Csőhajlító: házi tervezési lehetőségek áttekintése és elemzése, számítás, rajzok, megvalósítás

Tartalom
- Hajlítási hibák
- Fő szabályok
- Hogyan hajlítsunk meg?
- Mit hajlítsunk meg?
- Prototípus kiválasztása
- A szerkezetek leírása
- Végül
A gazdaság felszerelésénél előbb vagy utóbb szembe kell néznie a cső hajlításának szükségességével. Városi lakásban – ritkábban, de szintén. Az eladott és bérelt csőhajlító szerszámok és kiegészítők ára nem túl magas, de finoman szólva sem biztató. Ezért több mint elég ember van, aki saját kezével szeretne csőhajlítót készíteni, és ennek a kiadványnak az a célja, hogy segítsen nekik megtalálni a sajátos céljuknak megfelelő formatervezést, és hatékony gyakorlati ajánlásokat adjon a gyártásához.
Az amatőr iparosok a legegyszerűbb eszközöktől a valódi hajlítómalmokig sokféle felszerelést végeznek a csövek hajlításához, lásd a képet:
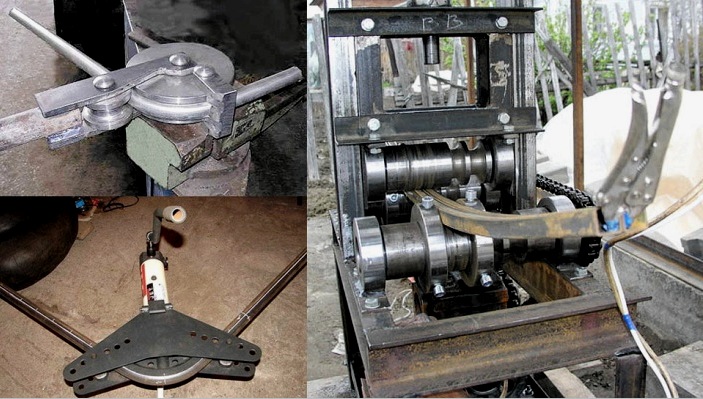
Házi csőhajlítók
De a házi készítésű csőhajlítók jelentős részét elnyomják a "ahogy történt, úgy lesz" elv szerint. Ugyanakkor azoknak, akiknek alkalmuk volt megnézni egy repülőgép vagy egy rakéta belsejét, biztosan észrevették a csövek kötegeit és bonyolultságait, néha a legbizarabb módon, tisztán és egyenletesen "amilyen volt". De nem tartalmaznak "nagy terű" titkokat. gyártóberendezés sz. A repülőgépgyárakban a csőhajlítást alacsonyabb osztályú dolgozók vagy akár tanoncok végzik. A titkok megfelelő arányban vannak a csőhajlító gépek és eszközök gyártásának néhány jellemzőjével, valamint az adott munkára alkalmas típus kiválasztásával. Ebben a cikkben ezek a "titkok" tárulnak fel, külön hangsúlyt fektetve egy profilcső csőhajlítójára, mivel egyrészt a professzionális csövekre van a legnagyobb szükség a magángazdaságban, másrészt azokra a hajlítás sokkal nehezebb, mint a kerekek.
Megjegyzés : a cikkben a hideg lapos ipari és technológiai, részben pedig a dekoratív és művészi hajlításokat vesszük figyelembe. Tehát, ha szívesen létrehozna saját fészerében mondjuk hiperbolikus tekercsek tömeges gépes gyártását holdfény állóképek számára, akkor – lásd máshol.
Hajlítási hibák
A katonai tanácsoknál szokás mindenekelőtt az ellenségről beszámolni. Tehát azzal kezdjük a "tájékoztatást", amelyet kerülni kell.
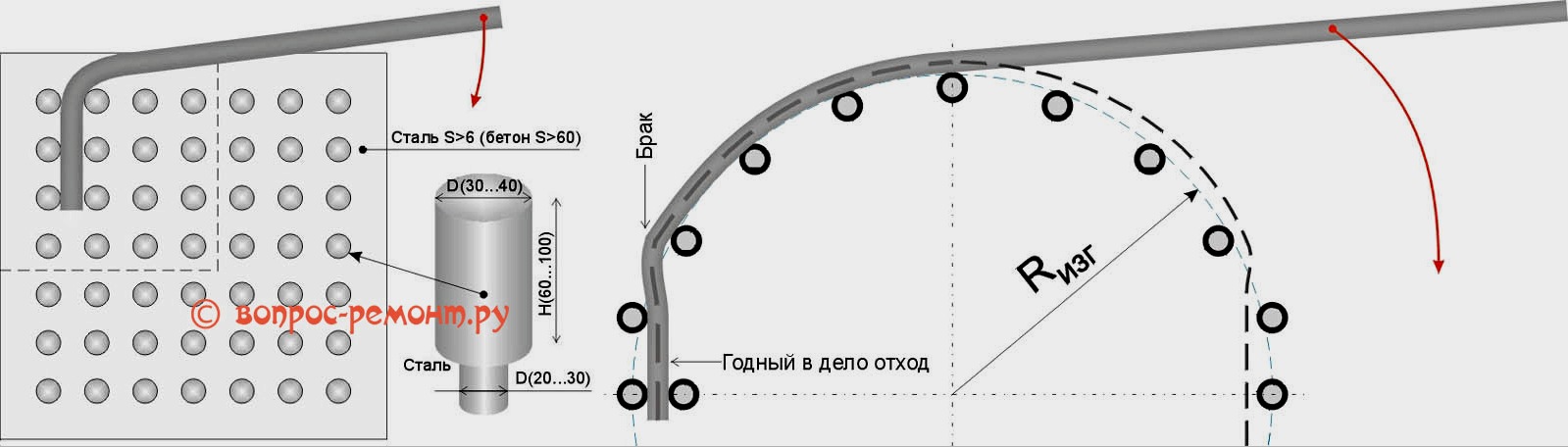
A csőhajlítás tipikus hibáit az ábra bal oldalán mutatjuk be:

Kerek és alakú csövek hajlítási hibái
A háztartási és egyéb általános célú csővezetékek esetében a karamella és a hullám megengedett, amelyek együttesen a cső lumenének területét a legszűkebb ponton legfeljebb 10% -kal csökkentik. A gázok és hűtőközegek csövén bármilyen karamella és különösen hullám nem kívánatos, mert lehetnek mikrorepedések. A hullám, bár kicsi, elfogadhatatlan az épületszerkezetek és mechanizmusok csőszerű teherhordó elemeiben, mivel élesen és kiszámíthatatlanul csökkenti azok teherbírását.
A téglalap alakú profilos csövek hajlításának jellegzetes hibája a "légcsavar" (az ábra közepén), amikor a csövet hajlítás közben a tengely mentén csavarják. A "hajócsavarral" hajlított boltozatot vagy félívet leggyakrabban lehetetlen rögzíteni az üzleti alkalmassághoz. A "légcsavar" oka a technológiai terhelések aszimmetrikus eloszlása a hajlítás során, és az alakos csövek hajlító berendezésének biztosítania kell, hogy azok megfelelően áramlanak a munkadarabon.
Egy másik jellegzetes hiba, de már lágy fémekből (réz, alumínium) készült kerek vékony falú csövekből – "konty" (az ábrán jobb oldalon), külső és / vagy belső hosszanti heg; leggyakrabban ugyanakkor a pipa ellapulása szemmel észrevehető, innen ered a név. A "kontyban" valahol lesz egy mikrorepedés. A ház vízellátójának krónikus szivárgása vagy a freont elvesztő klímaberendezés nem olcsó "gőz", és az üzemanyag-vezetékből történő szivárgás egyszerűen veszélyes. A csőfürtökkel rendelkező építmények hajlamosak a hirtelen összeomlásra. A hajlított csövek "kontyának" oka a csőhajlító helytelen kiválasztása és / vagy beállítása.
Fő szabályok
A csőhajlítási hibák fő okai a helytelen (gyakrabban – túl kicsi) hajlítási sugár és a rövid technológiai szár („farok”), a csőnek a hajláshoz legközelebb eső végétől a kezdetig terjedő távolság. A "farokra" nem csak a cső megbízható rögzítéséhez van szükség, hanem a "farok" is elnyeli a technológiai feszültségek visszahúzódását. A tökéletesen helyes csőhajlító hullámot vagy elutasítást okozhat (parazita hajlítás).
