Barkácsforrasztás: alapok kezdőknek, technológia, típusok és anyagok, finomságok

Tartalom
- Videó: hogyan kell megtanulni forrasztani – lecke kezdőknek
- Mi a forrasztás?
- Hogyan és hogyan kell ónozni / forrasztani?
- A huzal forrasztás jellemzői
- Tartók és fluxusok
- Más forrasztási típusok
- Hogyan kell forrasztani az alumíniumot
- Finom forrasztás
- Videó: leckék a mikroprocesszorok forrasztásáról
- Hogyan kell forrasztani a csöveket
A forrasztás képessége a modern életben, telített elektromos készülékekkel és elektronikával, ugyanolyan szükséges, mint a csavarhúzó és a dugattyú használata. Számos módszer létezik a fémek forrasztására, de először is tudnia kell, hogyan kell forrasztani egy forrasztópáka segítségével, bár háztartási körülmények között más módszerek is megvalósíthatók, és ezekre is szükség lehet. Ez a cikk célja, hogy segítse azokat, akik el akarják sajátítani a kézi ragasztási technológiát.
Megjegyzés: a propilén és más műanyagok forrasztása itt nem érintkezik. Ez valójában nem forrasztás – a technikai folyamatban nincsenek a ragasztómunka, a forrasztás és a fluxus kötelező elemei. A műanyagok forrasztása technológiailag közelebb áll az alacsony hőmérsékleten ellenálló hegesztéshez. Ugyanez vonatkozik a hideg forrasztásra – az alkatrészek összekapcsolása vezető ragasztóval.
A fémek forrasztása forrasztással meglehetősen összetett fizikai-kémiai folyamat, de a munkában meglehetősen egyszerű technikáknak és műveleteknek köszönhető. A korrekt forrasztáshoz, az elméleti vadonban való vándorlás nélkül, pontosan be kell tartani a ragasztómunka előállításának szabályait. Ez különösen a forrasztási módszer, a forrasztás és a fluxus megválasztására vonatkozik, az összekapcsolandó alkatrészek típusától és a forrasztott kötés követelményeitől függően. A bemutatott anyag fő részét ezeknek és más részleteknek szentelik, amelyek nélkül egy erős pecsét nem fog működni.
Megjegyzés: ha valamit gyorsan meg akar forrasztani, az alábbiakban megnézhet egy mélyreható oktatóvideót a kezdők forrasztásának alapjairól. De ne feledje, hogy ez nem helyettesíti a szöveg többi részét. A ragasztómunkában nem mindig érvényes az a szabály, hogy „csináld így, akkor kiderül”. És egy jól bevált produkcióban előfordul, hogy össze kell rakni az agyad – de mi van, ha rosszul derül ki? Vagy mit kell tennie annak érdekében, hogy mindez ugyanaz legyen, ha nincs valami, amit állítólag meg kellene tennie.
Videó: hogyan kell megtanulni forrasztani – lecke kezdőknek
Mi a forrasztás?
Az otthoni saját készítésű forrasztás a következő technológiai műveletekre vezethető vissza:
- A forrasztott felületeket megtisztítják a szennyeződéstől, a korróziós kéregtől stb.
- Ragyogásig megtisztítják, azaz. az oxidok látható nyomainak hiányára;
- Folyamat borítja – olyan anyag, amely eltávolítja az oxidmaradványokat, és nem teszi lehetővé a felületek oxidációját a további folyamat során. Ónozáshoz való fluxáláshoz előnyösen nem folyékony vagy szilárd fluxust, hanem fluxus pasztát kell használni;
- Ezután a felületeket ónozzák – olvadt forraszanyagot visznek rájuk (egy speciálisan forrasztásra tervezett ötvözetet), miközben egy vékony filmmel szétterül és vegyileg kombinálódik az nem nemesfémmel;
- Az alkatrészeket mechanikusan előre összekötik: csavarással, csipesszel, fogóval összenyomva, egy satuban, bilincsben stb.
- Egy másik fluxust alkalmazunk a forrasztás hevítés alatt történő oxidációjának megakadályozására;
- A forrasztót melegítéssel (esetleg már másként) alkalmazzák, amíg egy adott minőségű hegesztést nem kapnak;
- Ha a forrasztást ónozott csúcsú forrasztópáka segítségével hajtották végre (lásd alább), a végén megtisztítják és inaktív fluxussal fedik le. Annak érdekében, hogy a forrasztás jó minőségű legyen, a szokásos forrasztópákát fluxusos heggyel kell tárolni!
Ezután részletesebben megvizsgáljuk a legfontosabb műveleteket, amelyekre különös figyelmet kell fordítani a megfelelő forrasztás megtanulása érdekében.
Szükséges visszavonulás
A forrasztási témával kapcsolatos megjegyzésekben a témát széles körben megvitatják: hogyan helyes – ónozni vagy besugározni? Az orosz szaknyelv szabályai szerint – ón, mint az "ón" más szóalakokban; a paráznaságnak semmi köze hozzá. De jobb, ha lehetséges, egyáltalán előtagok nélkül csinálni, mert a szóalakok gyökereiben a "d" gyakran "g" -re (ónozásra) változik, és akkor lehetséges a parazita társulás egy tócsával. Mit kell ónozni – tócsába mártani? Szükséges – bütykölni. A "forrasztás" helyett a "forrasztás" egyértelműen elfogadhatatlan, mivel ezeknek a szavaknak teljesen más jelentése van. Valamint "forrasztás" helyett "forrasztás". A gyors jég a parti jég sávja, amely a víztestek fagyásakor keletkezik. A tapadás pedig egy műtéti művelet nemkívánatos következménye. Az alkatrészek forrasztásának helye egy varrás.
Megjegyzés: az orosz északi nyelvjárásokban ludák – víz alatti kőgerincek – és még az ott található sig-ludoga halak is találhatók. De a kanonikus orosz nyelvben a ludák rendkívül ritkák, ezért figyelmen kívül hagyhatók.
Csupaszítás
A tisztítás utáni sztrippelés az első trükkös forrasztási művelet. Csiszolóanyagok használata elfogadhatatlan! A fémbe ágyazott legkisebb részecskéiket nem lehet teljesen eltávolítani. Ezt követően a varratot elpusztító folyamatok melegágyává válnak.
A forrasztás felületét reszelővel, reszelővel, kaparószerszámmal (különböző típusú kaparókkal) vagy egyszerűen késsel tisztítják. De a legjobb, különösen, ha az áramvezető vezetékeket forrasztásra készítik elő, azonnal fedje le őket aktivált fluxussal (lásd alább), és forrasztás után óvatosan távolítsa el maradványait. Kényelmes ezt alkohollal megnedvesített fogkefével megtenni.
