Fém kovácsolás – gyors útmutató kezdőknek

A barkácsolás nem könnyű feladat, ugyanakkor nagyon érdekes, és mindenki elsajátíthatja ezt a készséget. Elmondom e munka főbb árnyalatait, és bemutatom a kovácsolás alapjait.
A kovácsolás lehetővé teszi a fém munkadarab fórumának és méretének megváltoztatását
Kovácsolás típusai
A kovácsolás a fémfeldolgozás egyik típusa, amely lehetővé teszi a munkadarab alakjának és méretének megváltoztatását. A kovácsolás két típusra osztható:
Kovácsolás típusai
Ezután mindegyik típusáról beszélek.
A forró kovácsolásról
A forró kovácsolás lényege, hogy a munkadarabot feldolgozás előtt egy bizonyos hőmérsékletre melegítik. Ez növeli a fém hajlékonyságát, és ezáltal növeli a kézműves lehetőségeit.

A meleg kovácsolás magában foglalja a magas hőmérsékletre hevített alkatrész feldolgozását
Előnyök :
- A munkadarab nagy alakíthatósága . Ez megkönnyíti a munkát. Ezenkívül a puha fém lehetővé teszi a munkadarab alakjának és méretének könnyű megváltoztatását;
- Sokoldalúság. Ez a módszer lehetővé teszi bármilyen üres hely használatát. Ez nagymértékben kibővíti a varázsló képességeit.

Az üres részeket kovácsban melegítik
Hátrányok :
- További kiadások. Az üres részek kovácsolási hőmérsékletre történő felmelegítéséhez fel kell szerelni a kovácsot. Ezenkívül további üzemanyagköltségekre van szükség;
- Igényes hőmérsékleti körülmények. A meleg kovácsoláshoz bizonyos ismeretekre van szükség, amelyek lehetővé teszik a hőmérséklet "szemmel" meghatározását. Az alábbiakban erről többet elmondok.
A hideg kovácsolásról
Hideg kovácsoláshoz kovács nem szükséges, mivel a megmunkálás hideg munkadarabok hajlításából, préseléséből és hegesztéséből áll.

A hideg kovácsolást speciális berendezéseken végzik, és nem igényli a feldolgozott részek melegítését
Előnyök . A hideg kovácsolásnak a következő előnyei vannak:
- Elérhetőség . Sokkal könnyebb hideg kovácsműhelyt felállítani, mivel nincs szükség kemencére. Ez ráadásul kevesebb költséget igényel;
- Biztonság . A magas hőmérséklet hiánya pozitív hatással van az általános biztonságra.
Hátrányok. Ennek a kovácsolásnak hátrányai is vannak:
- A hideg kovácsolás kevesebb lehetőséget kínál . Sok meleg kovácsolással elvégezhető művelet nem áll rendelkezésre hideg munkához;
- A házasság kijavításának lehetetlensége . A hideg megmunkálás félkész termékek felhasználásával történik. Ennek eredményeként a hibát általában nem lehet kijavítani;

Hideg kovácsoláshoz szögletes és kerek rudakat használnak.
- Korlátozott munkadarabok . A hideg módszerrel bizonyos alkatrészkészlet állítható elő, amely a felszerelésétől függ. Ezenfelül ezekre a célokra négyszögletes vagy kerek keresztmetszetű rudakat használnak.
A megmunkálható munkadarabok átmérője és keresztmetszeti méretei a használt felszereléstől is függenek.
Eszközök
Hideg kovácsoláshoz
Vegyünk egy DIY hideg kovácsoló eszközt:
- Gnutik . Lehetővé teszi a munkadarab bizonyos szögben történő hajlítását, valamint íves alkatrészek készítését;

A Gnutik lehetővé teszi a rudak hajlítását
- Csiga . Ez az eszköz lehetővé teszi spirálminták készítését;
- Hullám . Szerszámgép, amely szinuszos, azaz hullámos részletek;
- Twister . Lehetővé teszi a munkadarab csavarását a tengely mentén, hogy csavar alakú alkatrészeket kapjon;