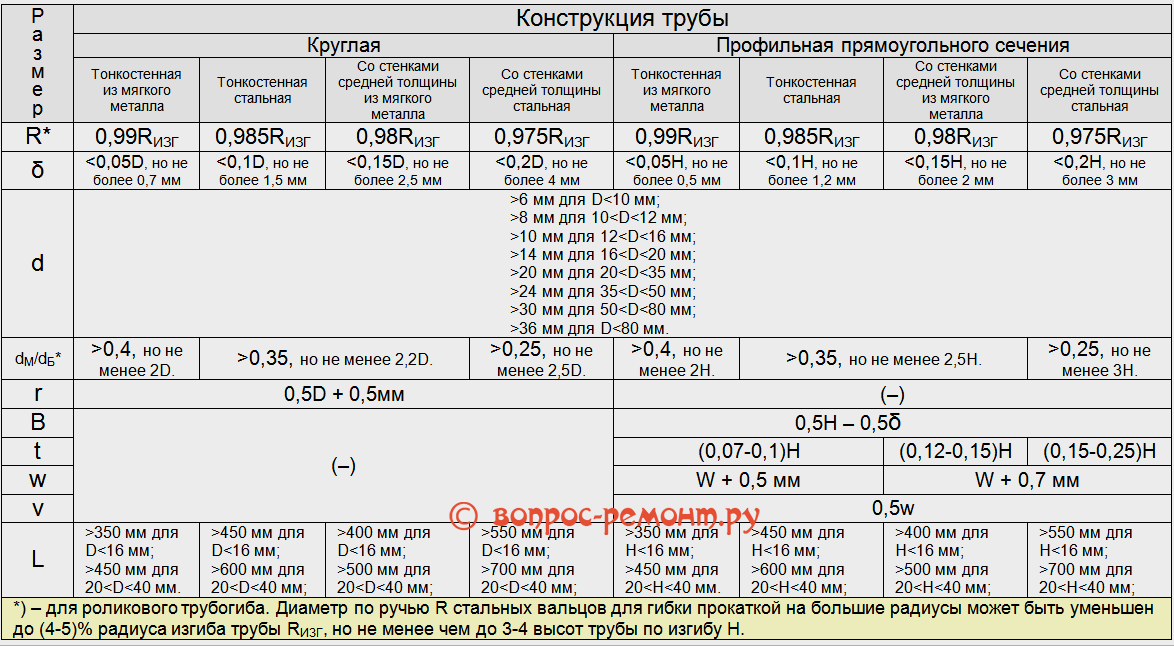
A RIZG cső hajlítási sugarának és az L technológiai szár hosszának megválasztásának szabályait a táblázat foglalja össze:
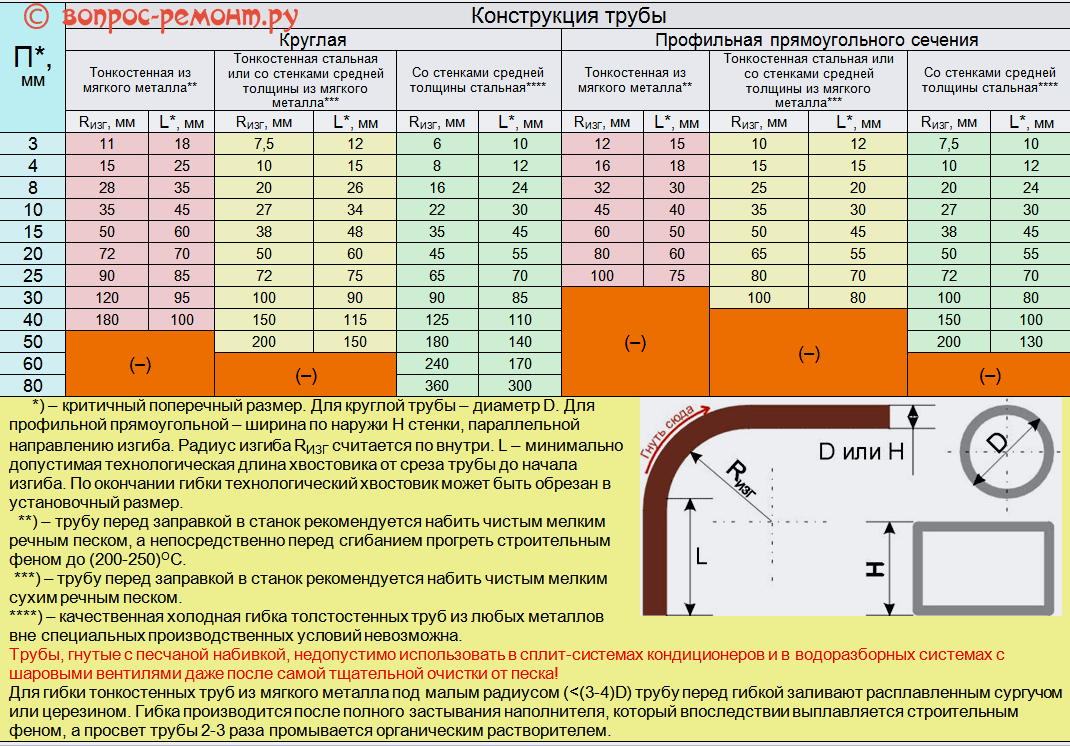
A farokra a kanyar elején van szükség, azaz a csövet a csőhajlítóba töltjük, némi felesleggel a kimenetnél. Az RHSV értékeket a hibamentes hajlításhoz számítják ki. Ha a megengedett hibák (lásd fent) elfogadhatóak, akkor a RURH egy lépéssel csökkenthető. út:
- Ha a P cső keresztmetszet valós és legközelebbi táblázatos értéke közötti különbség meghaladja a 10% -ot, akkor a kezdeti számított értékek interpolációval kerülnek kiszámításra. Ellenkező esetben a legközelebbit vesszük.
- A táblázatos RHSV az rHCH relatív értékére csökken, azaz fejezze ki a D csőátmérőben vagy a H magasságában.
- A legfeljebb 10 mm átmérőjű csövek esetében vonjon le 1-et az r ÜHG-ból.
- 11–15 mm átmérőjű csövek esetén vonja le az 0,85-et az rHR-ből.
- A 16–24 mm átmérőjű csövek esetében 0,75-et vonnak le az rHR-ből.
- 25–40 mm átmérőjű csövek esetén 0,65-et vonnak le az rHGI-ból.
- 40 mm-nél nagyobb átmérőjű csövek esetén vonjon le 0,5-et az r ÜHG-ból.
- Konvertálja a relatív rHRH-t vissza numerikus (milliméteres) RHRH-ra.
- A legközelebbi gyakorlatilag kényelmes nagyobbat a kapott RIRG értékből vesszük.
Példa: acélcsőből kell meghajlítani 24x24x1,5, azaz már vékony falú, összetett félívek vonatkoznak egy virágház vagy kunyhó számára. A szerkezet nem lakossági, könnyű, egy összetett félív nem teherhordó szerkezet (lásd alább), azaz. A "vízvezeték" hullám és a karamella elfogadható. Adatokat veszünk a H = 25 csőre. A táblázat szerint. rHR = RHR / H = 80 mm / 25 mm = 3,2-et találunk. A korrekció levonása (a H = 25 csőhöz!): 3,2 – 0,65 = 2,55. Visszatérünk milliméterre (ismét a táblázatos H = 25 szerint!): 2,55×25 = 63,75 mm. Vagyis ha a „hibamentes” 80 helyett új, 65 mm-es hajlítási sugarat veszünk, akkor a hajlító eszköz és a munka kiválasztása leegyszerűsödik, a szerkezet alakja szerinti művészi kifejezés lehetőségei megnőnek, és a kész szerkezetben nem lesznek látható és / vagy veszélyes hibák.
Megjegyzés : bizonyos típusú csőhajlítókhoz, pl. tüske és háromgörgős, lásd alább, úgy tűnik, hogy a kezdeti (kezdő) "farokra" nincs szükség. De ebben az esetben a munkadarab meghajlíthatatlan maradéka játszik szerepet, ezért lehetetlen előre pontosan méretre vágni az eredeti csövet, házasság jön létre. Például egy "frakk nélküli" termék szakasza. göndör hideg kovácsoláshoz, a "hátsó farok" tartalékába vágva ugyanúgy, mint az "eleje". A készlet hulladékba kerül, ezért az elején és / vagy a végén egyenes szakasz nélküli termékek jobbak egymás után hajlítani egy csőből, akkor csak a legutolsó "farok" megy hulladékba.