Hogyan és hogyan kell ónozni / forrasztani?
A következő műveletekhez speciális elektromos fűtőeszközre lesz szüksége: forrasztópáka, aljzat vagy forrasztópáka. Az otthoni forrasztás leggyakrabban ónozott rézhegyű elektromos forrasztópáka segítségével történik. Eszközét a poz. 1 ábra Egy amatőr forrasztó "teljes boldogságáért" 16-20 W-os rúd forrasztópáka szükséges a mikrokapcsolókhoz és a nyomtatott áramköri lapokhoz, poz. 2a, 40-50 W (2b. Tétel), elektromos vezetékekhez és rádióelektronikai alkatrészek csuklós szereléséhez, és 80-150 W (2c. Tétel), kis fémszerkezetek forrasztással történő összeszereléséhez.

Az ónozott rézhegyű elektromos forrasztópáka készüléke és fajtái
Ha nem szándékozik mikrochipekkel (telefonok, táblagépek, számítógépek) és 0,5-0,6 mm-nél nagyobb vastagságú acélforrasztóval dolgozni, akkor 25 W-os (3a. -65 W, pos. 3 b. Hirtelen szükség lesz olyan fémprofilok forrasztására, amelyek falvastagsága legfeljebb 3-4 mm és / vagy vastag acéllemez, szükséged lesz egy radiátor típusú "fejsze" forrasztópáka 300-400 W-ra, pos. négy.
A kis teljesítményű forrasztópáka csúcsai (2a, 2b, 3a, 3b poz.) Kezdetben nem kovácsoltak, ezért elég gyorsan oxidálódnak (kiégnek). Tartósságuk növelése és egyidejűleg szükség szerinti alakítása érdekében a forrasztópátról eltávolított rudat fémkalapáccsal kalapálják az asztali satuba üllőjén. Ezt követően nem szükséges reszelővel „megkarcolni”, és nem is szükséges, hogy ne törölje a külső tömörített rézréteget. Kovácsolás után a hegyet azonnal aktivált fluxussal vonják be.
Most szilárd gyantára és puha, kellően tűzálló forrasztásra van szükség (lásd alább): POS-10, POS-30 vagy POS-40. A forrasztópáka a helyére kerül, rögzítve van, ha van rögzítőcsavar, és a forrasztópáka csatlakozik a hálózathoz. Amint a fluxus felforrósodik melegítés közben, a csípő mártásba merül, így nem lesz meztelen. Amikor a gyanta a hegye körül buborékolni kezd, dörzsölje meg forrasztópálcával, amíg a hegy teljes felületén egyenletes, sűrű fele nem lesz. Az orsó menetforrasztása ebben az esetben nem túl jó, apró alkatrészek forrasztására szolgál.
Mialatt a forrasztópákát készítettük elő, a forrasztófelületek fluxusa elvégezte a dolgát: a rétege alatt tiszták, ónozható. Itt a kritikus pont az alkatrészek vastagsága lesz:
- A forrasztópálca átmérőjének kevesebb, mint 1/8-a – kevesebb, mint 7 másodperc alatt felmelegszik a forrasztás olvadáspontjáig. A gumboilnak nem lesz ideje forrni.
- Ugyanannak az értéknek több mint 1/6-a – több mint 10 másodperc alatt felmelegszik, a fluxus forrni fog, az alkatrészek csupaszok és oxidálódnak.
- 1 / 8-1 / 6 rúd átmérője – leggyakrabban a saját tapasztalatai alapján kell, hogy alacsony olvadáspontú forrasztással ónozzunk magas forráspontú fluxus alatt. Vagy használjon erősebb forrasztópákát.
Az első esetben egy csepp forrasztást gyűjtenek a csúcsra, átviszik a forrasztandó felületre, és ha:
- A huzal vékony – könnyen, nyomás nélkül mozoghat a csupasz vég mentén egy csípéssel az egyik, majd az ellenkező oldalról, amíg a forrasztás el nem terjed. A huzalt a hegyével lefelé tartják. Az oda csöpögött egy csepp felesleges forrasztót forrasztópáka segítségével távolítják el.
- A huzal vastag – a csípést spirálban mozgatják előre-hátra.
- Lapos, vékony, hosszú darab – a forrasztót a végére viszik, és a hegyét végig mozgatják. Amikor az alkatrész nem ónozott szélei megjelennek a csípés mögött, több fluxust alkalmaznak az alulexponált területre, összegyűjtenek egy újabb csepp forrasztást és folytatják a bádogozást.
- Hosszabb szélesebb rész – ugyanaz, mint korábban. esetben, de a csípést kígyó vezeti.
- Széles részletesség – a csípés spirálon mozog a közepétől a széléig.
Vastag alkatrészek ónozásához vegyen fluxussal ellátott menetforrasztót, az ún. harpius: ez egy vékony, rugalmas forrasztófóliából készült cső, amelynek lumenében porgyanta van. A bádogozás hosszú darabok szélén vagy széles darabok közepén kezdődik. A harpius végét a bádogozás kezdetének helyére alkalmazzák, forrasztópáka segítségével addig melegítik, amíg el nem terjed. A csípős mozdulatok megegyeznek az eddigiekkel. esetek. A forrasztást a csípés alatt táplálják, amikor elfogyasztják. Adja fel a csípést – addig ragaszkodik hozzá, amíg egy nagy csepp képződik, amely elvezet, ahol nincs rá szükség.
A huzal forrasztás jellemzői
A forrasztott alkatrészek előzetes csatlakoztatásakor a legtöbb probléma a huzalokkal merül fel: ehhez kézzel kell megérinteni őket, ami piszkosítja a fémfelületet, és a huzalok forrasztásának – más forrasztott kötéseknél gyakrabban – el kell viselnie. mechanikai terhelések.
