgyűjtőn kívül porgyűjtőre is szükség van egy házi készítésű fa routerhez, amelyen keresztül a porszívó csatlakozik.
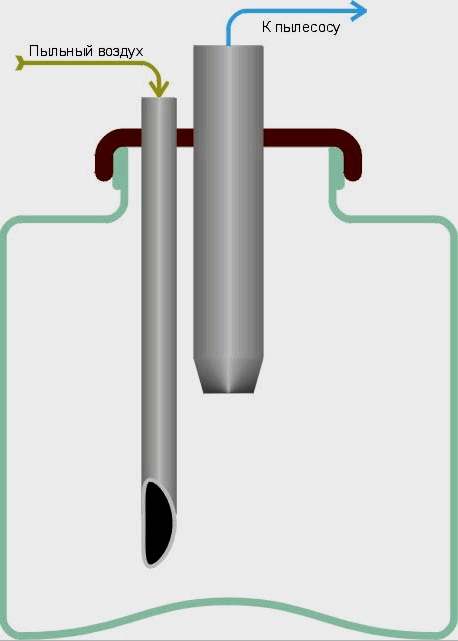
A marókészülék porgyűjtőjének készülékét a. jobb oldalon. Kapacitás – kerek tervben 10-15 liter (lehetőleg 20 liter). Az ideális lehetőség egy szoros fedéllel ellátott háztartási vödör, amelyet pecsétre ültetnek és csúszó reteszekkel vannak felszerelve (mindkettő meglehetősen kivitelezhető a saját kezével).
Bemeneti csatlakozás – kb. 20 mm (belül). Vége 45 fokos ferde és 20-30 fokos kifelé fordul; az edény oldalától 15-20 mm-re van felszerelve (a cső külső szélétől számítva). Az elszívó csatlakozás szélesebb, kb. 30 mm belül; pontosan a tartály függőleges tengelye mentén van felszerelve. Szelektív vége 15-20 mm-re szűkül (a kúp nem kritikus). Minden együtt úgy működik, mint egy ciklon, és a porszívó levegője elég tiszta ahhoz, hogy ne rontsa el a készüléket.
Megjegyzés: A porgyűjtő további előnye, hogy a belőle érkező por kitűnő töltőanyag a kiváló minőségű fakitöltéshez. Számára a port PVA-val (3-4) keverjük: 1 térfogatszázalék.
Fésű
A fa marógép fésűs ütközőjének rajza a következő oldalon található. ábra. Anyag – szilárd, rugalmas finomszemcsés fa (tölgy, bükk, dió) hibák nélkül – csíkok, rothadás, keresztréteg, csomók – 20 mm vastag. A fésűnek párra van szüksége, jobbra és balra, hogy a munkadarab mindkét oldalról adagolható legyen.

Házi fúrógép fésűstoppjának rajza
A fésű első foga a munkadarab mentén (megjegyzés!) 3 mm-rel rövidül. Nem közvetlenül érintkezik a munkadarabbal, hanem visszahúzódó rugóként szolgál az egész gerincen. Enélkül a fésű elakadhat a munkadarabon és eltörhet.
A matricák rögzítése az oldalsó ütközőhöz – szárnyas anyával ellátott csavarral egy hosszanti horonyba (az ábrán réselt lyuk); rögzítés egy nem működő önmetsző csavarral ugyanazon ütközőig a D7 furaton keresztül. A fésűt úgy helyezik munkaállapotba, hogy az az első kivételével minden fogával megérintse a munkadarabot, és bárányral rögzüljön.
Másoló router készítése
A fa másolása munkadarab marásával nagyon kényes kérdés. A 2 és 3 koordináta (2D és 3D) másolás elve ugyanaz: a lapos minta (sablon) kontúrját egy fénymásoló szondával követik nyomon, vagy a volumetrikus felületén vezetik. A marófej vágója pontosan követi a szonda mozgását, eltávolítva a felesleges fát a munkadarabból. Óvatosan és lassan kell vezetni a szondát, érzékenyen érezvén az anyag ellenállását: a munkadarab nincs kifogva. Jobb elkezdeni a másolás elsajátítását egy fán 2D-vel. Ilyen módon már lehet jó pénzt keresni: a függőleges útválasztóra hegyezett kalapáccsal ellátott lapos dekoratív alkatrészek nagyon keresettek, és meglehetősen gyorsan elkészülnek. De mind a 2D, mind a 3D másoláshoz speciális marófejre van szükség.