Egyszerű – sugár
Egy meghatározott csőhajlítót bizonyos határokon belüli hajlítási sugárra terveztek. De a szerkezet prototípusának kiválasztásához csak annak nagyon általános jelentését kell ismernie:
- kis sugarak esetén RIR <5D (vagy 5H);
- átlagos sugaraknál 5 <RIZG <20 D vagy H;
- nagy sugárzás esetén 20D (H) <RIR;
Hogyan hajlítsunk meg?
Ez a hajlítási minőségi tényezőkre vonatkozik:
- Tiszta (hibamentes), vagy sem – elfogadható hibák.
- Előzetes telepítéshez – a hajlítási profil torzulásai nem jelentősek, már csak akkor is, ha az az árokban / horonyban / a tartóelemeken fekszik. Az ívelt szakasz "farkait" (egyenes végeit) méretre vágják, azaz E. a hajlításhoz szükséges csőszakaszt kivágják egy margóval, amely hulladékba megy.
- Méretében – a profil torzításai is jelentéktelenek, de a telepítés során a "faroknak" a megadott pontossággal kell a helyére illeszkedni. Így hajlítják meg az előre megmérett csővezetékrészeket drága anyagokból: rézcsövek a gázvezetékek süllyesztésére, split-légkondicionálók részei, a gyártóberendezések cső alakú részei. Például néhány exkluzív likőrt olyan lepárlókban állítanak elő, amelyek gőz-folyadék útvonala ezüst.
- Az előszerelés profilja mentén – a hajlítási profil adott pontossággal megmarad; manuálisan beállítható a helyszínen. A hajlítást technológiai "farokkal" hajtják végre a helyén történő vágáshoz. Épületszerkezetek, építészeti formák dekoratív részletei.
- A méret szerinti profil szerint – a gyártóberendezések, eszközök, gépek és mechanizmusok értékes fémjeiből készült alkatrészek, amelyeknek a telepítés során azonnal a helyükre kell állniuk, vagy minimálisan illeszkedniük kell a pontosan meghatározott határok közé.
Mit hajlítsunk meg?
Mármint milyen kanyarokra van szüksége? Ez a második tényező, amely meghatározza az adott munkához szükséges csőhajlító típusát.
A háztartási szférában leggyakrabban nyomra van szükség. csőhajlítások típusai (lásd még az ábrát):
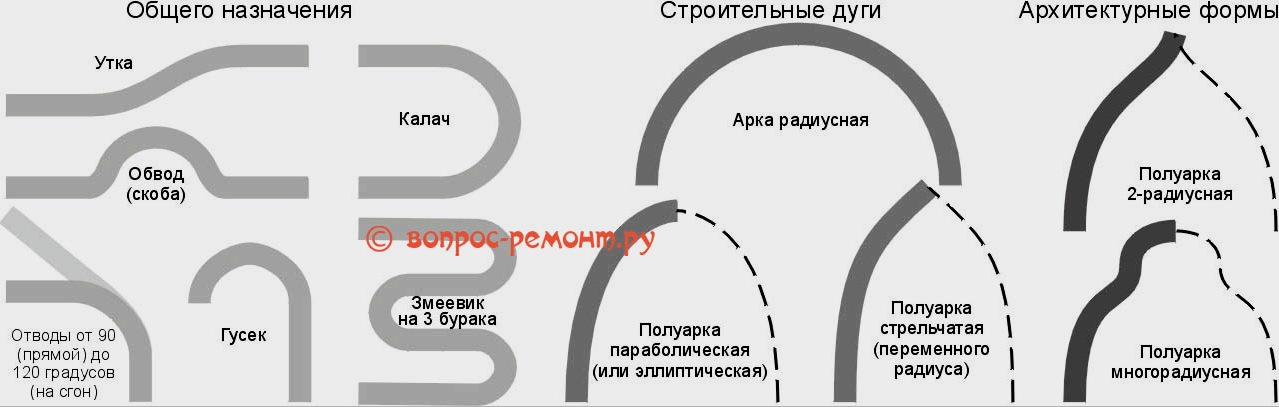
A csőhajlítások típusai
- Általános célú – mindenféle elosztóvezeték, szellőzőberendezés, vezetékes kommunikációs bemenet, gyártóberendezések alkatrészei, gépek, mechanizmusok stb. Hajlítás elsősorban méretben vagy kis előszereléshez; ritkábban – a középső sugarak mentén. A víz- és bemeneti eszközök részleteiben megengedett hibák elfogadhatók. A gáz- és gőzvezetékek, a műszaki eszközök alkatrészeinek hajlításai alapértelmezés szerint hibamentesek, hacsak a termék műszaki leírásában nincs másképp előírva.
- Az építési ívek az épületszerkezetek cső alakú ívelt részei, amelyek hosszú ideig képesek működési terhelést viselni a hirtelen pusztulás veszélye nélkül. Szinte kizárólag a profil mentén hajlik nagyra, esetenként közepesen. A magán háztartási telkekben az ilyen típusú alkatrészek legkeresettebb típusai az üvegházak és egyéb melléképületek professzionális csövének boltozatai. A megengedett hibák közül a karamella a cső lumen keresztmetszetének legfeljebb 5% -ánál elfogadható.
- Építészeti formák – a hajlítási sugár váltakozik (néha az egyik, majd a másik irányba) kicsiből nagyba. A hajlító profil "süllyedései" miatt a teherbírás sokkal alacsonyabb, mint az összehasonlítható méretű építőíveké. Ugyanezen okból lehetséges egy nem kopott alkatrész hirtelen megsemmisítése. Hajlítás – a profil mentén az újraszereléshez; ritkán – méretben. A preim hatálya. könnyű nem lakossági építmények a tájtervezéshez: pavilonok, alkóvok, virágfolyosók és alagutak, dekoratív kárpitok, kerítések stb. A lakó- és ideiglenesen lakott építmények szerkezetében csak további teherhordó elemekkel együtt használják őket. Megengedett hibák elfogadhatók, leggyakrabban még a lumen területének 20-25% -ánál is.
Prototípus kiválasztása
A fenti mutatók teljes komplexumához egy bizonyos kialakítású csőhajlítót választanak. Az öngyártásra rendelkezésre álló vagy részben rendelkezésre álló eszközök közül ezek a csövek hajlítására szolgáló eszközök, szerszámok és gépek:
- kézi hajlító kar – normál vastagságú falakkal ellátott kerek csövek közepes és nagy sugarú hajlítása. A vékony falú csöveket összetörik és összetörik, a profilcsöveken egy "propeller" állítja elő, a kar enyhe oldalirányú lengésével. Minden bizonnyal elfogadható hibákat fog adni. Hajlítsa meg az újraszereléshez, vagy egy kiegészítő vezérlősablonnal a profil mentén az újraszereléshez. Egyszerű, olcsó, nem illékony. Az elhelyezéshez nem szükséges állandó termőhely. Mobil: manuálisan hordozható nagy távolságokon. Alacsony termelékenység, nagy hajlítási munkaintenzitás és munkavállalói fáradtság. Elég magas követelmények az üzemeltető fizikai erővel, képesítéssel, állóképességgel és lelkiismerettel szemben. Alkalmazási kör – az épületszerkezetek egyetlen nem szabványos része;
- hajlító lemez (tábla) – hasonló a karhoz, de kis és közepes sugarú. A kézi mobilitást az építkezés korlátozza. A termelékenység magasabb, a munka intenzitása, a fáradtság és a munkavállaló szükséges készségei alacsonyabbak, mint a karnál. Preim alkalmazzák. csővezetékek helyszíni részeinek és csőbeömlő és / vagy szellőzőberendezések gyártásának építési munkái során;
- hajlító sablon (jig) – hasonló tulajdonságokkal rendelkezik, mint egy hajlító karé, de vékony falú, puha fémből készült és alakú csövek hajlítására szolgál. Hibátlan hajlítás a profil mentén méretre lehetséges. Nagyon alacsony termelékenység (különösen acélcsöveknél) a fém kikapcsolódása érdekében történő „ülepedés” következtében, lásd alább. Ha nincs hova rohanni (mondjuk télen a nyári építési szezonra), akkor a görgős csőhajlító cserélhető. Lehetőség van több sugarú építészeti formák gyártására (ellenmintával). A fémfeldolgozásban alkalmazott munkavállaló szükséges képesítése – kezdeti;
- görgős (gördülő) csőhajlítók – a csövek kézi hajlítása 30-40 mm-ig a sugárprofil mentén az előszereléshez és méretükhöz. A hajlítási sugarak kicsiek. A gyártás bonyolultsága és munkaigénye alacsony. Külön gyártási területre nincs szükség, a kezelői képesítésekre vonatkozó követelmények minimálisak. A teljesítmény alacsony. Puha fémből készült vékony falú csövek hibátlan hajlítása lehetséges. Mobil kézzel. Haszon alkalmazási terület – általános célú kanyarok (lásd fent) a vízvezeték, javítási és építési munkák során. Az öntermelés bonyolultsága és munkaigénye alacsony;
- számszeríjas (krimpelő) csőhajlítók – tulajdonságaikban hasonlóak a görgősekhez , de megnövelt termelékenységgel közepes vastagságú falakkal ellátott, lágyfémből készült kerek csöveknél. Műveleti átalakítás menet közben lehetséges. A mobilok száma korlátozott (közúton szállítják), vagy állandóan vannak felszerelve. Az öntermelés indokolatlan, lásd alább. Leggyakrabban otthoni és lakás réz és alumínium csővezetékek telepítésére használják. Gyártási körülmények között – legfeljebb 60 mm átmérőjű acélcsövek általános célú hajlításaihoz;
- a tüskés (bypass) csőhajlítók szintén hasonlóak a görgősekhez, de változó sugarú hajlítás indító szár nélkül is lehetséges. A munkavállaló fizikai erejére vonatkozó követelmények meglehetősen magasak. A fő cél az építészeti és dekorációs célú apró töredékek előállítása és a művészeti kovácsolás. A saját gyártás bonyolultsága és fáradságossága nagyon magas.