Huzalszálak
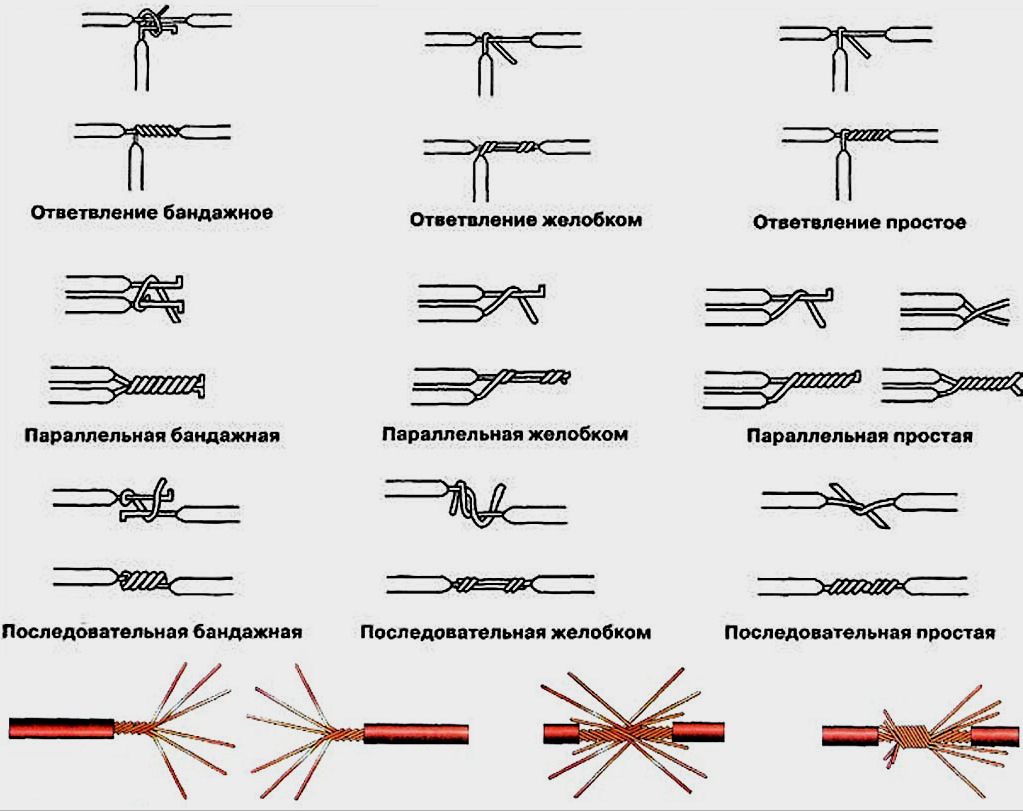
A huzalok forrasztása előtt megfelelően meg kell csavarni őket. A forrasztáshoz használt huzalcsavarások fő típusait az ábra mutatja. Mindegyiknek megvan a maga célja:
- A kötéscsavarok merev (vastag egymagú) áramot vezető vezetékeket kötnek össze, azaz amelyen keresztül az elektromos energiát továbbítják. Különösen – külső vezetékek. A lepelcsatlakozás elegendő elektromos kapcsolatot biztosít akkor is, ha az oxidált csomópont hiányzik vagy túlmelegedett.
- A hornyolt csavarokat alacsony olvadáspontú hőszigetelésekben (egyszerű PVC, polietilén) hajtják végre, amikor a forrasztóanyag teljes eloszlatása szükséges minimális fűtés mellett. A furulya csavarjait csak a horony mentén melegítik.
- Egyszerű fordulatokkal mind az egy-, mind a többmagos huzalok összekapcsolhatók, amelyeket a szigetelésüktől éppen megvontak (fényesek).
- Egyszerű szekvenciális csavarás, az ún. közvetlen brit, vagy egyszerűen brit, alkalmazható az 1,4 négyzetméter keresztmetszetű rugalmas kábelek feszültség alatt álló vezetékeinek csatlakoztatására. mm, rendszeres nehéz mechanikai igénybevétel nélkül. elektromos hosszabbítókábelek vagy ideiglenes kunyhók.
A rendszeres és / vagy állandó mechanikai igénybevételnek kitett elektromos vezetékeket sodorni kell. Csavarja őket, ahogy az alábbi ábrán látható: a végeket kijelölik, a "seprűket" egymásba tolják és brit stílusban csavarják. Forrasztva például nagy szilárdságú, alacsony olvadáspontú forrasztással. POSK-50 (lásd alább) aktivált fluxussal, amely nem igényli a maradékok eltávolítását, lásd alább.
Több mint 0,7 négyzetméter keresztmetszetű vezetékek párhuzamos (holtpontos) sodrása. mm, kívánatos az olvadt forrasztásban történő forrasztás, lásd alább. Ellenkező esetben vagy hosszú ideig kell fűteni, vagy túl erős forrasztópáka segítségével, ezért a szigetelés kúszik, és a fluxus idő előtt forr.
Megjegyzés: egymagú ónozott huzalok – rádióelektronikai alkatrészek kivezetései – megengedett forrasztani egymástól végig vagy horgolt horoggal, lásd az 1. ábrát. jobb oldalon.
Mi van forrasztva, de nem forrasztva
A hajlékony koaxiális kábeleket és a sodrott érpárú számítógépes hálózatok kábeleit nem forrasztásra tervezték. Tapasztalt kábeltechnikus, aki kivételes esetekben teljes ismerettel rendelkezik a jelátviteli vonalak elektrodinamikájához, hüvelyt készíthet rájuk. De ha amatőr végzi, akkor is, ha egyébként képzett elektronikai mérnök és szerelő, a vezeték sávszélessége és zajállósága a megengedett szint alá csökken, teljes veszteségig.
Hogyan lehet megtisztítani és megőrizni a csípést
A forrasztópáka csúcsát egy puha, porózus vagy szálas béléshez dörzsölve tisztítják meg a forrasztási maradványoktól. Leggyakrabban habgumit használnak, de ez nem a legjobb megoldás: ég és tapad a csípésre. A tisztításhoz a legjobb anyag a természetes filc vagy a bazaltkarton. De még jobb – kétlépcsős tisztítás, először fémszalagból készült szivaccsal, majd filccel. Tisztítás után a forrasztópákát kikapcsolják, a még keményebb hegyet injektálják a szilárd gyantába, és várják meg, amíg abbahagyja a buborékosodást. Ezután távolítsa el a csípést, és tartsa lefelé a végét, hogy a felesleges gyanta kiürüljön. Ha teljesen kihűl, a forrasztópáka elküldhető tárolásra.
Tartók és fluxusok
Most eljött az ideje, hogy kiválasszuk a megfelelő munkaforrasztást és fluxust, mert a forrasztásnak, a fél naptól eltérően, nemcsak az alapfémhez kell szilárdan tapadnia, hanem önmagának is erősnek kell lennie. A régi kézikönyvben szereplő összefoglaló információkat a forrásokról és a széles körben elterjedt fluxusokról az 1. ábra mutatja. Ami a mostani időt illeti, nem nagyon lehet hozzáfűzni.
