Forrasztópáka: kiválasztás, gyártás és fejlesztés – típusok, opciók, sémák, árnyalatok

Tartalom
- Mi az a smd
- A legegyszerűbb
- Egyszerű az ellenállás
- Forrasztópáka szabályozó
- Impulzus
- Mini és mikro ellenállások
- Indukció
- Végül
Elsősorban gazdasági szempontok ösztönzik az otthoni (és nem csak) kézműveseket arra, hogy saját kezűleg szereljenek össze egy forrasztópáka. Természetesen jobb egy egyszerű 220 V-os forrasztópáka a szokásos kis forrasztási munkákhoz. A csípés élettartamának meghosszabbítása érdekében azonban szétszerelés nélkül is módosítható . De a 150-200 W teljesítményű "fejsze", amelyet fém vízvezetékek forrasztására lehet használni, már nem 4,25, hanem tízszer több. És nem szovjet rubelt, hanem örökzöld konvencionális egységeket. Ugyanez a probléma merül fel, ha egy 12 V-os autóból vagy zsebes lítium-ion akkumulátorból kell forrasztani az áramforrás elérhetősége elől. Hogy miként készíthet magának forrasztópáka ilyen esetekre, és nem csak ilyenekre, azt a mai kiadvány tárgyalja.
Mi az a smd
Sub Micro Devices, szubminiatűr eszközök. Jól láthatja az smd-t, ha kinyit egy mobiltelefont, okostelefont, táblagépet vagy számítógépet. Az smd technológia alkalmazásával huzalvezeték nélküli apró (esetleg gyufaszálnál kisebb) alkatrészeket forrasztanak a párnákra, az smd terminológiájában sokszögeknek nevezik őket. A sokszög lehet olyan hőszigetelő, amely megakadályozza a hő terjedését a nyomtatott áramköri útvonal mentén. Itt a veszély nemcsak és nem annyira a vágányok lehatárolásának lehetőségében rejlik – a rögzítő rétegeket összekötő dugattyú elszakadhat a fűtéstől, ami teljesen használhatatlanná teszi a készüléket.
Az smd forrasztópáka nem csak mikroteljesítményű lehet, legfeljebb 10 watt. A szúrás hőtartalma nem haladhatja meg azt, amelyet a forrasztott rész kibír. De a túl hideg forrasztópáka hosszú forrasztás még veszélyesebb: a forrasztóanyag nem olvad meg, de az alkatrész melegszik. A forrasztási módot pedig jelentősen befolyásolja a külső hőmérséklet, és minél több, annál alacsonyabb a forrasztópáka teljesítménye. Ezért az smd forrasztópákait vagy határidővel és / vagy hőátadás mértékével készítjük a forrasztás során, vagy üzem közben, a jelenlegi technológiai művelet során, a csúcs hőmérsékletének beállításával. Ezenkívül a forrasztási anyag olvadáspontja felett 30-40 fokkal kell tartani, szó szerint 5-10 fokos pontossággal; ez az ún. a csúcs megengedett hőmérsékleti hiszterézise. Ezt nagyon akadályozza maga a forrasztópáka termikus tehetetlensége, és a kialakításának fő feladata a lehető legalacsonyabb hőállandóság elérése, lásd alább.
Ezen célok bármelyikére otthoni forrasztópáka készíthető. Beleértve és erős az acél vagy réz vízvezeték forrasztásához, és elég pontos mini az smd-hez.
Megjegyzés: valójában egy forrasztópáka esetében a csúcsa a rúd munka (ónozott) része. De mivel vannak más különböző rudak is, az érthetőség kedvéért az egész rudat csípésnek tekintjük. Ha a forrasztópáka működő részét a rúdra tolják, akkor csúcsnak nevezik. Tegyük fel, hogy a botos csúcs is csípés.
A legegyszerűbb

Egyelőre ne menjünk bele a komplexitásba. Tegyük fel, hogy rendes, 220 V-os forrasztópáka kell minden felhajtás nélkül. Megyünk választani, és látjuk, hogy az árkülönbség eléri a 10 vagy annál többször is. Kitaláljuk, miért. Először: melegítő, nichrom vagy kerámia. Ez utóbbi (nem "alternatív"!) Gyakorlatilag örök, de ha a forrasztópáka kemény padlóra esik, akkor megrepedhet. A kerámiák forrasztópákainak hegye szükségszerűen nem cserélhető, ami azt jelenti, hogy újat kell vásárolnia. És a nichrom fűtés, ha a forrasztópákát nem felejtik el éjszaka bekapcsolni, több mint 10 évig tart; alkalmi használat esetén – több mint 20. És extrém esetekben visszacsévélhető.
Az árkülönbség mára 3-4-szeresére csökkent, mi más a baj? Kár. Speciális adalékokkal ellátott nikkelezett réz forrasztóval kissé feloldódik és a forrasztópáka tartójában nagyon lassan ég, de drága. A sárgaréz vagy a bronz rosszabban melegszik fel, és az smd-t nem lehet forrasztani velük – a hőmérsékleti hiszterézis nem vezethető vissza a normális szintre az anyag sokkal rosszabb hővezető képessége miatt, mint a réz. A vörösréz csípést forrasztók fogyasztják, és meglehetősen gyorsan megduzzad a réz-oxidtól, de olcsóbb.