- görgős (gördülő vagy kinyújtó) csőhajlító gépek – bármely cső nagy teljesítményű hajlítása nagy és közepes sugarak mentén. Állandóan egy speciálisan előkészített helyiségbe vagy egy felszerelt helyre telepítve; ritkábban – a munkahelyre szállítják. Hajlítás – hibamentes a profil mentén; talán – profil szerint méretre. A fő cél sugárszerkezeti ívek gyártása professzionális csőből, legfeljebb 80 mm széles.
A szerkezetek leírása
A fenti anyag elegendő az adott munkához szükséges csőhajlító berendezés tervezésének előzetes kiválasztásához. A végső megoldás tisztázása érdekében részletesebb leírásokat adunk.
Emelőkar
A kézi hajlító kar eszköze sehol sem egyszerűbb, lásd a 7. ábrát. Az évszázad és az évezred ilyen primitív adaptációjával azonban a részletek meghajlottak, néha elkápráztatva a modern technológusokat. A cső a talajra is fektethető úgy, hogy fadarabokat helyez el alatta, és a földbe vezett konzolokkal rögzíti. Jobb, ha olyan karral dolgozunk, amelynek a munkadarabot tartó segédberendezés tartja, ellenőrizve a hajlítás során egy korábban elkészített sablon szerint.
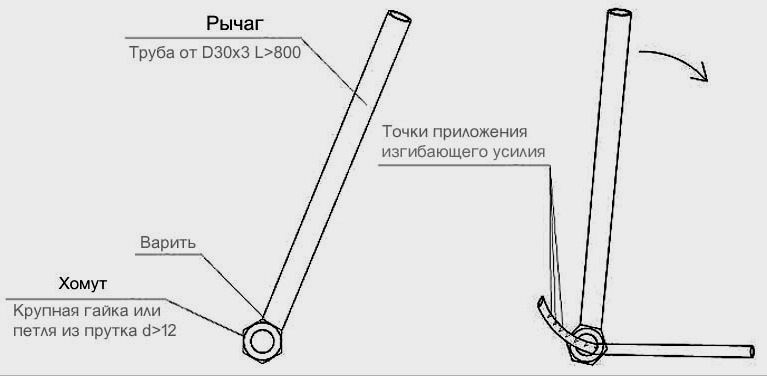
Kézi csőhajlító kar
Lemez
Hajlító lemez (támasztó és ütköző kézi csőhajlító) ismert, amíg a kar. A kialakítás valamilyen módon ötletes: magát a hajlítócsövet hajlító karként használják, és a "furat" (bilincs a karon) helyett az ellentéte egy erős támasztó-tolócsap vagy ezek közül több. Általánosságban minden Murphy törvényei szerint történik: ha nem úgy sikerül, ahogy kellene, akkor próbáljon ellenkezőleg.
A hajlítólemez kialakítása világosan látható a 2. sz. (bal):
Hajlító lemez (támasztó kézi csőhajlító) és annak "talaj" módosítása az üvegházkeret boltíveinek gyártásához
A leggyakoribb fajta a 4×4. Minden közös hajlítás elvégezhető a födémen az előszereléshez (megengedett hibákkal). A zavaró megállókat egyszerűen eltávolítják; a hiányzókat pótolják. A támasztócsapok beépítési magasságát úgy vesszük, hogy a legvastagabb cső legyen közöttük. A betonlapot közvetlenül a földre lehet önteni például az építkezés néhány obszcén részén. hol lesz a fészer alapja (belül, nem a szalag alatt!), vagy például egy üsttartó. A kész megoldás fokozata – M250-től; a megerősítés nem kevesebb, mint 2-rétegű. A csapok furatait fóliába csomagolt, vagy bőségesen zsírral megkent fatuskók alkotják (rosszabb). A betonfödém csapjait szárakkal kell elkészíteni, amíg a födém vastagságú; vastag falú cső vagy acélrúd szakaszaiból is használhat egyszerű kerek csapokat.
A hajlító lemez "földes" módosulását a 2. ábra közepén és jobb oldalán mutatjuk be. Támaszok / ütközők – földbe vezett csövek vagy fa karók. Egy ilyen "gépen" egyszerre akár 5-6 üvegház ív is hajlítható egy csőből, akár 16x15x2. Fontos jellemző: a csövet az ütközők mentén lassan, több lépésben kell körbejárni, ellenkező esetben a feszültség visszatérése miatt elutasítás lehetséges – hátra hullám. A rajta lévő filmet folyamatosan töröljük, és nem valószínű, hogy kiváló minőségű polikarbonát bevonatot lehetne felszerelni. A lefektetett íveket egy napig (lehetőleg legfeljebb egy hétig) hagyják a "gépben", így a cső fémében a maradék feszültségek "feloldódnak" (ellazulnak), és az ívek profilja nem "fröccsen" a megengedettnél korlátokat.
Megjegyzés : a hajlító lemez alapján univerzális támasztó és leállító kézi gépet készíthet csövek és rudak hajlításához, lásd a videót:
Videó: házi univerzális hajlító gép
Karmester
A "földhajlító lemez" lényegében hajlító sablon – egy jig. A csöveket szilárd vezetők mentén közepes és nagy sugarakig hajlítják (az ábra A és B pozíciója); esetleg változó hajlítási sugárral. Ebben az esetben a munkadarab végeit a sablonon a fém ellazulásának idejére dupla íjhúzóval húzzuk össze, amelyet szorosan megcsavart egy közepére helyezett rúddarab.
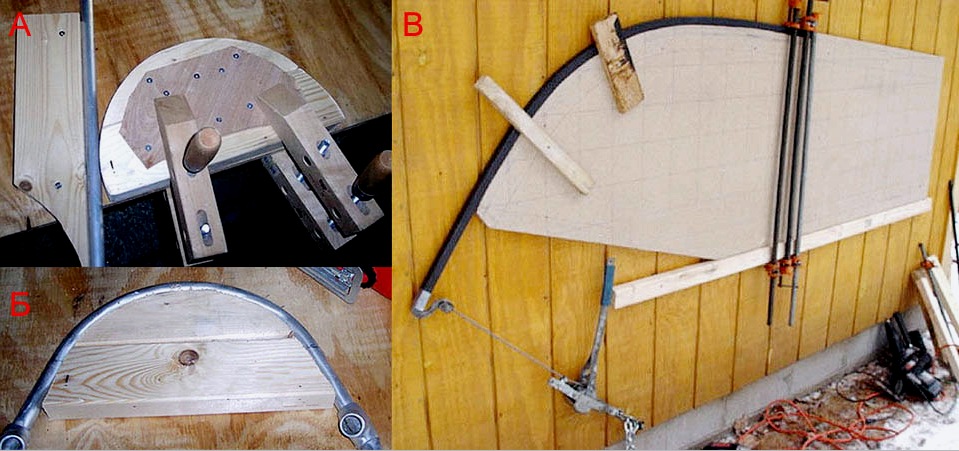
Csőhajlítás a vezető mentén
Ha a sablont a falra akasztja, a gyártmányterület használata nélkül is lehet hajlítani. Ezután a munkadarabot szorítóval és kézi csörlővel rögzítik (B tétel). Lehetőség van váltakozó sugár mentén hajlítani, ehhez a profil homorúságában lévő csövet ellen-sablonokkal rögzítik. A csövek hajlításával a vezető mentén lásd még a rajzot:
Videó: barkácsoló hideg kovácsoló jig A-tól Z-ig
Word és görgők és görgők
Az alábbiakban ismertetett csőhajlító szerszámok és tartozékok szíve profilos hengerek és hengerek. Ezek a részletek határozzák meg elsősorban a hajlítási minőséget. Ha egy jóképű gép 20x40x2 méretű csövet hajlít 2 m-es körzetben hullámmal és / vagy "propellerrel" – a hibás görgők a hibásak 99% -ért.