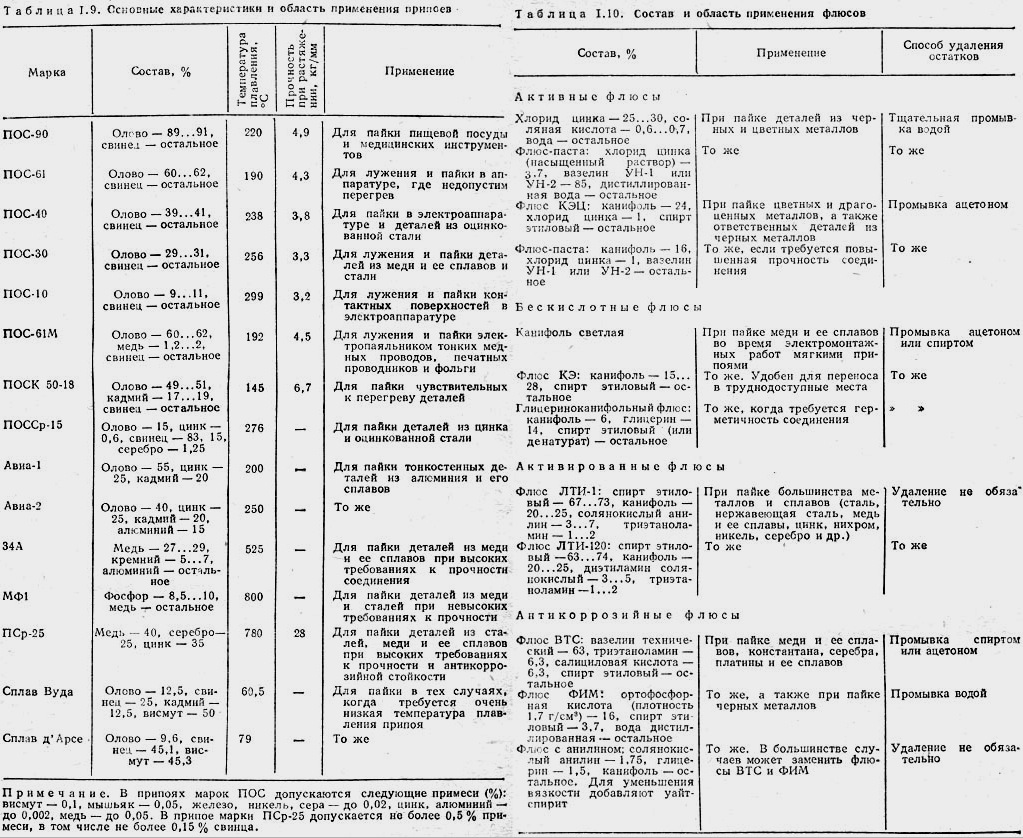
Az általános használatú forrasztók és fluxusok jellemzői
Tartók
A POS-90 és az Avia-2 közötti tartók puhák az alacsony hőmérsékletű forrasztáshoz. Csak az elektromos érintkezés garantált. POS-30 és POS-40 forrasztott réz, sárgaréz, bronz inaktív fluxusokkal, ugyanez acél és acél és acél – aktívakkal. A POSSr-15 inaktív fluxusokkal horganyzott lehet; más forrasztó acélra korrodálja a cinket, és a forrasztás hamarosan leesik.
34A, MF-1 és PSr-25 szilárd forrasztók a magas hőmérsékletű keményforrasztáshoz. A 34A forrasztóanyag felhasználható alumínium forrasztására lángban (lásd alább, az alumínium forrasztásáról) speciális fluxusokkal, lásd ugyanott. Forrasztó MF1 réz acélhoz aktivált fluxussal. Az "alacsony szilárdsági követelmények" ebben az esetben azt jelentik, hogy a kötés szilárdsága közelebb áll a rézhez, mint az acélhoz. A PSr-25 száraz forrasztópáka forrasztásakor (lásd alább) ékszerek, tiffany ólomüveg ablakok stb. Forrasztására alkalmas.
Fluxok

A forrasztási fluxusokat semlegesre (inaktív, savmentes) osztják, kémiailag nem lépnek kölcsönhatásba az alapfémmel vagy jelentéktelen mértékben lépnek kapcsolatba, aktiválódnak, kémiai hatással vannak az alapfémre hevítve, és aktívak (savasak), hatnak rá és hidegre . Ami a fluxusokat illeti, századunk hozta a legtöbb újítást; többségük jó, de kezdjük a kellemetlenekkel.
Először is, a kereskedelemben már nincs kereskedelmi forgalomban tiszta aceton a mosási adagok miatt, mivel azt a gyógyszerek titkos előállításában használják, és önmagában kábító hatású. Technikai aceton – 646. És 647. Oldószerek helyettesítői.
A második az, hogy az aktivált fluxus pasztákban található cink-kloridot gyakran teraborát-nátrium-barnával helyettesítik. A sósav nagyon mérgező, kémiailag agresszív illékony anyag; a cink-klorid is mérgező, hevítve pedig szublimál, azaz. olvadás nélkül elpárolog. A Borax biztonságos, de melegítve nagy mennyiségű kristályosodó vizet bocsát ki, ami kissé rontja a forrasztás minőségét.
Megjegyzés: Maga a Borax forrasztási fluxus olvadt forraszanyagba mártásra, lásd alább.
A jó hír az, hogy most a fluxusok széles választékát kínálják az összes forrasztási élettartamra. A szokásos ragasztómunkához szükséged lesz (lásd az ábrát). Olcsó SCF-re (alkoholos gyanta, korábbi CE, a második ábra a fenti ábra I.10. Táblázatában szereplő savmentes fluxusok listáján) és forrasztó (maratott) savra, ez az első savas fluxus a listán. Az SCF alkalmas réz és ötvözeteinek forrasztására, a forrasztó sav pedig acélra.
Az SCF-ből forrasztást le kell mosni: a gyanta borostyánkősavat tartalmaz, amely hosszan tartó érintkezéskor elpusztítja a fémet. Ezenkívül egy véletlenül kiömlött SCF azonnal elterjed egy nagy területen, és nagyon hosszú ideig száradó, rendkívül ragadós péppé alakul, amelynek foltjai nem távolíthatók el ruhákról, bútorokról vagy falakkal ellátott padlókról. Általánosságban elmondható, hogy a GFR jó forrasztás forrasztáshoz, de a sárosfejekhez nem.
A GFR teljes értékű helyettesítője, de nem annyira undorító, ha gondatlanul kezelik, a TAGS fluxus. Az acél alkatrészek a megengedettnél nagyobb tömegűek forrasztási savval forrasztva, szilárdabban pedig F38 fluxussal forrasztva. Az univerzális fluxus használható szinte bármilyen fém forrasztására bármilyen kombinációban, beleértve a alumínium, de a vele való kereszteződés szilárdsága nincs szabványosítva. Később visszatérünk az alumínium forrasztására.
Megjegyzés: Ne felejtsd el a rádióamatőröket – most fluxusok kaphatók zománcozott vezetékek forrasztásához csupaszítás nélkül!