Megjegyzés: az elektromos rézcsúcs (egy darab tekercselő huzal) nem megfelelő a hagyományos forrasztópáka számára – gyorsan feloldódik és megég. Az smd esetében azonban egy ilyen csípés a lényeg, hővezető képessége a lehető legnagyobb, a termikus tehetetlenség és a hiszterézis minimális. Igaz, gyakran változtatni kell rajta, de a csípés egyezés vagy kevesebb.
A vörösréz csúcs égése és duzzanata pontosan pontosan leküzdhető: a munka befejezése és a forrasztópáka lehűlése után a hegyet eltávolítjuk, az oxidtól felaprítjuk, az asztal szélére koppintunk és a forrasztási csatornát a vastartó kifújt. A forrasztás oldódása rosszabb: gyakran kellemetlen a csípést ledarálni, és gyorsan működik.
A közönséges vörös rézből készült forrasztópáka csúcsát többször ellenállóbbá teheti az olvadt forrasztás hatásának, anélkül, hogy megélesítené annak végét, de a kívánt alakúra kovácsolja. A hideg réz tökéletesen kovácsolt egy közönséges fémkalapáccsal az asztali satuba üllőjén. A cikk írójának több mint 20 éve van hamisított tippje az ókori szovjet EPCN-25-ben, bár ez a forrasztópáka működik, ha nem is minden nap, akkor minden héten.
Egyszerű az ellenállás
Számítás
A legegyszerűbb forrasztópáka huzal-ellenállásból készíthető; ez egy kész nichrom fűtés. Könnyen kiszámítható: amikor a névleges teljesítményt szabad térben oszlatják el, a huzalellenállások 210-250 fokig melegednek. Szúrás formájában lévő hűtőbordával a "drótféreg" 1,5-2-szer tart hosszú távú áram-túlterhelést; a csúcs hőmérséklete legalább 300 fok lesz. 400-ra növelhető, ami 2,5-3-szoros túlterhelést eredményez, de akkor 1-1,5 órás működés után hagyni kell a forrasztópáka lehűlését.
Számítsa ki az ellenállás szükséges ellenállását az alábbi képlettel: R = (U ^ 2) / (kP), ahol:
R a szükséges ellenállás;
U az üzemi feszültség;
P a szükséges teljesítmény;
k a fent megadott teljesítmény-túlterhelési tényező.
Például 220 V-os 100 W-os forrasztópáka kell a rézcsövek forrasztásához. A hőátadás nagy, ezért k = 3,220 ^ 2 = 48400. kP = 3 * 100 = 300. R = 48400/300 = 161,3 … Ohm. 100 W 150 vagy 180 Ohm ellenállást veszünk, mert A 160 ohmos "drótférgek" nem léteznek, ez a besorolás 5% -os tolerancia tartományba esik, és a "drótférgek" nem pontosabbak, mint 10%.
Ellenkező esetben: van ellenállás a p teljesítményhez, milyen teljesítményű lehet belőle forrasztópáka? Milyen feszültségből táplálja? Ne feledje: P = U ^ 2 / R. Vesszük P = 2 p. U ^ 2 = PR. Ennek az értéknek a négyzetgyökét vesszük, megkapjuk az üzemi feszültséget. Például van egy 15 W 10 ohmos ellenállás. A forrasztópáka teljesítménye legfeljebb 30 watt. 300 (30 W * 10 Ohm) négyzetgyökét vesszük, 17 V-ot kapunk. 12 V-ból 12 V-ból egy ilyen forrasztópáka 14,4 W-ot fog fejleszteni, gyengén olvadó forrasztóval forraszthatjuk az apróságokat. 24 V-tól 24 V-tól – 57,6 W. Az áramtúlterhelés csaknem 6-szoros, de alkalmanként és rövid ideig is lehet ezzel a forrasztópáka segítségével valami nagyot forrasztani.
Gyártás

Forrasztópáka készítése ellenállásból
A forrasztópáka készítése egy ellenállásból az 1. ábrán látható. felett:
- Kiválasztunk egy megfelelő ellenállást (1. poz., Lásd még alább).
- Előkészítjük a csípés és a hozzá való kötőelemek részleteit. A rúd hornyát a gyűrű alakú rugó alatt választják ki reszelővel. Menetes vaklyukak vannak a csavarhoz (csavarhoz) és a hegyhez, pos. 2.
- Összeszereljük a rudat a hegyével a szúrásba, 3. poz.
- Csavarral (csavarral) széles alátéttel rögzítjük a csíkot a fűtőellenállásban, poz. négy.
- Bármilyen kényelmes módon rögzítjük a fűtőtestet egy megfelelő fogantyúval, poz. 5-7. Egy feltétel: a fogantyú hőmérséklet-ellenállása nem alacsonyabb, mint 140 fok, az ellenállás vezetékei erre a hőmérsékletre melegíthetők.