Fej
A másoló marófejek külön kaphatók, de drágák. A saját fejet cserélheti ütőmechanizmus nélküli fúróval: az "orsó" fúrók nem alkalmasak másolásra az orsószerkezet tervezési jellemzői miatt. Bármelyik fúró vagy csavarhúzó kezdetben működik, de jobb, ha nagyobb pontosságú eszközt vásárol. Egy ilyen fúró drágább, mint egy hagyományos, de sokkal olcsóbb, mint egy marófej, és nem rosszabb a munka minősége. Megjelenése alapján könnyű felismerni a pontos fúrót: testének nyakán van egy fém gallér, amelyet a fúróágyba lehet fúrni a fúró alatt.
2D
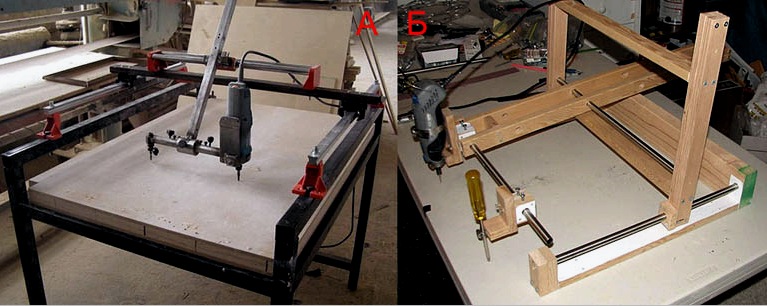
Fa 2D-s másolásához áramszedővel ellátott, asztali és szerelt gépeket használnak. Könnyebb saját kezűleg asztali áramszedő gépet készíteni, de 1 mm-nél jobb másolási pontosságot nehéz lesz elérni. Felszerelt áramszedővel ellátott gépen szó szerint rajzolhat és hagyhat autogramokat a munkadarabon.
A 2D fénymásoló gépek faanyagát az ábra mutatja: az asztal bal oldalán; jobb oldalon felszerelt áramszedővel. Ez utóbbi lényegében vésőgép. A toll itt-ott tű alakú, amelynek végsugara kb. 0,5 mm (gravírozásban legfeljebb 0,1 mm). Kúpos henger; a fejtokmány különböző eltolására történő felszerelésével a kiválasztott horony szélessége és mélysége beállítható.
eszköz 2D maró másológépek fához
Szüksége van mérlegre?
Az áramszedők rajzolása és rajzolása méretezhetővé válik (lásd az ábrát). A fa másolását általában 1: 1 méretarányban végezzük. Az a tény, hogy az anyag ellenállása miatt a fán történő másolás hibája nagymértékben megnő a csuklópántok holtjátéka miatt; professzionális gravírozógép egy bonyolult precíziós egység. De ha a másoló áramszedőt 1: 1 méretarányra állítják, akkor érdekes jelenség figyelhető meg: a zsanérok ütései mintha kompenzálnák egymást, és a visszalökés miatti teljes hiba jelentéktelenül nő.
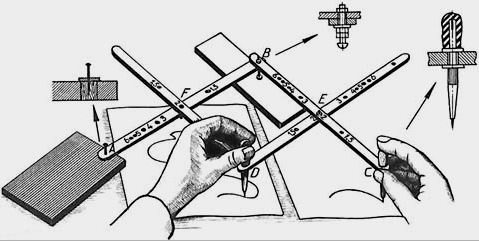
Áramszedő rajzolása és rajzolása méretezéssel
3D
A háromtengelyes maró- és másológépek (duplikarvers) a magas árak ellenére is aktívan eltérnek a szerszámpiacon. A duplikarveren másolatokat készíthet egy háromdimenziós modellről (nem feltétlenül fából, például stukkóról), amelyek az átlagfogyasztó véleménye szerint nem alacsonyabbak az eredetitől művészi érdemeiket tekintve. .