Más forrasztási típusok
A bütykölés szerelmesei gyakran forrasztanak egy száraz, forrasztópáka bronz csupasz csúcsával, az ún. forrasztó ceruza, pos. 1 az 1. ábrán. Jó, ahol a forrasztás terjedése a forrasztási zónán kívül elfogadhatatlan: ékszerekben, ólomüveg ablakokban, forrasztott iparművészeti tárgyakban. Néha a felületre szerelt mikrochipeket is szárazon forrasztják 1,25 vagy 0,625 mm tűtávolsággal, de ez tapasztalt szakemberek számára is kockázatos vállalkozás: a rossz hőérintkezéshez túlzott forrasztópáka teljesítmény és hosszan tartó fűtés szükséges, és lehetetlen biztosítani a a fűtés stabilitása kézi forrasztás közben. Száraz forrasztáshoz használjon POSK-40, 45 vagy 50 hárfust és fluxus pasztákat, amelyek nem igénylik a maradványok eltávolítását.

Más típusú forrasztás, amely otthon végezhető
A vastag huzalok holtpontjait (lásd fent) forrasztjuk merítéssel egy tokba – egy olvadt forrasztású fürdőbe. Valamikor a futorkát fúvókával hevítették (2a. Poz.), Mára azonban primitív vadság: az elektrofluor vagy a forrasztókád (2. poz.) Olcsóbb, biztonságosabb és jobb forrasztási minőséget ad. A csavart a forrasztóanyagba vezetett forrási fluxusrétegen keresztül vezetik be a forrasztásba, miután megolvadt és az üzemi hőmérsékletre melegszik. A legegyszerűbb fluxus ebben az esetben a kolofónipor, de hamarosan felforr, és még gyorsabban ég. Jobb, ha barnával forrasztja az esetet, és ha forrasztókádat használnak apró alkatrészek horganyzásához, akkor ez az egyetlen lehetőség. Ebben az esetben a lábtartó maximális hőmérsékletének legalább 500 Celsius-foknak kell lennie, mert a cink 440-nél olvad.
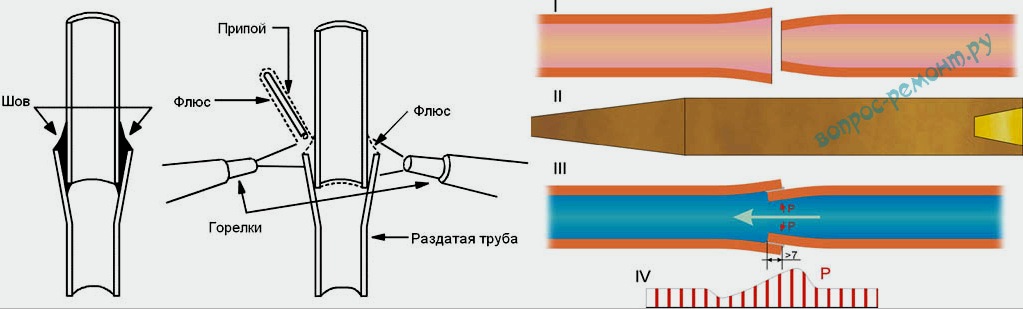
Végül a masszív réz például a termékekben. a csöveket kemény hőforrasztással forrasztják. Mindig égetlen részecskéket tartalmaz, amelyek mohón elnyelik az oxigént, ezért a lángnak, ahogy a vegyészek mondják, csökkentő tulajdonságai vannak: eltávolítja a maradék oxidot és megakadályozza az újak képződését. A pos. 3 láthatja, hogy egy speciális forrasztópáka lángja szó szerint hogyan fúj ki mindent, ami felesleges a forrasztási zónából.
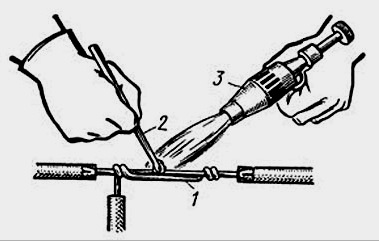
Kézi magas hőmérsékletű lángforrasztás
Magas hőmérsékletű keményforrasztást végeznek, lásd a 7. ábrát. jobb oldalon egyenletesen dörzsölve az 1 forrasztási zónát egy kemény 2 forrasztópálcával. A 3 égő lángjának követnie kell a forrasztást, hogy a forró pont ne kerüljön a levegőbe. A forrasztási zónát előzetesen felmelegítik, amíg a színező színek meg nem jelennek. Valami mást a szokásos módon puhán forraszthatunk a keményen forrasztott felületre. A lángforrasztásról a csövekről alább olvashat.
Érdekes módon egyes források forrasztóállomásnak nevezik a forrasztópákát. Nos, az átírás egy átírás, mit vehet belőle. Valójában az asztali forrasztóállomás (lásd a következő ábrát) kényes forrasztási munkákhoz szükséges berendezés: mikrochipekkel stb., Ahol a túlmelegedés elfogadhatatlan, a forrasztás terjesztése ott, ahol nincs rá szükség, és egyéb hibák. A forrasztóállomás pontosan fenntartja az előre beállított hőmérsékletet a forrasztási zónában, és ha az állomás gáz, akkor ott ellenőrzi a gázellátást. Ebben az esetben az égőt a készlet tartalmazza, de maga a forrasztópisztoly forrasztóállomás legfeljebb egy kőbánya – a Szent Bazil-székesegyház.

Asztali forrasztóállomások
Hogyan kell forrasztani az alumíniumot

Forrasztási fluxusok alumíniumhoz
A modern fluxusoknak köszönhetően az alumínium keményforrasztása általában nem nehezebb, mint a réz. Az F-61A fluxust alacsony hőmérsékletű forrasztásra szánják, lásd az 1. ábrát. Forrasztóanyag – az Avia forrasztók bármely analógja; vannak különféle akcióban. Az egyetlen dolog, hogy jobb, ha ónozott bronzrudat helyezünk be a forrasztópákaba, amelynek csúcsain bevágások vannak, kb. Réteg alatt fluxus könnyen levakarja az erős oxid fóliát, amely nem teszi lehetővé az alumínium forrasztását.
Az F-34A fluxust alumínium magas hőmérsékletű forrasztására tervezték 34A forrasztóval. A forrasztási zónát azonban nagyon óvatosan kell lánggal melegíteni: maga az alumínium olvadáspontja csak 660 Celsius fok. Ezért jobb az alumínium magas hőmérsékletű keményforrasztását lángmentes kamrában (keményforrasztás kemencefűtéssel), de az ehhez szükséges berendezések drágák.