Finomságok és árnyalatok
A fent leírt forrasztópáka 5-20 W-os ellenállásokból sokan készítették (beleértve a szerzőt úttörő fiatalkorában is), és miután kipróbálták, meg voltak győződve arról, hogy nem tudnak komolyan dolgozni. Hosszú ideig elviselhetetlenül melegszik, és csak egy apróságot forraszt egy piszkával – egy kerámiaréteg zavarja a hőátadást a nichrom spirálról a csípésre. Éppen ezért a gyári forrasztópáka fűtőberendezései a csillám tüskéire vannak feltekerve – a csillám hővezető képessége nagyságrendekkel nagyobb. Sajnos lehetetlen otthon csillámot csőbe tekerni, és a 0,02–0,2 mm-es kromás tekercs szintén nem mindenki számára való.
De 100 W-os forrasztópáka (35-50 W-os ellenállás) esetén más a helyzet. A bennük lévő kerámiából készült hőgát viszonylag vékonyabb, az ábrán balra, a hatalmas csípés hőtartalma pedig nagyságrenddel nagyobb, mert térfogata kocka méretben növekszik. Teljesen lehetséges az ″ 200 W-os rézcsövek csatlakozásának minőségi forrasztása egy ellenállás forrasztópáka segítségével. Különösen, ha a csípés nem előre gyártott, hanem egy darabból kovácsolt.

Huzalellenállások, forrasztópáka gyártására alkalmasak és nem alkalmasak
Megjegyzés: A vezetékes ellenállások 160 W-ig terjedő teljesítmény-elvezetésre állnak rendelkezésre.
Csak forrasztópáka esetén a régi PE vagy PEV típusú ellenállásokat kell keresni (az ábra közepén, az eddigi gyártásban). Szigetelésük üveges, tulajdonságainak elvesztése nélkül bírja az ismételt melegvörös színű melegítést, csak sötétedik, lehűl. A kerámia belül tiszta. De a C5-35V ellenállások (az ábra jobb oldalán) festettek, belül is. Teljesen lehetetlen eltávolítani a festéket a csatornában – a kerámia porózus. Hevítéskor a festék elszenesedik, és a csípés szorosan tapad.
Forrasztópáka szabályozó
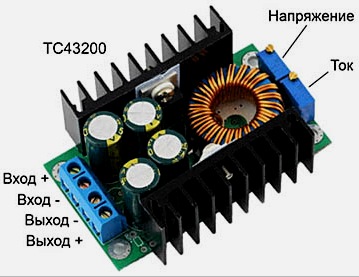
Forrasztópáka feszültség-, áram- és teljesítményszabályozó a TC43200 mikrokapcsolaton
Az ellenállásból származó kisfeszültségű forrasztópáka példája jó okból fent van. A szemétből vagy a vaspiacról érkező PE (PEV) ellenállás leggyakrabban az aktuális feszültségre alkalmatlan. Ebben az esetben a forrasztópáka teljesítményszabályozóját kell elkészítenie. Ez manapság sokkal könnyebb, még azok számára is, akiknek a legkomolyabb elképzeléseik vannak az elektronikáról. Az ideális lehetőség egy kész univerzális TC43200 feszültség- és áramszabályozó megvásárlása a kínaiaktól (jól, Ali Express, vagy más), lásd az 1. ábrát. jobb oldalon; olcsó. Megengedett bemeneti feszültség 5-36 V; kimenet – 3-27 V 5 A. Ezért nemcsak beállíthatja a kívánt feszültséget, hanem a forrasztópáka teljesítményét is. Van például egy 12 V-os 60 W-os műszer, de most 25 W-ra van szüksége. Az áramot 2,1 A-ra állítjuk, a forrasztópáka 25,2 W-ra megy, és nem egy milliwattal többet.
Megjegyzés: forrasztópáka használatához jobb, ha a szokásos TC43200 többfordulatú szabályozókat lecseréljük közönségesen beosztott skála-potenciométerekre.
Impulzus
Sokan kedvelik az impulzusos forrasztópákákat: jobban alkalmazhatók mikrokapcsolásokhoz és más kis elektronikákhoz (az smd kivételével, de lásd tovább). Készenléti állapotban az impulzusos forrasztópáka hegye vagy hideg, vagy kissé felmelegszik. A start gomb megnyomásával forrasztott. Ugyanakkor a csípés gyorsan, s egységek töredéke alatt, üzemi hőmérsékletre melegszik. Nagyon kényelmes a forrasztás vezérlése: a forrasztás szétterül, kiszorítja a fluxust a cseppből – elengedte a gombot, a hegy ugyanolyan gyorsan lehűlt. Csak arra van ideje, hogy eltávolítsa, nehogy ott forrasztva legyen. A komponens bizonyos tapasztalatokkal történő elégetésének veszélye minimális.