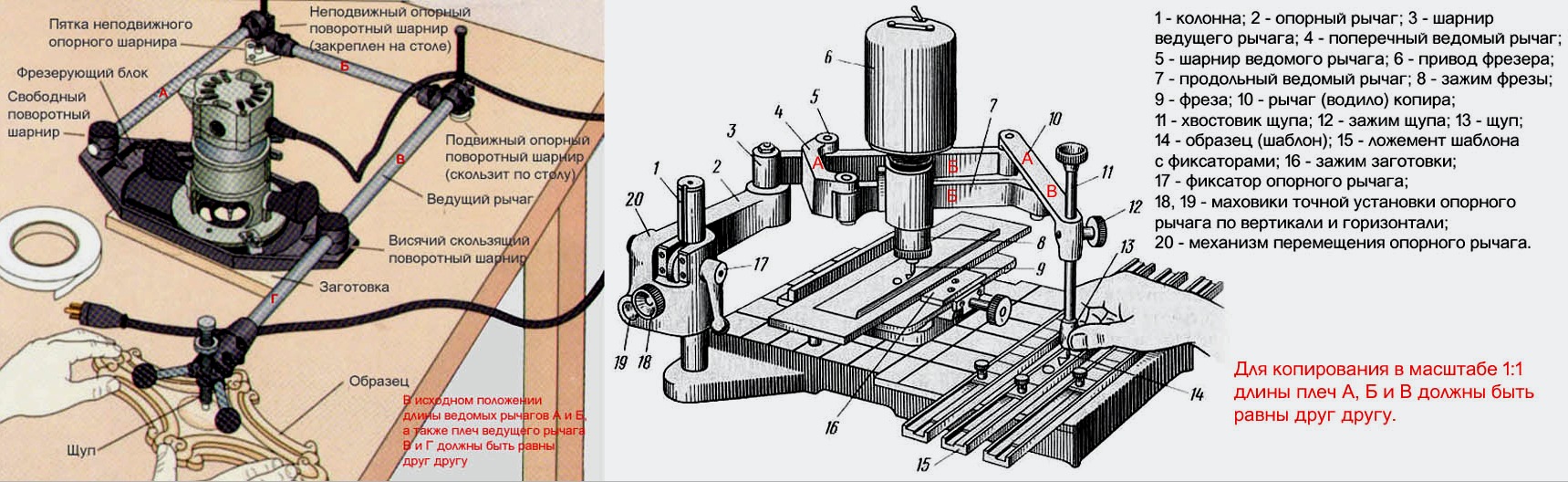
A gyárilag gyártott duplikarver készüléke a bal oldalon látható. Fénymásolójának (maró + szonda) 4 fokozatú szabadsága van: felfelé és lefelé, előre-hátra lendül, függőleges síkban forog és balra és jobbra mozog. Meg lehetne csinálni "extra" szabadságfokot a másolt ábra geometriai méreteinek számához képest, ha a fénymásoló mind a három tengely mentén egyenes vonalú lenne (mint a CNC-gépeknél), de ez technikailag nehéz és költséges. Ugyanazok a szabadságfokok valósíthatók meg egy másik kinematikai sémában, amelyet a legtöbb házi készítésű kopásmarónál alkalmaznak (az ábra közepe).
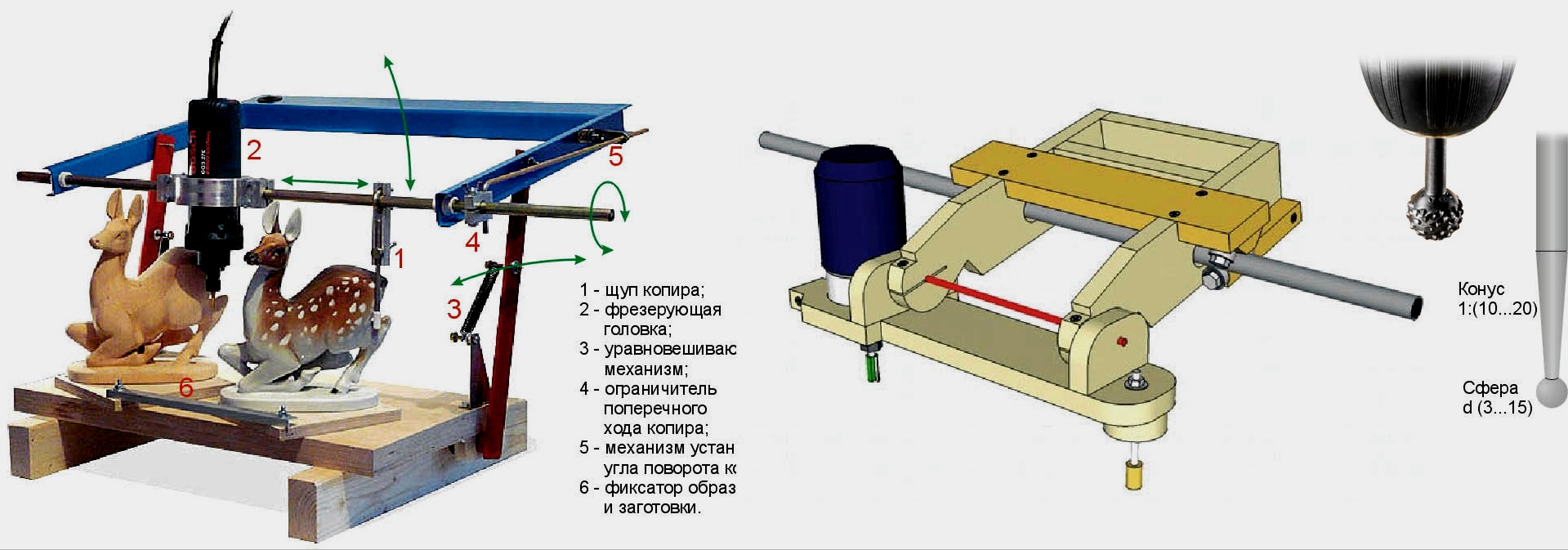
3D maró és másoló gépek a fa alatt (duplikarvers) ipari gyártás és házi készítésű
A tapasztalt fénymásolók hengeres ceruzával és vágóval dolgoznak. Ebben az esetben a sablont a szonda legszéle (annak alsó végének gyűrű alakú széle) veszi körül; a munka kiderül és acc. vágó arc. A minta és a munkadarab pontosan ugyanabban a helyzetben van rögzítve, pontosan ugyanazokon a támaszokon. A munka során az oldalukra kell fektetni és fejjel lefelé fordítani őket, minden egyes alkalommal az állványokat egymáshoz pontosan meghatározott helyzetben rögzítve. Így valóban lehetséges a bonyolultság ábrájának pontos másolása, mint a bal oldalon az 1. ábrán.
A kezdő másolók számára jobb, ha kevésbé bonyolult mintákból tanulják az esetet, gömb alakú ceruzával és vágóval, a jobb oldalon. A szondát megrendelésre ki kell élesíteni. A "mikron" pontosság nem szükséges; gömb helyett egy csepp lóghat a szonda végén. De a szonda hegyét otthon finom csiszolópapírral kell csiszolni, és filccel vagy bőrrel, alkohollal és GOI pasztával csiszolni. A