Réz alumínium bevonat forrasztáshoz
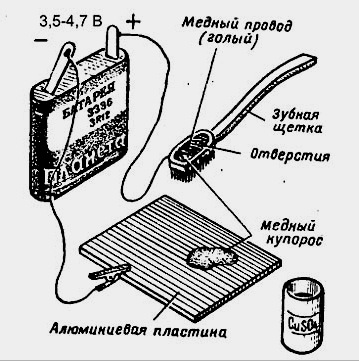
Van egy "úttörő" módszer is az alumínium keményforrasztására előzetes rézborítással. Akkor alkalmas, ha csak elektromos érintkezés szükséges, és a forrasztási területen a mechanikai igénybevétel nincs, például amikor az alumínium házat a nyomtatott áramköri kártya közös buszához kell csatlakoztatni. Az alumínium "úttörő" keményforrasztását az 1. ábrán látható berendezésen hajtják végre. bal. A réz-szulfát porát egy kupacban öntik a forrasztási területre. Egy keményebb, csupasz rézhuzalba tekert fogkefét desztillált vízbe mártunk, és nyomással vitriollal dörzsöljük. Amikor rézfolt jelenik meg az alumíniumon, a szokásos módon ónozzák és forrasztják.
Finom forrasztás
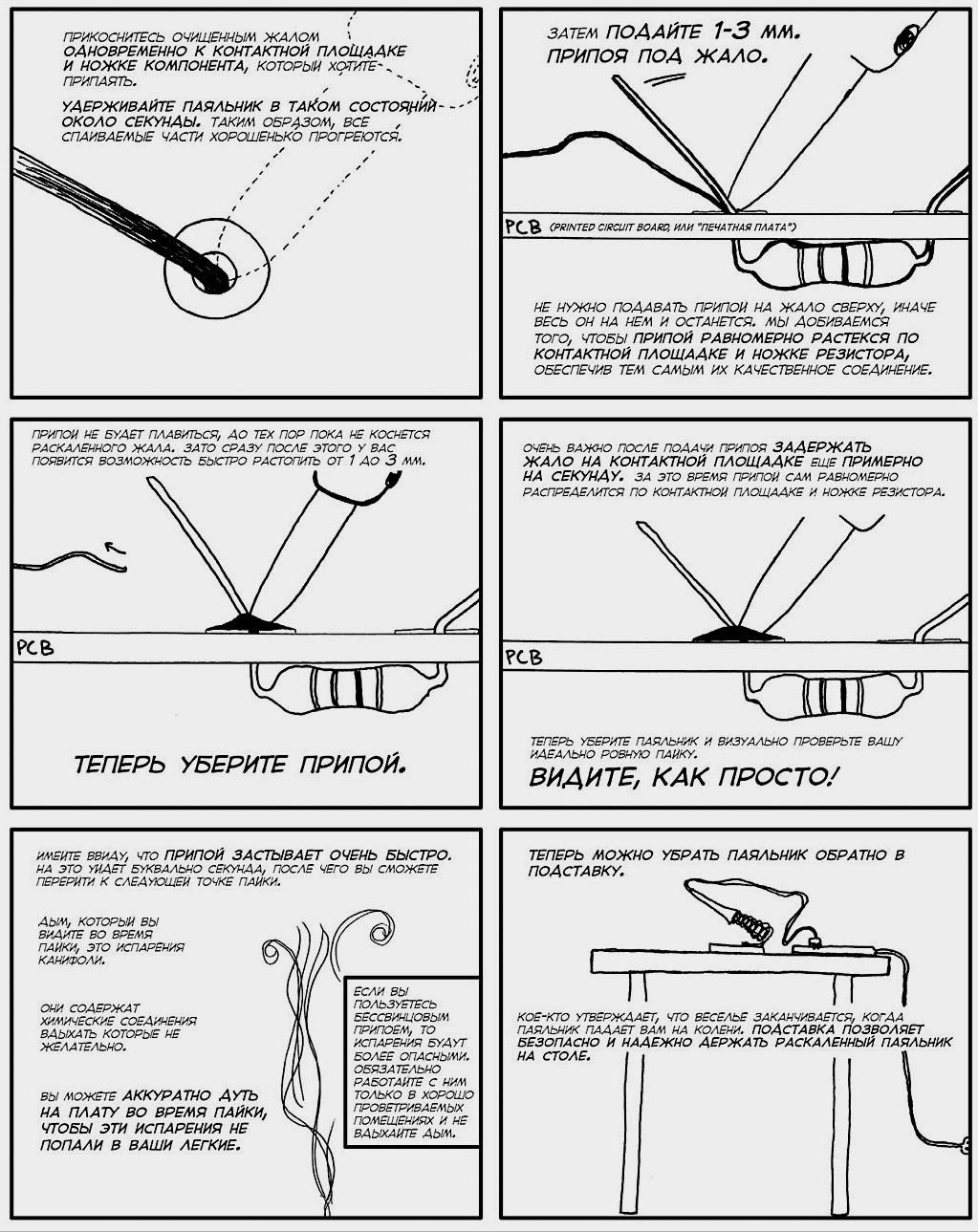
A forrasztó PCB-knek megvannak a maga jellemzői. Az alkatrészek forrasztása nyomtatott áramköri lapokra általában lásd a képeken található kis mesterkurzust. A vezetékek ónozása megszűnik, mert a rádiós alkatrész vezetékei és a chipek már ónozottak.
Amatőr környezetben egyrészt nincs értelme minden áramot vezető sínt ónozni, ha a készülék 40-50 MHz-ig terjedő frekvencián működik. Az ipari termelésben a táblákat ónozzák például alacsony hőmérsékletű módszerekkel. permetezés vagy galvanizálás. A pályák teljes hosszában történő forrasztópáka általi felmelegítése rontja az alaphoz való tapadásukat, és növeli a delaminálódás valószínűségét. Az alkatrész összeszerelése után jobb a lakkot lakkozni. A réz ettől azonnal elsötétül, de ez semmilyen módon nem befolyásolja a készülék teljesítményét, hacsak nem mikrohullámú sütőről beszélünk.
Elektronikus alkatrészek forrasztása nyomtatott áramköri lapra
Ezután nézz meg valami csúnyát az ösvény bal oldalán. ábra. Egy ilyen házasságért és a szovjet EP-képviselő (Elektronikai Ipari Minisztérium) rossz emléke miatt az összeszerelőket rakodóvá vagy segédmunkássá degradálták. A lényeg nem is a drága forrasztás megjelenésében vagy túlköltekezésében van, hanem egyrészt abban, hogy ezen plakkok lehűlése során mind a szerelőbetétek, mind az alkatrészek túlmelegedtek. És a nagy nehéz forrasztó gyöngyök meglehetősen inert súlyok a már legyengült pályákhoz. A rádióamatőrök jól tudják a hatást: véletlenül a tintahal deszkát löktem a padlóra – 1-2 vagy több pálya levált. Az első forrasztás megvárása nélkül.