A csavaró lehetővé teszi, hogy a rudat a tengelye mentén csavarja
- Zseblámpa . Lehetővé teszi egy terjedelmes spirális rész megszerzését, amelyet zseblámpának hívnak;
- Gyűrűgép . Mint sejteni lehet, lehetővé teszi gyűrűk létrehozását;
- Gördülő gép . Ez a gép lehetővé teszi munkadarabok sajtolását az úgynevezett "lábak" és a csúcs előállításához. Ezenkívül annak segítségével a munkadarabot keresztmetszetének csökkentésével nyújtják;
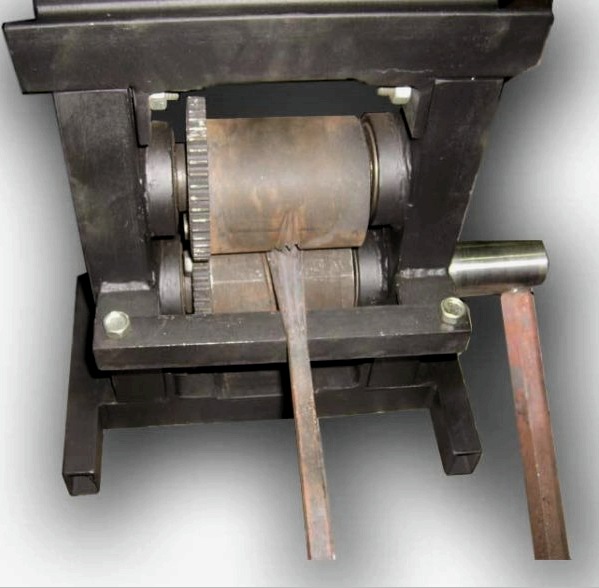
A gördülő gépen munkadarabokat nyomhat
- Szerelőasztal . Minden kész alkatrész rá van fektetve, és egy hegesztőgép segítségével egyetlen szerkezetbe kapcsolják őket.
Ezen kívül vannak sokoldalú eszközök, amelyek lehetővé teszik az alábbi műveletek végrehajtását:
- Szegecselő;
- Vágás;
- Krimpelés;
- Hangerő adása stb.

A kovácsológép lehetővé teszi bármilyen hideg kovácsolási művelet elvégzését
Külön meg kell mondani az ipari gépekről. Az ár számukra körülbelül 5000-6000 dollár, de egy gép képes a hideg kovácsolás minden műveletére. Ilyen gépek például a MAN "Master-2" készülékei.
Forró kovácsoláshoz
Forró kovácsoláskor teljesen más szerszámkészletet használnak:
- Kürt . Ez egy kemence, amely lehetővé teszi a munkadarabok felmelegítését 1400 fokig. A forró kovácsolás ilyen magas hőmérséklet nélkül lehetetlen;
- Üllő . A tartó, amelyen a fémet feldolgozzák;

Az üllő támaszként szolgál, amelyen az alkatrészeket feldolgozzák
- Shperki . Üllők, amelyeken művészi kovácsolást végeznek;
- Szánkó és kézifék . Ezek a kovács alapvető eszközei, amelyekkel ütéseket alkalmaznak, hogy egy bizonyos alakot adjanak a terméknek.
A kalapács segítségével erős ütéseket hajtanak végre, így súlya négy-nyolc kilogramm. A kéziféket a munkadarab befejezéséhez használják. Súlya 0,5-2,0 kg között van;

A kalapács a forró kovácsolás fő eszköze
- Kullancsok . Lehetővé teszik, hogy kiszálljon a kovácsból és megtartsa a munkadarabot. Különböző profilú és méretű munkadarabokhoz különböző típusú kandallófogók vannak;
- Alakú kalapácsok. A művészi fém kovácsolás ezen kalapácsok segítségével történik. Segítségükkel hajlított nyersanyagok készülnek, és a termékeknek is bizonyos alakot adnak.

Alakú pengéket használnak művészi kovácsoláshoz
Az erőkalapácsok megkönnyítik a munkát. Ezek a gépek kereskedelmi forgalomban kaphatók, vagy saját maga készíthet mechanikus kalapácsot.
Fém kovácsoláshoz
A kovácsoláshoz, annak típusától függetlenül, a fém fő minősége a hajlékonyság. Attól függ, mennyire kényelmes és egyszerű megváltoztatni a munkadarab alakját. Ugyanakkor emlékeztetni kell arra, hogy minél nagyobb a fém hajlékonysága, annál kisebb az ereje.

A rézgömbök rugalmasak, de nagyon drágák
Ha érdekli a művészi kovácsolás – a következő fém használható:
- Réz;
- Acél;
- Sárgaréz;
- Dúralumínium;
- Mindenféle réz és alumínium alapú ötvözet.
Annak ellenére, hogy a színesfémek hajlékonyabbak, az acélt általában művészi kovácsoláshoz használják. Ennek oka elsősorban az alacsony költség, ami lehetővé teszi a hamisított termékek árának csökkentését. Ezenkívül az acél nagyobb szilárdsággal rendelkezik.