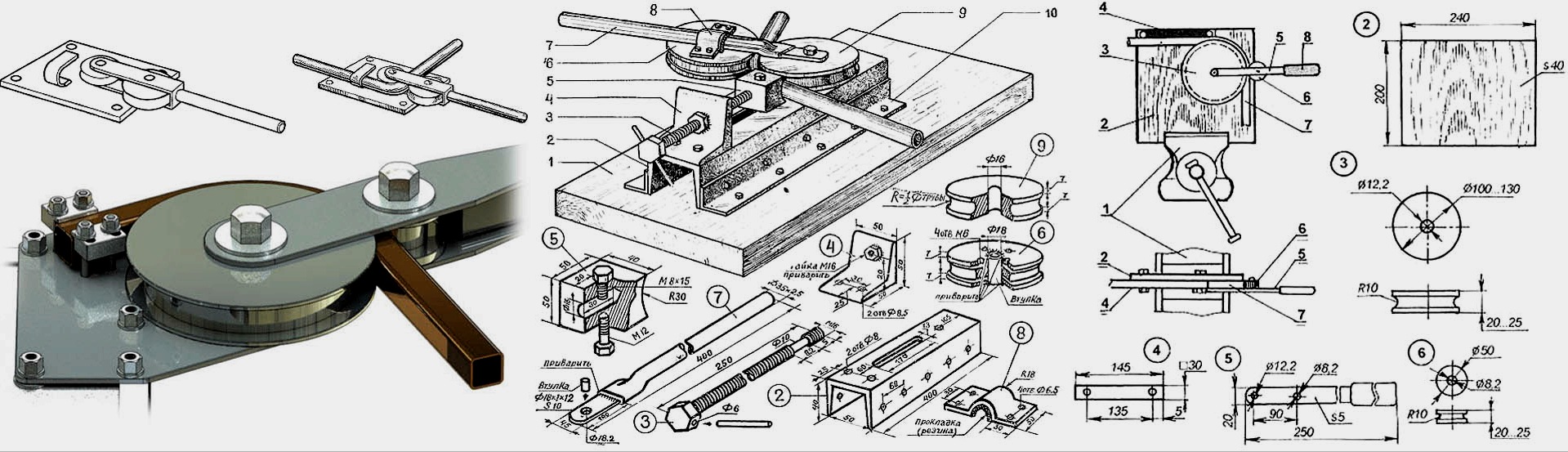
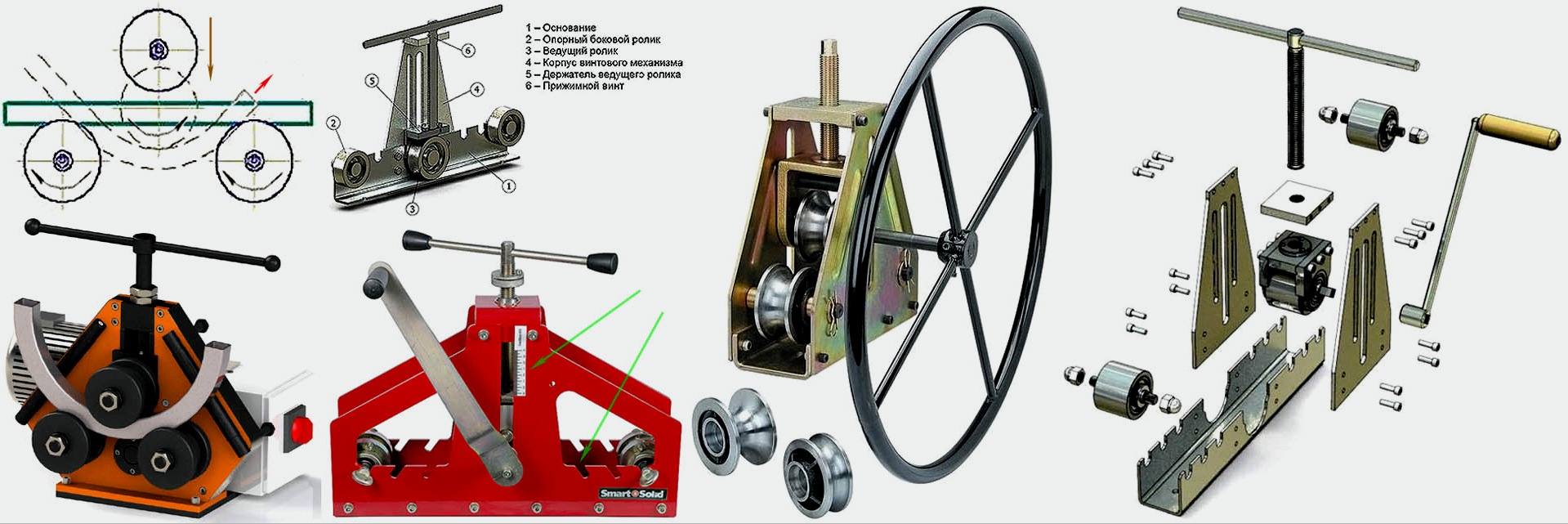
A csőhajlító eszközök görgőinek és görgőinek profiljait, méretparamétereit és beállítási arányait az ábra mutatja:
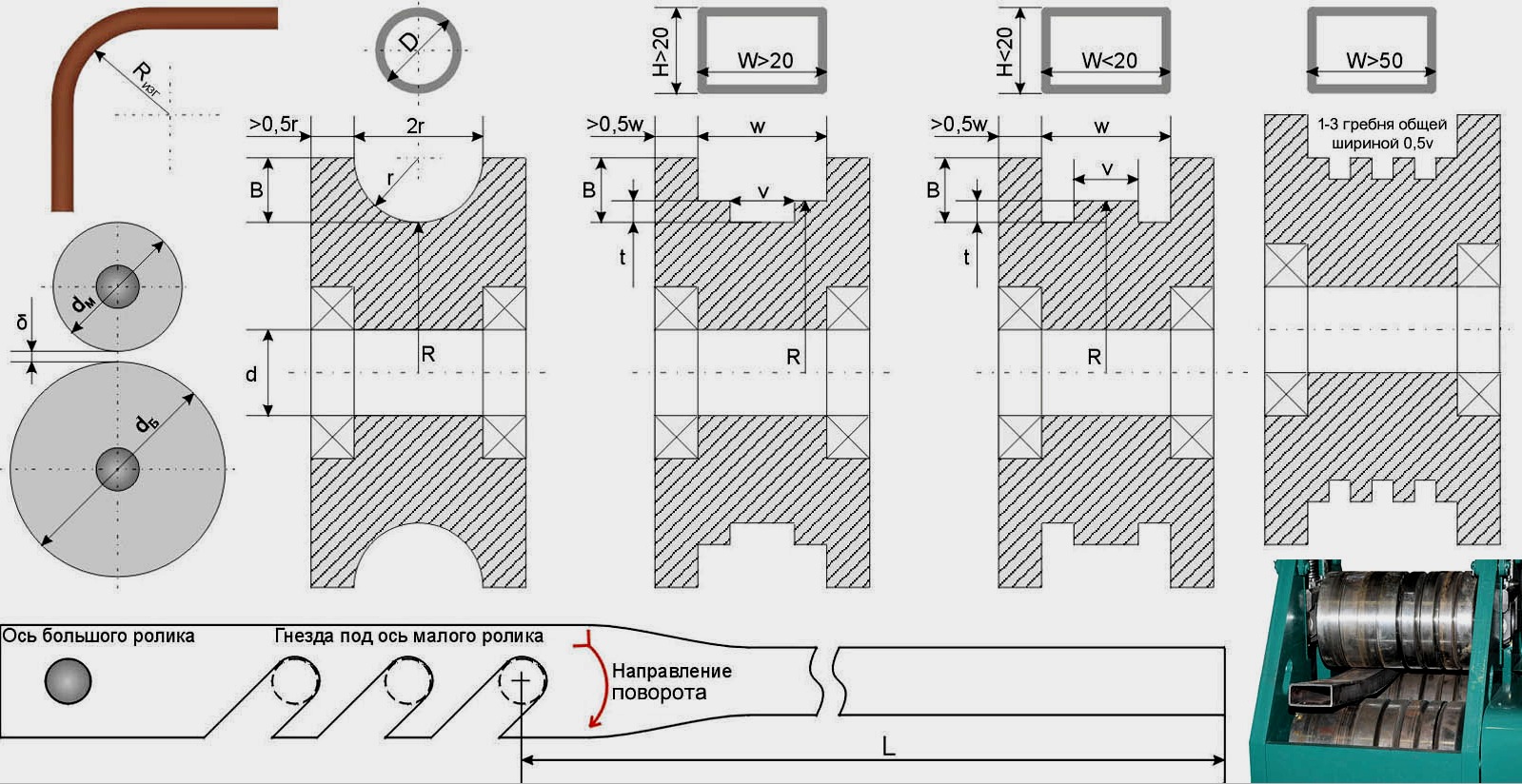
A csőhajlító eszközök hengereinek és hengereinek profiljai, méretei és beépítési arányai
A profilcsövekhez szolgáló hengerek / hengerek barázdáiban (munkahornyaiban) hornyokra és gerincekre van szükség a technológiai igénybevételek eloszlásához oly módon, hogy kizárják a hajlított oldalakon lévő "kontyot" és az általános "propellert". A széles csövekhez tartozó hengerek barázdáinak barázdáinak és gerinceinek szélessége (az ábrán jobbra) 5-10 mm-en belül van. Ez nem elegendő a "légcsavar" garanciájához, lásd alább. Az ábra alatt a kézi görgős csőhajlítók karjának fogantyúja is látható. A hengereket a tengelyek menetes szárának anyái biztosítják, hogy ne essenek ki, de ha a tengelyt a kar elfordításakor a tengelynek a ferde barázdába nyomják, ez nagymértékben csökkenti a henger „hullámindítás” képességét. Ha 20 mm-es osztású hornyokat készít (szilárdsági okokból), akkor 2–4 cserélhető, különböző átmérőjű kis görgővel rendelkezik, és gyorsan beállíthatja a szerszámot RIZG-re, valahol a 20–120 mm-es tartományban. 10 mm-es, ami gyakorlati célokra elég. A numerikusan kifejezett méretek az 1. ábrához. a táblázat tartalmazza:
De ami nem szükséges a professzionális csőből álló ívekhez való csőhajlító görgőkhöz, az "kozmikus" pontosságú – működés közben a tükörhöz gördülnek, mint a sínek a vonat kerekei alatt. Ezért először is, egy csőhajlító gép tekercsei kis profilú, nagy sugarú körökben (ugyanez az üvegházi ívek esetében is) felvehetők rétegelt lemezekből (lásd ábra). Ekkor az R patak mentén a hengerek sugarának legalább (0,2-0,25) RIZH-nak kell lennie, különben a cső "megnyalhatja" a folyamot, és a gép elakad, és a munkadarab "reteszelődik".
Csőhajlító gép rétegelt lemeztekercsekkel
Másodszor, hosszú élettartamú acél tekercsek / hengerek kis és nagy sugarú körökhöz forgatás nélkül készíthetők:
Videó: görgők csőhajlítóhoz elfordulás nélkül
vagy
és még hegesztés és esztergálás nélkül is:
és egy egyszerű csőhajlító hengerei üvegházi ívekhez kézi kinyújtással – csapágyakból:
Henger
A kézi csőhajlítók 3 hengeresek (nyomóhengerrel) és 2 hengeresek (csúszócső ütközővel). A hengereket ide-oda a profil mentén kell vésni (a pontosság a gépgyártásnál szokásos), ezért természetesen egy 3 hengeres csőhajlító (lásd az alábbi ábrát) többe fog kerülni, de ha nem szakítja meg a kart hirtelen, egy adott cső minimumánál a RIZG tiszta, hibamentes hajlítást ad. A háromgörgős csőhajlító karján a munkaerő kisebb, mint egy ütközős eszköz karján, de a háromgörgős méretű hajlítás lehetetlen – a cső észrevehetően kinyúlik az elkerülő henger mögött, ezért előre mérve értékes munkadarabokat hajlítanak meg a hajlatokon és a tekercseken 2 hengerrel.