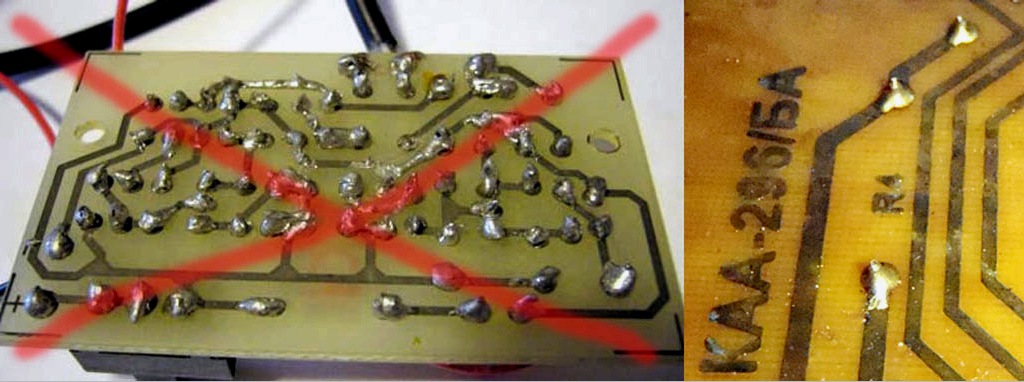
Helytelenül és helyesen bekötött nyomtatott áramköri lapok
A nyomtatott áramköri lapokon lévő forrasztó gyöngyöket simán kell lekerekíteni, magassága nem haladhatja meg a szerelőlap átmérőjének 0,7-jét, lásd jobb oldalon a 2. ábrán. A vezetékek hegyének kissé ki kell nyúlnia a gyöngyökből. A tábla egyébként teljesen házi készítésű. Van otthon módja annak, hogy a nyomtatott vezetékeket ugyanolyan pontosak és áttekinthetőbbé tegyék, mint a gyáriakat, és még oda is nyomtassa a kívánt feliratokat. Fehér foltok – vakítás a lakktól fényképezéskor.
A konkáv és még ráncosabb csomók szintén házasságnak számítanak. Csak egy homorú gyöngy azt jelenti, hogy nincs elegendő forrasztás és ráncos, kivéve, hogy a levegő behatolt a forrasztásba. Ha az összeszerelt eszköz nem működik, és gyanú merül fel a csepegtetésről, akkor először is nézzen ilyen helyekre.
IC-k és chipek
Valójában egy integrált mikrokapcsoló (IC) és egy chip megegyezik, de az áttekinthetőség kedvéért, amint azt a technológiában általánosan elfogadták, mikrokapcsolásokkal, "mikrukhs" -okkal, az integrációt tekintve DIP-csomagokban hagyjuk az integrációt , beleértve, 2,5 mm-es kimenetekkel, szerelési furatokba vagy forrasztókupakokba szerelve, ha a tábla többrétegű. Legyenek a chipek szuper nagy IC-k – "millió plusz", felszínre szerelve, 1,25 mm vagy annál kisebb ólommagassággal és mikrochipek – miniatűr IC-k ugyanabban az esetben telefonok, táblagépek és laptopok esetében. A merev, többsoros csapokkal rendelkező processzorokat és egyéb "köveket" nem érintjük meg: azokat nem forrasztják, hanem speciális aljzatokba helyezik, amelyeket egyszer forrasztanak a táblába, amikor azt a vállalkozásnál összeszerelik.
Forrasztópáka föld
A modern CMOS (CMOS) IC-k a statikus elektromosságra való érzékenység szempontjából megegyeznek a TTL és a TTLSh-vel, 100 V-on 150 V-os potenciált tartanak károsodás nélkül. A 220 V-os hálózat üzemi feszültségének amplitúdóértéke 310 V (220×1,414). Ezért a következtetés: 12-42 V feszültséghez kisfeszültségű forrasztópáka szükséges, amely a vasaló egy leengedő transzformátorán keresztül csatlakozik, nem pedig impulzusgenerátoron vagy kapacitív előtéten keresztül! Akkor még a csípés közvetlen meghibásodása sem fogja elrontani a drága chipeket.
Még mindig vannak véletlen, és még veszélyesebb hálózati feszültség-túlfeszültségek: a hegesztést a közelben kapcsolták be, volt hálózati feszültség, szikrázott a vezeték stb. A legmegbízhatóbb módja annak, hogy megvédje magát tőlük, ha nem tereli el a "vándorlás" lehetőségeit a forrasztópáka hegyéről, de nem is engedi ki onnan. Ehhez még a Szovjetunió speciális vállalkozásainál is használtak egy áramkört a forrasztópáka bekapcsolására, az ábra mutatja:
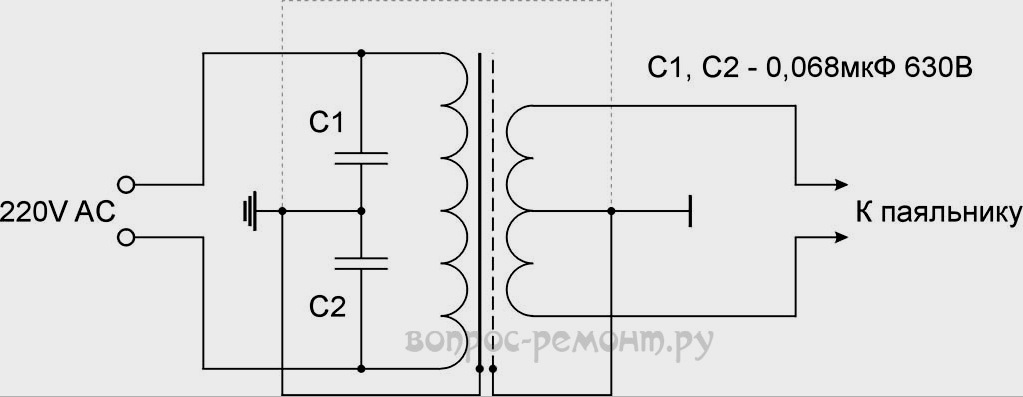
Kisfeszültségű elektromos forrasztópáka földelési diagramja
A C1 C2 csatlakozási pont és a transzformátor magja közvetlenül a védőföldelő áramkörhöz, valamint a másodlagos tekercs középső pontjához – a pajzstekercseléshez (nyitott rézfólia hurok) és a munkahelyek földelővezetékéhez – kapcsolódik. Ez a pont külön vezetékkel van az áramkörhöz csatlakoztatva. A transzformátor elegendő teljesítményével annyi forrasztópáka csatlakoztatható hozzá, ahányszor külön-külön földelni kell. A házban az a és a b pont külön vezetékekkel csatlakozik a közös földkivezetéshez.