A fotón a forró acél a legelterjedtebb kovácsolási fém alacsony költsége és nagy szilárdsága miatt.
A kovácsolt acél kiválasztásakor ügyelni kell a következő paraméterekre:
- Széntartalom . Ennek az értéknek 0,25% -on belül kell lennie;
- A szennyeződések minimális mennyisége . Az acélnak a lehető legkevesebb szennyeződést kell tartalmaznia, például molibdént, ként, krómot és foszfort.
Kerülje a szerszám- és szerkezeti acélok használatát, mivel ezeket nagyon nehéz kovácsolni.
Azt kell mondanom, hogy manapság általában kovácsolt gyárakat használnak, amelyek mindenféle kerek és téglalap alakú rudat, valamint fémlemezt stb. Tartalmaznak. Ez kiküszöböli a fém kiválasztásának és az önálló készítésnek az igényét.
A kovácsolás legfontosabb jellemzői
Hideg kovácsolás
A hideg kovácsolási folyamat meglehetősen egyszerű, és csak néhány lépésből áll:
| Illusztrációk | A műveletek leírása |
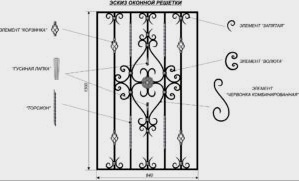 |
Vázlatkészítés. A vázlat projektként szolgál, ezért meg kell ábrázolni azt a struktúrát, amelyet rá fogsz készíteni, és fel kell tüntetni rajta az összes mintát és azok helyét.
Ne feledje, hogy a mintáknak meg kell egyezniük a kovácsolni kívánt felszereléssel. |
 |
Minták készítése. A vázlaton szereplő összes minta a fenti berendezés üres részeiből készül – az alkatrészek hajlítottak, préseltek, kinyújtottak stb. |
 |
A szerkezet összeállítása. Ezt a munkát így végzik:
|
Így a hideg hegesztési folyamat során nem végeznek kalapácsütéseket. Ezért a készség elsajátítása érdekében a legfontosabb megérteni a különféle eszközök vagy egy gép működését. Ezenkívül tudnia kell, hogyan kell kezelni a hegesztőgépet.
Forró kovácsolás
A meleg kovácsolás több szakaszból is áll, de maga a fémfeldolgozási folyamat sokkal összetettebb, bizonyos készségeket és fizikai felkészültséget igényel.
A munkát a következő sorrendben végezzük:
| Illusztrációk | A műveletek leírása |
 |
Vázlatkészítés. A hideg kovácsoláshoz hasonlóan a munka a projekt előkészítésével kezdődik. |
 |
Fűtés a kemencében. A munkadarabot 800–1250 fok közötti hőmérsékletre melegítik. A fűtés történhet általános fűtésként, azaz a teljes munkadarab és a helyi – annak a résznek a része, amellyel együtt dolgozni tervez. |
 |
Kezelés. Ez a folyamat általában több alapvető műveletet tartalmaz:
|
A meleg kovácsolás magában foglalja az úgynevezett szabad kovácsolást is. Ezt a folyamatot azonban a gyárban speciális préseken hajtják végre, és több tonnás munkadarabok feldolgozásával jár. Ezért az ilyen fémmegmunkálásnak semmi köze a szó hagyományos értelmében vett kovácsoláshoz.
Azt kell mondanom, hogy a meleg kovácsolás során nemcsak a fém megmunkálásának megtanulása, hanem a hőmérsékleti viszonyok megértése is fontos. Amint azt fentebb bemutattam, a vasfémeket 800–1250 fokos hőmérsékletre melegítik.
Mivel hőmérővel nem lehet mérni a hőmérsékletet, színtől kell vezérelni. Ehhez ne feledje, hogy 800 ° C-ra melegítve a fém halvány meggyvörös lesz. A hőmérséklet további növekedésével a fém színe világos vörösről narancssárgára és világossárgára (1250 ° C) változik.
Ezek mind a kovácsolás főbb pontjai, amelyekről szerettem volna mesélni.
Kimenet
Most már tudja, mi a kovácsolás folyamata, valamint az ilyen fémmegmunkálás módjai és módja. Feltétlenül nézze meg a cikkben található videót, és ha nem érti az árnyalatokat, írjon megjegyzéseket, és én mindenképpen válaszolok Önnek.