Készülék és kéthengeres kézi csőhajlító 2 változatának rajzai
A 2 hengeres csőhajlító készülék a következő bal oldalon látható. ábra, a közepén és a jobb oldalon pedig a lakatos, a háztartási, valamint a szerelési és javítási munkák 2 opciójának rajzai láthatók: asztali és levehető a satuba történő telepítéshez. Felhívjuk figyelmét: vízszintes lemezes kivehető csőhajlító használata sokkal kényelmesebb. Ezért sok ventilátor T alakú sarkokat rögzít 60x60x3-tól a lemez alsó oldalához, és így rögzíti a készüléket egy satuba. De – csak akkor, ha az álluk acél, vagy szürke vagy fehér szerszámöntvényből készül. És most az akció tele van olyan gyönyörű, mint a csokoládék, a nyers öntöttvasból készült satu. Viszonylag kis erőfeszítéstől a szivacs nagyon jól letörik.
Három görgős kézi csőhajlító eszköz
Megjegyzés: Ezenkívül, hogyan készítsen görgős csőhajlítót a profilcsövekhez saját kezűleg, forgatás nélkül, lásd a videót:
Videó: egyszerű csőhajlító 2 óra alatt, fordulás nélkül
Nyílpuska
A számszeríj típusú csőhajlító lényegében hajlítóprés, amely azon az elven működik, hogy a munkadarabot egy esztergált hengerpár közé kényszerítik, amely ebben az esetben présforma. Ezért az állványos és fogaskerék-racsnis meghajtású kézi számszeríj-csőhajlítók ritkák: a rézcső 3-4 hajlításakor több tucat kéz fáradt. A legtöbb íjcsőhajlítót hidraulikus hajtással látják el kézi szivattyúzással vagy elektromos szivattyúval. Mondjuk rögtön: nincs különösebb pontja annak, ha maga készít egy számszeríj csőhajlítót. Ennek oka nem esztergált henger és / vagy hidraulika, hanem annak fő része: lyukasztó (cipő). Teljesen irreális a gyártáshoz szükséges berendezéseket otthon vagy egy garázsban elhelyezni, és háztartási áramforrásból ellátni. Ha talál egy régi kopott cipőt (és többre van szüksége), akkor egy többé-kevésbé tisztességes kanyar helyett rongyok és szarok mennek. Ezért ennek a szakasznak az a célja, hogy segítsen az olvasóban kiválasztani egy megfelelő számszeríjas csőhajlítót az eladásra vagy kiadásra kaphatók közül.

Számszeríj csőhajlítók
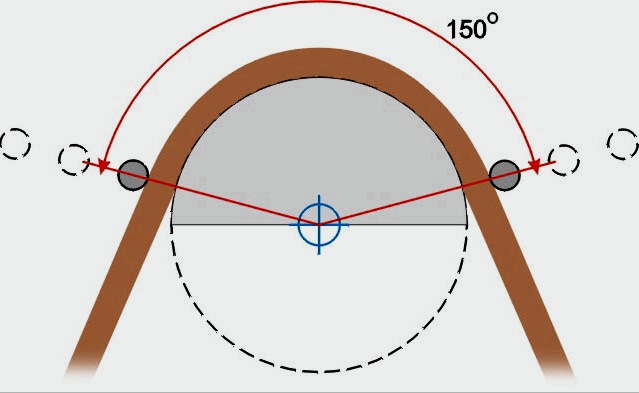
Csak a mikrovállalkozás indulásakor igazolható egy álló íjszerkezet (az ábra 1. pontja) önálló gyártása. profil. Egy készlet cipő és egy 10 tf-os autós emelő többször olcsóbb lesz, mint egy kész berendezés, főleg, hogy az emelő rendeltetésszerű használatra kivehető. Ilyen esetben a telepítési keret hozzávetőleges méretei a poz. 2; fémének meg kell tartania a törőerőt 10 tf-től, a nyírást pedig kb. 7 tf-ig. De ne feledje: csak viszonylag apró részleteket tud megtenni. Ahhoz, hogy a 6 m-es csövet középen 90 fokosra hajlítsuk, az egész gépet 1,7 m-nél nagyobbra kell emelni a padló felett, ami magas mennyezetet, szilárd tartószerkezetet és kezelőplatont jelent. És a felügyeleti hatóságok szempontjából – olyan magasságban dolgozzon, amelyhez külön engedély szükséges.
