A járdalapok megfelelő szárítása, a főbb módszerek és rövid leírásuk

A burkolólapok szárítása a gyártás technológiájának egyik szakasza. A burkolólapnak legalább 30%-os szilárdságot kell nyernie a bontás előtt. Ha ezt a követelményt nem tartják be, a termékek törékennyé válnak, és ennek következtében törékennyé válnak, ami befolyásolja a bevonat élettartamát.
Térburkoló kövek szárítása
Ebben a cikkben megvizsgáljuk, hogyan kell szárítani a csempéket, és milyen módszerek vannak.
A szárítás fajtái
A pályák és egyéb felületek tartós anyagának előállításához számos szárítási módszer létezik:
- járdalapok szárítása természetes módon;
- az anyag szárítása a gőzkamrában;
- szárítás infravörös hőmérővel.
De a burkolóanyag szükséges tulajdonságainak elérése érdekében szigorúan be kell tartani a gyártási és szárítási technológiát.
Gőzölőgép járdalapokhoz
Az egyes szárítási módszerek jellemzői és végrehajtásuk szabályai
Tehát a teljes megértés érdekében fontolja meg mindegyik módszert külön-külön.
A burkolóanyag szárításának természetes módja
A járólap megjelenése a 19. századra esik, amikor a gyártás során az anyagot természetes módon szárították a munkaterületeken. Ennek a módszernek az a hátránya, hogy nagyon időigényes. A pályák kiváló minőségű bevonatának eléréséhez folyamatosan figyelni kell a hőmérsékletet és a páratartalmat a kijelölt területen belül.
Az optimális hőmérséklet 18-20 fok. A pályák kiváló minőségű bevonatának elkészítéséhez a helyiséget fel kell fűteni, és a szükséges páratartalmat fenn kell tartani – ez garantáltan biztosítja az összes burkolólap-tétel azonos jellemzőit.
Nyáron a pálya anyaga az utcán szárítható, de mivel a hőmérséklet-változások éjszaka és nappal is előfordulnak, jobb, ha speciálisan felszerelt helyiségekben szárítják.
Természetes körülmények között a burkolat megszáradása 12-24 órát vesz igénybe, típusától, alakjától és vastagságától függően.
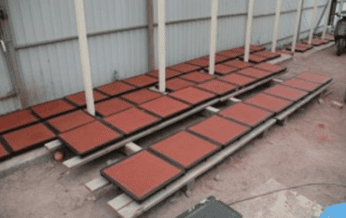
A bevonat minőségét befolyásolja a formák betonkeverékkel történő helyes lerakása is. Ehhez speciális állványokat használhat.

Formák lerakása habarccsal állványokra
Szárítás a gőzkamrában
A gőzkamra használata felgyorsítja a csempék száradási folyamatát. Vásárolhat kész kamrát kész állványokkal, vagy saját maga is elkészítheti egy zárt szerkezet létrehozásával, amelyben fenn kell tartania a szükséges feltételeket – páratartalmat és hőmérsékletet.
A gőzkamra acélból vagy fából készült keret, amely belül habbal és polietilénnel van bélelve. A kereten belüli burkolólapok gőzöléséhez folyamatosan fenn kell tartani a páratartalmat egy vízzel ellátott tartály és egy fűtőtest segítségével.
A csempék a gőzölés után 6 órán belül akár 50%-os szilárdságot nyernek, ami jótékony hatással van a járdaburkolat minőségére.
Ennek a módszernek a hátránya az egység magas költsége, vagy annak szükségessége, hogy saját maga készítse el, valamint magasak az áramköltségek.

Gőzölő kamra térkövek szárításához
Szárítás infravörös termomatákkal
Az infravörös hőmérők használata új, de hatékony technológia a járólapok szárítására. Nem szükséges speciális helyiségek létrehozása hőmérsékleti feltételekkel.
Az infravörös hőfólia egy polimer ház belsejében található, amelynek mérete a csempegyártás mennyiségétől függően változik. A fűtési hőmérséklet eléri a 70 fokot, de a hőmérséklet-szabályozóknak köszönhetően az anyag szárításához az optimális hőmérsékletet tartják bent.
A szárítási folyamat nagyon egyszerű:
- A betonkeverékkel ellátott formákat egy sík felületre helyezik, és műanyag fóliával borítják.
- A termomatát felül és oldalt helyezik el.
- A formákat 5 órán át melegítjük.
- Az elkészült bevonatelemek szilárdsága eléri a 45%-ot.

Termoátok betontermékek szárításához
Az anyag szárításának költsége minimális, ami ezt a módszert jövedelmezőbbé teszi a gőzkamrákhoz képest.
A kis térfogatú pályák anyagának gyártásánál az utóbbi szárítási módszer a legalkalmasabb, mivel egyszerű, gyors és mindenki számára hozzáférhető. A szárítás 1,5-szer gyorsabb, mint a gőzkamrában, és 3-szor gyorsabb, mint a természetes módszerrel. Ez lehetővé teszi a burkolóanyag gyártási mennyiségének növelését anélkül, hogy növelné a területet és az energiaköltségeket.