vágó átmérője megegyezik a toll hegyének átmérőjével, különben a bal és a jobb (felső és alsó) kontúrok nem fognak összeérni. A szonda fogantyúja is jobban vésett fából, körte alakú; Bordázott műanyag fogantyúval ellátott csavarhúzóból készült szondával a munkadarab anyagának "visszarúgása" sokkal rosszabbnak érezhető.
Hibák a tervezésben
Három fő hiba van a házi készítésű másológépek gyártásában. Az első a mechanizmus elégtelen kiegyensúlyozása. A munkaterületen belüli másolónak könnyen mozognia kell, és meg kell fagynia abból a helyzetből, amelyben hagyta. A második egy másoló a sávon U alakú keret helyett, pos. És az 1. ábrán A rúd torziós merevsége nagyságrenddel (ek) kisebb (ek) mint a váz; acc. a másolási hiba is növekszik. A fénymásoló harmadik – "függő" vízszintes rúdja, poz. B; itt már a rúd egyik végén lévő szabadanyag elégtelen hajlítási merevsége befolyásolja.
Hibák a házi készítésű 3D másológépek fához (duplikarvers)
Utolsó megjegyzés: ha balkezes vagy, készítsd duplikarveredet egy szondával „balra” az útválasztóhoz képest, lásd: ábra:

3D maró és másoló gép fához (duplikarver) a működő bal kézhez

( 3 értékelés, átlag: 5,00 / 5)
Betöltés … mit olvasson még: Maróasztal: tervezés, diagramok, barkácsolási gyártási technológia Fúrógép: hogyan kell saját maga csinálni, alkatrészek, rajzok, gyártás Fa eszterga: eszköz, szerkezeti egységek, házi gyártás Minden anyag megjelenítése címkével:
- fa
- szerszámgépek
Ugrás a szakaszra:
- Barkács-villanyszerelő, technika és szerszámgépek
Vita:
ír
Név *
E-mail *
Feliratkozás az e-mailes válaszokra
A "Megjegyzés hozzáadása" gombra kattintva elfogadom a webhely felhasználói megállapodását és adatvédelmi irányelveit.



")