Ha hajlító számszeríjat kíván vásárolni (kereskedelmi névváltozat), akkor jobb, ha kettős sarokkerettel és teljes készletben (3. poz.) Veszi: akkor cipő / henger / szabály darabonkénti megvásárlása 2 -4-szer több. Nem kívánatos egyenes kerettel rendelkező eszközt venni (4. poz.), Ez ragadósságot ad, ami a reklámfotón is észrevehető. A görgők rögzítő furatainak sorait kb. 150 ° -nál, amelynek tetejének a munkagép kimeneténél a cipő görbületének középpontjában kell lennie. Ekkor a 90 ° alatti hajlítás tiszta lesz, és ha a megengedett hibák elfogadhatók, akkor a tekercs is hajlítható.
Az elkerülő hengerek rögzítő furatainak helyes elhelyezése a számszeríj csőhajlítójának keretében
Ami az "olcsó" szerszámokat egyetlen kerettel és csúszó ütközőkkel illeti (5. poz.), Ez őszintén szólva kereskedelmi feltörés. A hajlító erő több száz kgf vagy tonna, és a kanyar síktól ("bajusz") való eltérése a keret ferde mozgása miatt elérheti a 3-5 mm / m-t, és egy hullám megy a kanyar szélein . Még nem olyan ijesztő, eleinte a hangszer kielégítően meghajlik. De hamarosan a csúszó szivacsok bevonata elhasználódik, fémje rézsé válik, és a kanyarban görcsrohamok, vagy akár látható "repedésekkel ellátott" konty. Általában egy ilyen eszköz eladó, de nem hosszú, rendszeres munkára.
Dornovye
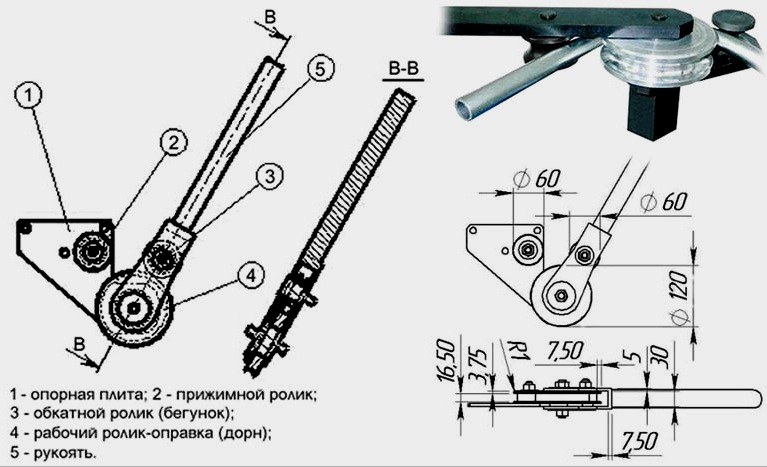
A dorn egy hajlító sablon (jig), amelyre a munkadarabot nem nyomják meg, hanem annak folyama mentén követik nyomon. Tüskés (bypass) csőhajlítókat használnak először, ha egy kis sugarú kanyarnak a lehető legtisztábbnak és pontosabbnak kell lennie. Erre a célra a kézi hajtás racsni néven reduktorral vagy elektrohidraulikus. Manuális karos tüskés csőhajlítókat használnak, másodszor, ha olcsó eszközre van szüksége a 90 ° -nál nagyobb gyors gyors hajlításhoz kielégítő minőséggel (kapcsok, tekercsek, tekercsek üres részei).
A kézi tüskés csőhajlító készüléke és működési elve forgó vezetővel és fogaskerék-racsnis mechanizmussal az ábra bal oldalán látható:

Megkerülő hajlítóberendezések forgó állvánnyal
A megvásárolt kézi bypass csőhajlítót fix rögzítéssel (középen) ugyanolyan kritériumok szerint kell kiválasztani, mint egy számszeríj esetében: erőteljes stabil szerkezet, a munkadarabot görgőkkel a sablonhoz hengerelve (felső középső). A gyártás során széles körben használják az elektrohidraulikus tüske-hajlító gépeket (az ábra jobb oldalán) a profil mentén a méretre történő nagyon pontos és tiszta hajlításhoz (esetleg változtatható görbület). A szorító "lógó" (parazita) hengeren kívül rezgéscsillapítóként szolgál. Elektromos motor forgatja a rakományt egy fogaskerék-vonaton és egyidejűleg egy hidraulikus szivattyún keresztül, amelyből egy hidraulikus henger működik, és pontosan meghatározott erővel nyomja meg a hengereket.
Henger
A gördülő (nyíló, henger) csőhajlító gépek 2 változatban is ismertek egy meghatározott célra: rögzített és törő asztallal. Ezeket és másokat, manuálisan és gépi meghajtással, folyamatosan telepítik, vagy szállított járművek hajtják végre a munkahelyen történő használatra. Rendszerint nagy téglalap alakú csövek sugara mentén hajlítják őket, de a kerek csövek hajlíthatók is. A kerek fa ívei kissé hajlított csavarral jönnek ki (gyengéd spirálban), de ez a hiba ebben az esetben (kerek cső) a telepítés során teljesen kijavítható. De a professzionális cső "csavarja" minden bizonnyal a "légcsavarhoz" fog járni, amely egyszerűen láthatatlan egy kerek csövön.
Rögzített asztallal
A rögzített asztallal ellátott görgős csőhajlítók a profi csöveket nagy sugarak mentén hajlítják meg, hibák nélkül, pontosan a profil mentén. A munkadarab technológiai "farka" a folyamat kezdetén és végén nincs szükség, azaz lehajlítható a profil mentén a méretig. A profil azonban egyedülálló: kör alakú (egy sugarú) ív. Általában az ilyen hajlító gépek az optimálisak üvegházak, fészerek, garázsok és egyéb melléképületek, ideértve az üvegházak, csapágyak boltozatainak tömeges gyártásához. az ügyfélnél.
A görgős csőhajlító készülékét az ábra mutatja:
Hengercsőhajlító eszköz rögzített asztallal
Bal felső sarok – működési elve: a munkadarabot az alsó görgőkre helyezzük, és a felsők a kívánt hajlítási sugárra nyomják, majd a görgőket addig forgatják, amíg a "hátsó farok" ki nem jön. Az alsó hengerek azonosak, ez biztosítja a technológiai igénybevételek szimmetrikus eloszlását és ennek megfelelően a tiszta, hibamentes hajlítást. A felső henger átmérője általában 1,5-2,5-szer nagyobb, mint az alsóé, ez felgyorsítja a gördülést anélkül, hogy jelentősen megnövelné a munkaerőt. Ilyen típusú házi készítésű csőhajlító vásárlásakor vagy tervezésénél ügyeljen arra, hogy hajlítási sugarú skálája legyen, és hogy az alsó hengerek szerelési hornyai ferde "fordított halszálkásak" (zöld nyilak mutatják). Sugárskála nélkül több munkadarabot kell elrontania, és az egyenes, keresztirányú vagy hosszanti barázdákban lévő görgők (lásd alább) ütés vagy elmozdulás miatt "hullámot indíthatnak". Munka közben – vigyázzon az aszimmetrikus felszerelésre vagy a görgők hibás beállítására, akkor a megfelelő profilozás nem ment meg a "propellertől". A görgős csőhajlító rajzai a profilos csövekhez legfeljebb 45 mm széles szélességűek:
Rögzített asztallal ellátott görgős hajlító rajzai
Ennek a kialakításnak az a hátránya, hogy az alsó görgőket egyenes, hosszanti barázdákba helyezik, jobb lenne ferdén elhelyezni, amint az az oldalsó sávon ugyanazon a helyen látható. A gép újrakonfigurálásának hatékonysága nem fog észrevehetően csökkenni, de az aszimmetria és az üzembe helyezési hibák kizártak.
További információ a hajtásról
A hajtóerő szimmetriája szintén elsősorban "a légcsavarból" fontos. Ebben az esetben a hengerek szimmetrikus elrendezése még nem elegendő mérték.