Mikrohullámú áramforrások
A DIP tokok mikrokapcsolásait más elektronikus alkatrészekhez hasonlóan forrasztják. Forrasztópáka – 25 W-ig Forrasztóanyag – POS-61; fluxus – TAGS vagy alkohol gyanta. A maradványait acetonnal vagy annak helyettesítőivel kell lemosni: az alkohol szorosan veszi a gyantát, és lehetetlen kefével vagy ronggyal teljesen lemosni a lábak között.
Ami a chipeket illeti, és még inkább a mikrochipeket, semmilyen szintű szakembereknek nem ajánlott kézzel forrasztani őket: ez egy olyan lottó, amely nagyon problematikus győzelemmel és nagyon valószínű veszteséggel jár. Ha olyan finomságokról van szó, mint a telefonok és táblagépek javítása, akkor forrasztóállomásért kell elágaznia. Használata nem sokkal bonyolultabb, mint egy kézi forrasztópáka használata, lásd az alábbi videót, és az egészen tisztességes forrasztóállomások ára már elérhető.
Videó: leckék a mikroprocesszorok forrasztásáról
Mikrohullámú áramforrások
"Helyesen", a javítás során ellenőrizendő IC-k nincsenek forrasztva. Diagnosztikájukat speciális tesztelők és módszerek segítségével a helyszínen végzik, és a használhatatlant végleg eltávolítják. De az amatőrök nem mindig engedhetik meg maguknak, ezért az alábbiakban csak abban az esetben adunk videót az IC-k forrasztásának módszereiről DIP esetekben. A mikrochipes chipek, a kézművesek ötletelik a forrasztást is, például csúsznak egy nichrom huzalt egy csapszeg alá, és száraz forrasztópákaival melegítenek, de ez a lottó még kevésbé nyer, mint a nagy és extra nagy IC-k kézi telepítése.
Videó: forrasztópanelek – 3 mód
Hogyan kell forrasztani a csöveket
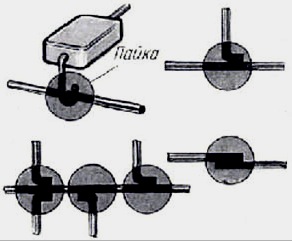
A rézcsöveket bármilyen hőmérsékleten forrasztják bármilyen rézforrasztó ötvözettel, aktivált fluxus pasztával, amely nem igényli a maradékok eltávolítását. További 3 lehetőség lehetséges:
- Réz (sárgaréz, bronz) tengelykapcsolókban – forrasztási szerelvények.
- Teljes terjesztéssel.
- Hiányos elosztással és tömörítéssel.
A rézcsövek forrasztása a szerelvényekben megbízhatóbb, mint mások, de jelentős többletköltségeket igényel a tengelykapcsolók számára. Az egyetlen eset, amikor pótolhatatlan, a terelő eszköz; akkor pólóillesztést használnak. Mindkét forrasztandó felületet nem előzetesen ónozzák, hanem fluxussal borítják. Ezután a csövet a szerelvénybe helyezzük, biztonságosan rögzítjük, és az ízületet forrasztjuk. A forrasztás akkor tekinthető befejezettnek, ha a forrasztóanyag abbahagyja a cső és a tengelykapcsoló közötti rést (0,5-1 mm szükséges), és kívülről kis hengerrel kinyúlik. A rögzítőt legkorábban 3-5 perccel a forrasztás megkeményedése után távolítják el, amikor a kötést már kézzel is meg lehet tartani, különben a forrasztóanyag nem fog erősödni, és az ízület valamikor lefolyik.
A teljes tágulású csövek forrasztásának módja a bal oldalon látható. Az "adagolt" forrasztás nyomása megegyezik a szerelvény nyomásával, de további szükséges. speciális eszközök az aljzat kibontásához és a forrasztás megnövekedett fogyasztásához. A forrasztandó cső rögzítése nem szükséges, azt csavarással az aljzatba lehet tolni, amíg szorosan el nem akad, ezért a teljes meghosszabbítással történő forrasztás gyakran olyan helyeken történik, amelyek kényelmetlenek a bilincs felszereléséhez.
Forrasztás réz csövek
Kis átmérőjű vékony falú csövekből készült otthoni vezetékekben, ahol a nyomás már kicsi, és veszteségei jelentéktelenek, tanácsos lehet forrasztani az egyik cső hiányos eloszlásával, a másik szűkülésével, pos. I a jobb oldalon. A csövek előkészítéséhez elegendő egy kemény fából készült kerek pálca, amelynek egyik oldalán 10-12 fokos kúpos hegyű, a másikon pedig 15-20 fokos csonka kúpos lyuk van, II. A csővégeket addig megmunkálják, amíg kb. 10-12 mm-rel. A felületeket előzetesen ónozzuk, nagyobb fluxussal alkalmazzuk az ónozottakra, és elakadás előtt összekapcsoljuk őket. Ezután addig melegítjük, amíg a forrasztóanyag meg nem olvad, és a kúpos csövet addig tartjuk, amíg el nem akad. A forrasztásfogyasztás minimális.
Az ilyen hézag megbízhatóságának legfontosabb feltétele, hogy a szűkület a víz áramlása mentén legyen orientálva, pos. III. Bernoulli iskolai törvénye a széles csőben lévő ideális folyadékra, a keskeny csőben lévő valós folyadékra (folyadék) viszkozitása miatt a maximális nyomásugrás az árammal ellentétben, pos. IV. A nyomóerő egyik összetevője a szűkített csövet nyomja az adagolt csőhöz, és a forrasztás nagyon megbízható.
Mi más?
Ja, forrasztópáka áll. A klasszikus, az ábra bal oldalán, bármilyen rúdra alkalmas. Ahol az ön számára forrasztó- és kolofóniás tálcák vannak, ott nincs szabályozás. Kötényes kis teljesítményű forrasztópákákhoz középen egyszerűsített zárójelek alkalmasak.

Helyes és helytelen forrasztópáka
A forrasztóállomások főleg rugós vagy cső alakú foglalatokkal vannak ellátva a forrasztópáka számára. Bennük a szerszám teljes forró része nem érhető el, de valószínűbb, hogy egy forrasztópáccal maszatolják el őket, a finom "szórás" forrasztására összpontosítva. De amit biztosan nem szabad megtenni, és amit a TB közvetlenül tilt, az egy rögtönzött anyagokból készült állvány, amelyben a forrasztópáka a fogyóeszközök tálcáin fekszik, a jobb oldalon.