Típusok és sémák
A forrasztópáka impulzusos melegítése többféle módon lehetséges, a munka típusától és a munkahely ergonómiájának követelményeitől függően. Amatőr körülmények között, vagy kicsi egyedi IP esetén az impulzusos forrasztópáka kényelmesebb és megfizethetőbb az egyik pálya elkészítéséhez. rendszerek:
- Ipari frekvenciájú áramerősség mellett áramerősséggel;
- Szigetelt csípéssel és kényszerített fűtésével;
- Nagyfrekvenciás áramot hordozó szúrással.
A jelzett típusú impulzusos forrasztópáka elektromos vázlatos ábráit az 1. ábra mutatja. 1 – ipari frekvenciájú árammal járó csípéssel; pozíció. 2 – a szigetelt csúcs kényszerű melegítésével; pozíció. 3. és 4. ábra – nagyfrekvenciás áramtartó csípéssel. Ezután elemezzük jellemzőiket, előnyeiket, hátrányaikat és az otthoni megvalósítás módszereit.
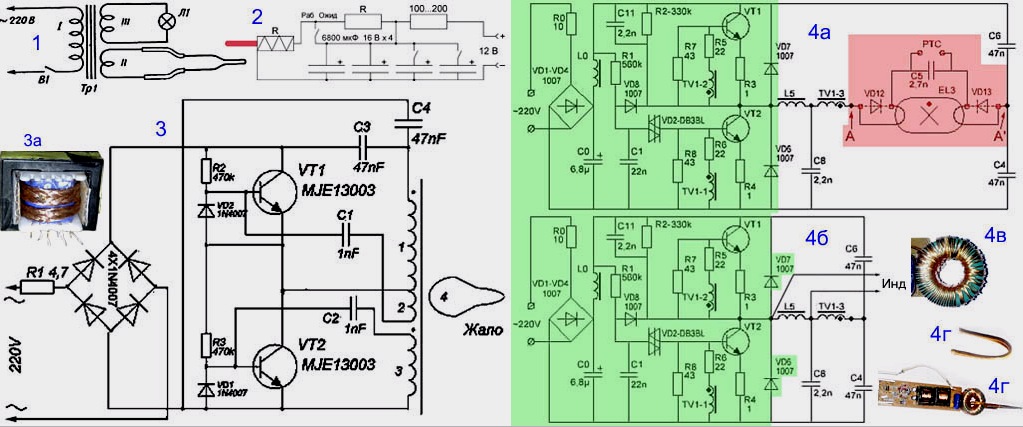
Az impulzusos forrasztópáka elektromos vázlatos diagramjai
50/60 Hz
A legegyszerűbb az impulzusos forrasztópáka csúcsa az ipari frekvenciájú áram alatt. De nem ez az egyetlen előnye, és nem a legfontosabb. Az ilyen forrasztópáka csúcsán lévő potenciál nem haladja meg a volt töredékét, így biztonságos a legkényesebb mikrokapcsolások számára. Amíg a METCAL rendszer indukciós forrasztópáka megjelent (lásd alább), az elektronikai gyártásban a telepítők jelentős része az elektromos frekvenciaimpulzusokkal dolgozott. Hátrányok – hangosság, jelentős súly és ennek eredményeként a rossz ergonómia: 4 óránál hosszabb műszak. a munkások elfáradtak és hibákat kezdtek el követni. De még mindig sok az impulzusos teljesítmény-frekvenciájú forrasztópáka amatőr használatban: Bison, Sigma, Svetozar stb.
Az 50/60 Hz-es impulzusos forrasztópáka készülékét a poz. 1. és 2. ábra Nyilvánvaló, hogy a gyártási költségek megtakarítása érdekében a gyártók leggyakrabban transzformátorokat használnak bennük P típusú (2. poz.) Magokon (mágneses áramkörök), de ez messze nem az optimális lehetőség: a forrasztópáka forrasztásához mint az EPCN-25, a transzformátor teljesítményének is 60-65 watt kell. A nagy kóbor mező miatt a P-magon lévő transzformátor rövidzárlat üzemmódban nagyon felmelegszik, és a csúcs felmelegedési ideje eléri a 2-4 másodpercet.