A technológiai igénybevételek szimmetrikus eloszlásához a hajtótengelyt szimmetrikusan kell elhelyezni a meghajtottakhoz képest, azaz a gép meghajtására a központi (felső) dobon van szükség. Ha például ergonómiai okokból a hajtást egyszerűen átviszik az alsó dobra (az ábrán balra), akkor előbb vagy utóbb (vagy azonnal) a gép "propellert" és esetleg hullámot ad nagy sugarak.

A hengercső-hajlító hajtás helytelen és helyes végrehajtása
Ebben az esetben mindkét alsó görgőt vezetővé kell tenni, szinkronizálva őket például egy merev másodlagos hajtással. lánc, középen. És a legjobb, ha minden görgőt egyformává tesz, és szinkronizálja az összes 3. A gördülés némileg lelassul, de helyrehozhatatlan hibáit kizárják. Ha azonban a kar kapuját kormánykerékre cserélje, az ábra szerint. a szakasz elején, de nehezebb lendkerékként dolgozni, akkor a hajlítás megy – "akár egy rakéta esetében is".
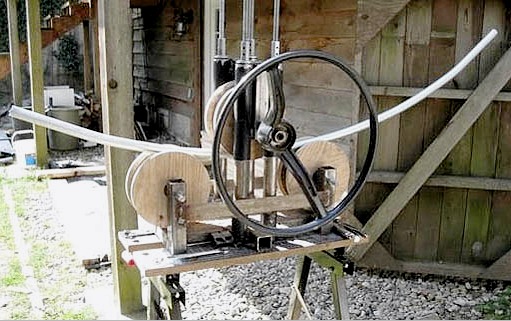
Törő asztallal
Az ilyen típusú csőhajlító munkaasztala 2 részből áll: rögzítve és felfüggesztve egy csuklón. A "lógó" részt egy emelő támasztja meg, és a kimenő alsó henger rá van szerelve. Így a cső hajlítási sugara pontosan és simán be van állítva. A kialakítás meglehetősen nehézkes és nehéz, ezért csak véglegesen van telepítve.
A munkadarab technológiai feszültségeinek megoszlása a törőasztallal ellátott csőhajlítóban kezdetben kissé aszimmetrikus. Ennek leküzdésére csak egy egyszerű, szervezeti intézkedés van: ne forgassa túl gyorsan a hajtást, és ezzel csökkentse a teljesítményt. Először azonban nemcsak nagy, hanem közepes sugarakig is hajlítható: a RIG beállítási tartománya egy törőasztallal ellátott csőhajlítóban sokkal szélesebb. Ez a körülmény egy álló asztalnál is jelentős, ezért egyes mechanikus mesterek nem mozgatható felső hengerrel készítenek görgős hajlítót, és a RIZH-t a kimenő állvány és fogaskerék-mechanizmus felemelésével szerelik fel, lásd:
A hengercső-hajlító hajlítási sugarának beállítása a kimenő henger mozgatásával
Másodszor, ha van egy képzett asszisztense, simán változtatható sugárral hajlíthat, például lancet félívekkel: az egyik elfordítja a meghajtót (vagy szabályozza az elektromos villanyt), a második pedig felemeli az emelőt. Miért felesleges szépség? Az igazi szépség soha nem felesleges. Például a hegyes boltíveken lévő üvegházak több mint relevánsak az északi régiókban, ahol a Nap még nyáron sem emelkedik magasra. Kb. + 15-20% -os hozamnövekedés és 10-12% -os megtakarítás a világításban már gazdasági szépség, anyagilag nagyon kézzelfoghatóan kifejezve.
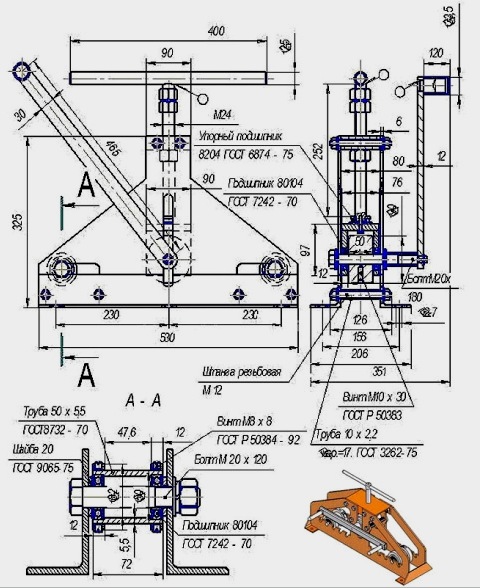
A feltörő asztallal ellátott hengercső-hajlító gép készülékét, hozzávetőleges méreteit és néhány tervezési jellemzőjét az ábra mutatja:
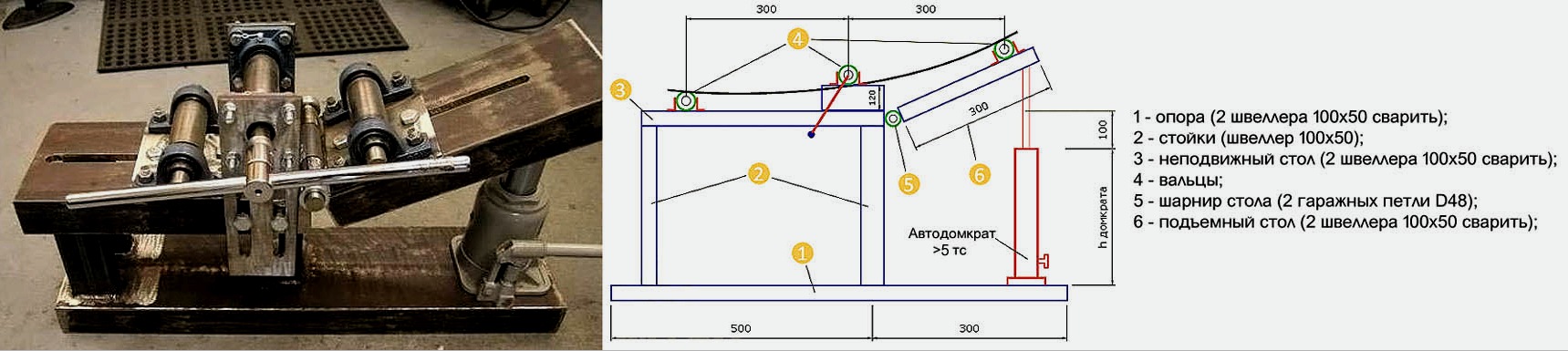
A szakítócsővel ellátott törőasztallal ellátott csőhajlító készüléke és méretei
A hosszanti barázdákban csúszó hajtott görgők felszerelése meglehetősen értékes lelet. A RIZG beállítási tartományának kibővítése, mint mondják, több mag: az alsó hengerek aszimmetrikus felfelé tolásával meg lehet kompenzálni a stressz terjedésének aszimmetriáját. Elvileg, miután sok időt és anyagot költöttünk kísérletekre, lehetséges a különböző RIGS-ekhez beállítási görbét vagy táblázatot készíteni, amely szerint a gép hibamentes hajlításra van beállítva. Igaz, a változó sugarú félívek készítésének lehetősége ebben az esetben nagy valószínűséggel eltűnik, vagy jelentősen beszűkül. Ami persze nem jó.
Megjegyzés: A törőasztallal ellátott görgős hajlító gyártásával kapcsolatos további információkért lásd a videót:
Videó: Roll Bender törőasztallal
Végül
Az épületszerkezetek íves és félig íves részeinek előállítása professzionális csőből meglehetősen jövedelmező vállalkozás, és nem igényel jelentős indítási költségeket. Ezért végül nézze meg a két részből álló videót arról, hogyan lehet saját kezével elkészíteni a profihoz közeli szintű tekercscső-hajlítót az üvegházak és a melléképületek boltívek készítéséhez alakú csövekből, 1. rész:
Videó: komoly, csináld magad csőhajlító

( 2 értékelés, átlag: 5,00 az 5-ből)
Betöltés … mit kell még olvasni: Házi tekercselő gép: normák, ajánlások, hajlítási módszerek, példák Barkács-hajlító gép: tervezés és elrendezés, diagramok, összeszerelés Fúrógép: hogyan kell magad csinálni, alkatrészek, rajzok, gyártás Minden címkével ellátott anyag megjelenítése:
- szerszámgépek
Ugrás a szakaszra:
- Barkács-villanyszerelő, technika és szerszámgépek
Vita:
ír
Név *
E-mail *
Feliratkozás az e-mailes válaszokra
A "Megjegyzés hozzáadása" gombra kattintva elfogadom a webhely felhasználói megállapodását és adatvédelmi irányelveit.