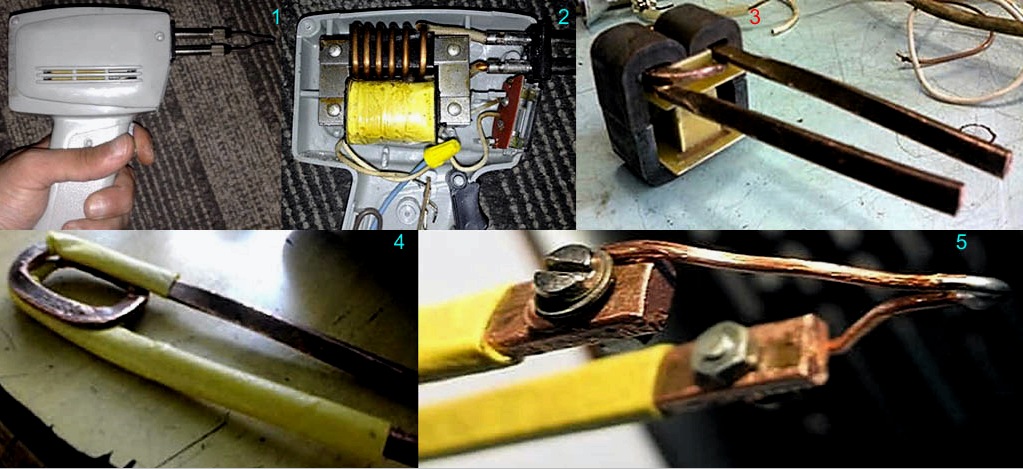
Ipari frekvenciájú impulzusos forrasztópáka eszköze és átalakítása W alakú magú transzformátorhoz
Ha a P-magot 40 W-os SHL-re cserélik egy rézsínből készült szekunder tekercseléssel (3. és 4. poz.), Akkor a forrasztópáka egy óra munkát 7-8 adag / perc intenzitással képes kibírni elfogadhatatlan túlmelegedés. A periodikus rövid távú rövidzárlatok üzemmódjában történő működéshez az elsődleges tekercs fordulatainak számát 10-15% -kal növeljük a számítotthoz képest. Ez a kialakítás abban az esetben is előnyös, mert a hegy (1,2-2 mm átmérőjű rézdrót) közvetlenül a másodlagos tekercs csatlakozóihoz rögzíthető (5. poz.). Mivel a feszültsége egy volt töredéke, ez tovább növeli a forrasztópáka hatékonyságát és meghosszabbítja annak működési idejét a túlmelegedés előtt.
Kényszerített fűtés
A forrasztópáka kényszerű melegítésének sémája nem igényel különösebb magyarázatokat. Készenléti üzemmódban a fűtés a névleges teljesítmény negyedével működik, és az indítás megnyomásakor a kondenzátorban felhalmozódott energiát dobják bele. Az akkumulátor kapacitásának lekapcsolása / csatlakoztatása meglehetősen durván, de elfogadható határok között adagolhatja a csípés által kibocsátott hőmennyiséget. Előnye, hogy teljes mértékben hiányzik az indukált potenciál a csípésről, ha megalapozott. Hátránya, hogy a kereskedelemben kapható kondenzátorokon az áramkör csak az ellenállású mini forrasztópáka esetében valósítható meg, lásd alább. Elsősorban nem komponensekben gazdag hibrid szerelőlapokon, smd + hagyományos nyomtatott vezetékek alkalmi munkáira használják az átmenő dugattyúkban.
Nagy frekvencián
A megnövelt vagy magas frekvenciájú (tíz vagy száz kHz) impulzusos forrasztópáka nagyon gazdaságos: a csúcson lévő hőteljesítmény majdnem megegyezik a névtábla elektromos inverterével (lásd alább). Kompaktak és könnyűek is, invertereik alkalmasak folyamatos fűtésű szigetelt csúcsú mini forrasztópákák táplálására, lásd alább. A csúcs melegítése üzemi hőmérsékletre – másodperc töredéke alatt. Bármely tirisztoros feszültségszabályozó 220 V átalakítás nélkül használható teljesítményszabályozóként, állandó 220 V feszültséggel táplálható.
Megjegyzés: kb. 50 W HF impulzusos forrasztópákát nem érdemes megtenni. Bár például. számítógépes IPB-k kaphatók akár 350 W vagy annál nagyobb kapacitással, de szinte lehetetlen csípni egy ilyen teljesítményt – vagy nem melegszik fel az üzemi hőmérsékletre, vagy megolvad.
Komoly hátrány – a működési frekvenciákat befolyásolja a csúcs saját induktivitásának és a szekunder tekercselésnek a hatása. Emiatt 1 V-nál hosszabb ideig 50 V-nál nagyobb indukált potenciál jelenhet meg a csípésen, ami veszélyes a CMOS-összetevőkre (CMOS, CMOS). Van egy jelentős hátránya is – a kezelőt az elektromágneses mező (EMF) áramlása sugározza. 25-50 W-os impulzusú HF forrasztópáka mellett napi legfeljebb egy órán keresztül dolgozhat, és legfeljebb 25 W-ig – legfeljebb 4 órán át, de legfeljebb 1,5 órán át egymás után.
A 25-30 W-os impulzusos HF forrasztópáka inverterének legegyszerűbb módja a szokásos ragasztómunkákhoz egy 12 voltos halogénlámpa hálózati adapteren alapszik, lásd a 11. 3 ábra diagramokkal. A transzformátort fel lehet tekerni egy 2 K24x12x6 ferritgyűrű magjára, amely legalább 2000 μ mágneses permeabilitással van összehajtva, vagy egy E alakú mágneses magra, amely ugyanabból a ferritből készült, és legalább 0,7 négyzetméter keresztmetszetű. lásd: 1. tekercselés – 250–260 fordulat 0,35–0,5 mm átmérőjű zománcozott huzal, 2. és 3. tekercs – 5-6 fordulat ugyanahhoz a vezetékhez. A 4–2 tekercs párhuzamosan egy legalább 2 mm átmérőjű huzallal (egy gyűrűn) vagy egy televíziós koaxiális kábel fonatával (3a. Poz.), Szintén párhuzamosan.
Megjegyzés: ha a forrasztópáka meghaladja a 15 W-ot, akkor jobb, ha az MJE13003 tranzisztorokat MJE130nn-re cseréljük, ahol nn> 03, és 20 nm-es radiátorokra helyezzük őket. cm.
Az inverter 16 W-ig terjedő forrasztópáka változata pulzáló indítóeszköz (IPU) alapján készíthető az LDS-hez, vagy egy kiégett gazdaságos villanykörte töltéséhez. teljesítmény (ne verje meg a lombikot, vannak higanygőzök!) A finomítást poz. 4. ábra. diagramokkal. Amit zöld színnel emelnek ki, az különbözhet a különböz modellek IPU-jában, de ez nem érdekel. El kell távolítanunk a lámpa kiindulási elemeit (piros színnel kiemelve a 4a. Pozícióban) és az A-A rövidzárlati pontokat. Kapunk egy diagramot a pózokról. 4b. Ebben egy transzformátor van párhuzamosan csatlakoztatva az L5 fázisváltó induktorhoz ugyanazon a gyűrűn, mint az előzőnél. tokon vagy W alakú ferriten 0,5 négyzetméterről. cm (4c. tétel). Elsődleges tekercs – 120 fordulat huzal, amelynek átmérője 0,4-0,7; másodlagos – 2 fordulat D huzal> 2 mm. Szúrás (4d. Poz.) Ugyanabból a vezetékből. A kész eszköz kompakt (4e. Poz.) És kényelmes házba helyezhető.
Mini és mikro ellenállások
Az MLT fém-film ellenálláson alapuló fűtőelemmel ellátott forrasztópáka szerkezetileg hasonló a huzallal tekercselt ellenállás forrasztópákahoz, de legfeljebb 10-12 W teljesítményre tervezték. Az ellenállás 6-12-szeres túlterheléssel üzemel, mert egyrészt a viszonylag vastag (de abszolút vékonyabb) csípésen keresztüli hűtőborda nagyobb. Másodszor, az MLT ellenállások fizikailag többször kisebbek, mint a PE és a PEV. Felületük és térfogatuk aránya kb. növekszik, és a környezetbe történő hőátadás viszonylag növekszik. Ezért az MLT ellenállások forrasztópáka csak mini és mikro változatban készül: amikor megpróbálja növelni a teljesítményt, a kis ellenállás kiég. Bár a speciális alkalmazásokra szánt MLT-ket 10 W-ig terjedő teljesítményre gyártják, valóban lehetséges egyedül is forrasztópáka készítése az MLT-2-n kis diszkrét alkatrészekhez (elhelyezőkhöz) és kis mikrokapcsolásokhoz, lásd például. alábbi videó:
Videó: mikro-forrasztópáka az ellenállásokon
Megjegyzés: Az MLT ellenállólánc fűtőként is használható önálló akkumulátoros forrasztópákához a szokásos forrasztási munkákhoz, lásd a következőt. henger:
Videó: Vezeték nélküli Mini forrasztópáka
Sokkal érdekesebb egy mini forrasztópákát készíteni egy MLT-0.5 ellenállásból az smd számára. A kerámia cső – az MLT-0.5 test – nagyon vékony, és szinte nem zavarja a csípőbe történő hőátadást, de nem fogja hiányolni a hőimpulzust abban a pillanatban, amikor megérinti a hulladéklerakót, ezért az smd alkatrészek gyakran kiégnek. Miután felkapta a hegyet (ami elég sok tapasztalatot igényel), lassan forraszthatja az smd-t egy ilyen forrasztópáka segítségével, folyamatosan figyelemmel kísérve a folyamatot mikroszkóppal.
Az ilyen forrasztópáka gyártási folyamatát az 1. ábra mutatja. Teljesítmény – 6 W. A fűtés vagy folyamatos a fent leírt invertertől, vagy (jobb) 12 V-os tápegységből származó egyenárammal történő kényszerfűtéssel.
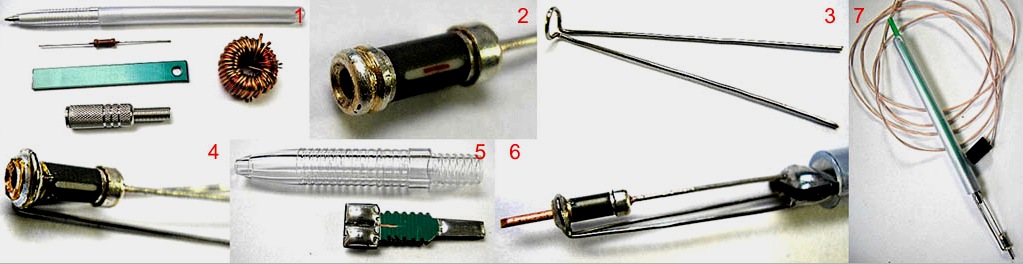
Hogyan készítsünk mini forrasztópultot mikrokapcsolásokhoz egy MLT-0.5 ellenállásból
Megjegyzés: az ilyen forrasztópáka továbbfejlesztett változatának szélesebb körű felhasználásával itt részletesen leírjuk – oldoctober.com/ru/soldering_iron/
Indukció
Az indukciós forrasztópáka messze a technikai fejlődés csúcsa az eutektikus forrasztókkal történő fémforrasztás területén. Lényegében az indukcióval fűtött forrasztópáka miniatűr indukciós kemence: az induktív tekercs HF EMF-jét elnyeli a fémhegy, amelyet Foucault örvényáramai melegítenek. Nem olyan nehéz saját kezűleg elkészíteni az indukciós forrasztópákát, ha például nagyfrekvenciás áramforrás áll rendelkezésére. számítógépes kapcsoló tápegység, lásd pl. cselekmény
Videó: indukciós forrasztópáka
Az indukciós forrasztópákák minőségi és gazdasági mutatói azonban alacsonyak a szokásos ragasztómunkához, ami nem mondható el az egészségre gyakorolt káros hatásukról. Valójában egyetlen előnyük, hogy a testben lévő kapocsra tapadt csípés kitéphető, attól tartva, hogy a fűtőtest eltörik.
A METCAL rendszer indukciós mini-forrasztópáka sokkal nagyobb érdeklődést mutat. Bevezetésük az elektronikai gyártásba lehetővé tette a telepítők hibáiból eredő hibák százalékos arányának 10 000-szeresét (!), És meghosszabbították a munkaszünetet a normálissá, és a dolgozók erőteljesen és minden más szempontból képesek voltak utána távozni.
A METCAL típusú forrasztópáka készüléke a bal felső sarokban látható. A csúcspont a hegy ferronickel bevonata. A forrasztópáka 470 kHz-es, pontosan fenntartott frekvenciájú HF-vel működik. A bevonat vastagságát úgy választottuk meg, hogy adott frekvencián a felületi hatás (bőrhatás) következtében a Foucault-áramok csak a bevonatban koncentrálódjanak, ami erősen felmelegszik és átadja a hőt a csípésnek. Maga a csípés kiderül, hogy védve van az EMF-től, és indukált potenciálok nem merülnek fel rajta.
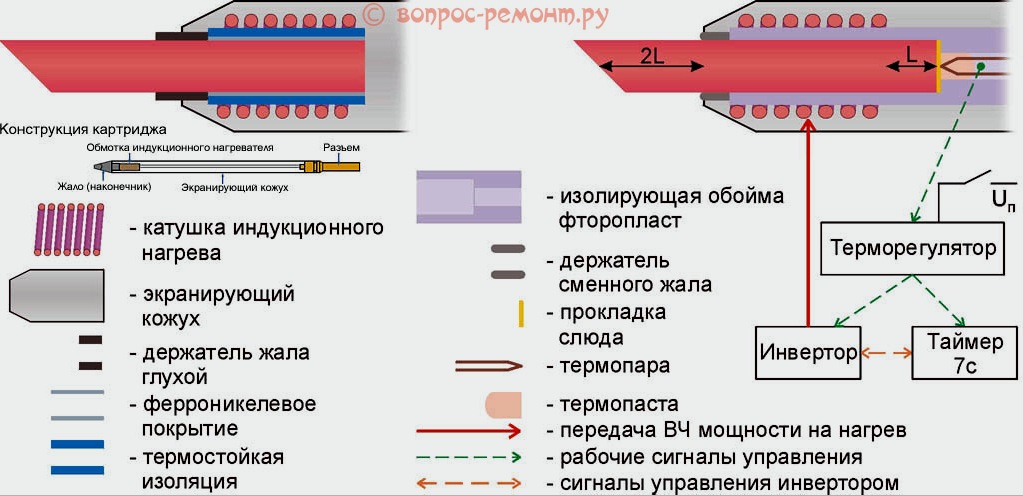
Az indukciós forrasztópáka készüléke mikrokapcsolásokhoz
Amikor a bevonat felmelegszik a Curie-pontra, amely felett a bevonat ferromágneses tulajdonságai eltűnnek a hőmérsékletben, sokkal gyengébben szívja fel az EMF-energiát, de még mindig nem engedi az RF-t rézbe, mert fenntartja az elektromos vezetőképességet. Önmagában vagy a forrasztóba áramló hő kiáramlása következtében a Curie-pont alatt lehűl, a bevonat ismét intenzíven elnyeli az EMF-et és felmelegíti a hegyét. Így a hegye fokozat szerinti szó szerinti pontossággal tartja a bevonat Curie-pontjával megegyező hőmérsékletet. Ebben az esetben a csúcs termikus hiszterézise elhanyagolható. a vékony bevonat termikus tehetetlensége határozza meg.
Az emberekre gyakorolt káros hatások elkerülése érdekében a forrasztópáka nem cserélhető hegyekkel készül, szorosan rögzítve egy koaxiális kialakítású patronban, amelyen keresztül a HF tekercsbe táplálják. A patront behelyezik a forrasztópáka fogantyújába – egy koaxiális csatlakozóval ellátott tartóba. A patronok 500, 600 és 700 típusban kaphatók, ami megfelel a Curie-lefedettségnek Fahrenheit fokban (260, 315 és 370 Celsius fok). Fő munkapatron – 600; Az 500.-at forrasztják, különösen a kis smd-t, a 700-at pedig a nagy smd-t és a szórást.
Megjegyzés: a Fahrenheit Celsiusra konvertálásához le kell vonni 32-et a Fahrenheit-ből, meg kell szorozni a maradékot 5-tel és elosztani 9-vel. Ha szükséges, éppen ellenkezőleg, adjunk hozzá 32-et Celsiushoz, szorozzuk meg az eredményt 9-tel és osszuk el 5-tel.
A METCAL forrasztópákákban minden remek, kivéve a patron árát: a "(cégnév) új, jó" – 40 dollárért. Az "alternatív" másfélszer olcsóbb, de kétszer olyan gyorsan állítják elő. Irreális, hogy maga készítsen METCAL hegyet: a bevonatot vákuumban történő permetezéssel alkalmazzák; galvanikus Curie hőmérsékleten azonnal hámlik. A rézre rögzített vékony falú cső nem fog abszolút hőérintkezést biztosítani, amely nélkül a METCAL egyszerűen rossz forrasztópáccá válik. Mindazonáltal a METCAL forrasztópáka szinte teljes analógjának elkészítése, cserélhető heggyel, nehéz, de lehetséges.
Indukció
A METCAL-hoz hasonló teljesítményű, házi készítésű indukciós forrasztópáka mikrokapcsolatokhoz és smd-hez a jobb oldalon látható. Miután a hasonló gyártmányú forrasztópákákat speciális gyártásban használták, a METCAL a jobb gyárthatóság és a nagyobb jövedelmezőség miatt teljesen kiszorította őket. Ugyanakkor készíthet magának egy ilyen forrasztópáka.
Titka a csúcs külső részének vállai és a tekercsből a belső térbe kiemelkedő szár arányában rejlik. Ha ez a 2. ábrán látható. (hozzávetőlegesen), és a szárat hőszigetelés borítja, akkor a csúcs hőfókusza nem lépi túl a tekercselést. A szár természetesen melegebb lesz, mint a hegy csúcsa, de hőmérsékletük szinkron módon változik (elméletileg a termisztézis nulla). Miután beállította az automatizálást egy további hőelempel, amely méri a csúcs hegyének hőmérsékletét, nyugodtan folytathatja a forrasztást.
Az időmérő a Curie-pont szerepét tölti be. A fűtéshez a termosztát által adott jel nulla értékre állítja vissza, például a tárolótartályt tolató kulcs kinyitásával. Az időzítőt az inverter tényleges indítását jelző jel indítja: a transzformátor kiegészítő tekercseléséből származó 1-2 fordulatos feszültség kiegyenlítődik és feloldja az időzítőt. Ha a forrasztópáka hosszú ideig nincs forrasztva, az időzítő 7 másodperc múlva kikapcsolja az invertert, amíg a hegy kihűl és a termosztát új jelet ad a fűtéshez. A lényeg az, hogy a csúcs termisztézise arányos az O / I csúcs ki- és bekapcsolási idejének arányával, és a csúcs átlagos teljesítménye ellentétes az I / O-val. Egy fokig egy ilyen rendszer nem tartja meg a csúcs hőmérsékletét, de +/– 25 Celsius-fokot biztosít 330-as működési csúccsal.
Végül
Tehát milyen forrasztópáka készüljön? Egy erős huzalellenállás mindenképpen megéri: egyáltalán nincs hozzá semmi, nem kéri, de alaposan segíthet.
Érdemes egy egyszerű forrasztópákát is készíteni smd-hez a gazdaságban lévő MLT-ellenállásból. A szilícium elektronika kimerült, zsákutcában vannak. A kvantum úton van, és a grafén egyértelműen kirajzolódik a távolban. Mindkettő nem kapcsolódik közvetlenül hozzánk, például a számítógép a képernyőn, az egér és a billentyűzet, vagy az intelligens / tablet eszköz a képernyőn és az érzékelőkön keresztül. Ezért a szilícium keretezése a jövő eszközeiben megmarad, de kizárólag smd, és a jelenlegi szétszóródás olyannak tűnik, mint a rádiócsövek. És ne gondold, hogy ez fantázia: csak 30-40 évvel ezelőtt még egyetlen tudományos-fantasztikus író sem gondolt okostelefonra. Bár a mobiltelefonok első mintái már ott voltak. És egy vas vagy porszívó "aggyal" egy rossz álomban sem jutott volna eszébe az akkori álmodozóknak.
Nos, egy kézműves számára ebből a következtetés egyszerű: meg kell tanulni forrasztani és smd-t. Ami az impulzusos forrasztópáka, az tetszik.



