Hogyan szerelje össze a profilhajlítót saját kezével – egyszerű módja annak, hogy otthoni műhelyben készítse el

Több négyzet alakú cső egyidejű hajlítása lehetséges, mivel széles tengelyeket használunk a gépen
Nem tudja, hogyan készítsen saját profilhajlító gépet? Javaslom egy egyszerű, lépésről-lépésre történő utasításokat, amelyek segítségével hatékony gépet állíthat össze egy nap alatt. Tekintettel arra, hogy a gyári gépek ára 300 dollárnál kezdődik, biztos vagyok abban, hogy a javasolt utasítás sokak számára hasznos lesz.
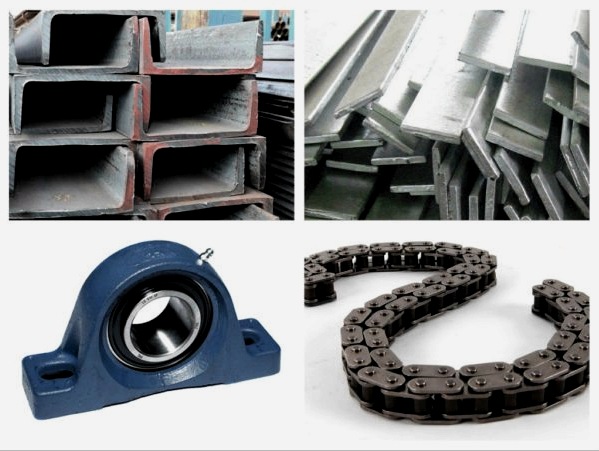
Mindössze annyit kell tudni a profilhajlítóról

A fotó csak egy kis részét mutatja annak, amit fémprofilokból lehet megtenni
A profilhajlító eszköz a különböző keresztmetszetű profilú fémcsövek egyenletes hajlítására szolgáló eszköz. Ezenkívül a profilhajlító hengerek felhasználhatók különböző alakú fémtermékek hidegen hengerelt termékeinek hajlításához, beleértve a csatornát, a szöget, a T-gerendát, az I-gerendát stb.

A jobb oldalon egy olyan gép található, amelyben a profil előtoló hajtás elektromos, a bal oldalon pedig egy teljesen kézi gép.
A profilhajlat a szokásos csőhajlítótól a hengerek jellegzetes alakjában különbözik, amely megismétli a megmunkált hengerelt acél szakaszát. A görgős szorítás típusa megkülönbözteti a kézi és a hidraulikus profilú hajlító gépeket.

Így néz ki egy hidraulikus bilincsű hengeralakító gép (jobb oldalon a hagyományos rögzítési séma alulról felfelé, balra pedig felülről lefelé).
A hidraulikus görgős rögzítés nagyobb erőt biztosít, ami lehetővé teszi a vastagabb fém deformálódását. Például egyes gyárilag összeszerelt gépek 8 tonnát meghaladó erővel rendelkező emelőkkel vannak felszerelve. A meghajtás típusa szerint, amely hengerelt termékeket juttat a hengerekhez, kézi gépek és elektromos profilú hajlító gépek vannak.
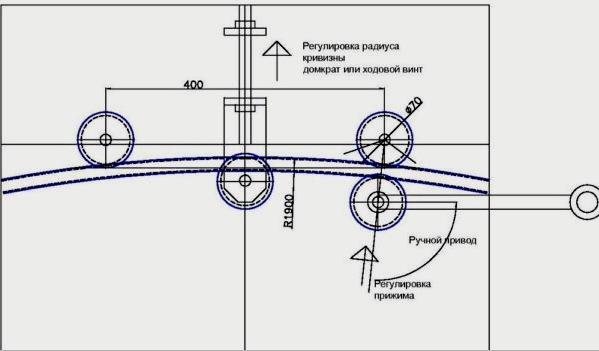
Hogyan működik a profilhajlító

Annak a ténynek köszönhetően, hogy a henger tengelyeinek közvetett alakja van, ez a gép fém szöggel működik
Mind a kézi, mind a hidraulikus profilú hajlító gépek a fém mechanikus hidegdeformálásának elvén működnek. A különböző gépek működési elve eltér a deformáló hatás irányától.
| Vázlatos kép | Működési elve |
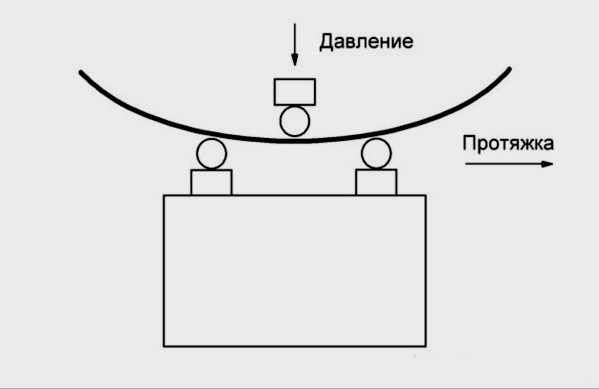 |
A nyomótengely fentről lefelé mozog . Ez a leggyakoribb profildeformációs séma, mivel a legtöbb kézi gép ennek megfelelően dolgozik. A felső görgővel ellátott rögzítő rendszert emelőkkel rendelkező gépeknél ritkán alkalmazzák. |
 |
A nyomótengely felfelé és lefelé mozog . A profilt deformáló nyomás alulról érkezik. Ez a rendszer hagyományos a hidraulikus emelővel rendelkező gépeknél. A központi tengely mozgatható, míg az oldalsó nyomótengelyek álló helyzetben vannak. |
Meg kell jegyezni, hogy a fémdeformáció egyik és másik sémája egyaránt hatékony. Az erő irányának különbségét csak a hajtás és a mozgatható henger helyének célszerűsége magyarázza a statikus tengelyekhez képest.

Gép nélküli cső deformációja – bal oldalon a cső a rovátkák mentén hajlított, jobbra pedig homokkal megtöltött hajlításhoz
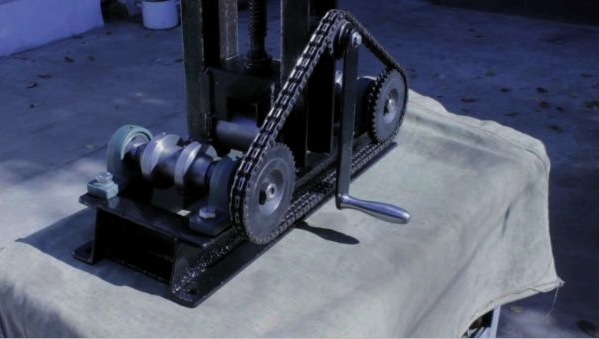
A kézi csőhajlító összeszerelése
Fontolja meg, hogyan állítson össze egy egyszerű, saját kezűleg készülő profilhajlító gépet. A kész gépet legfeljebb 60 mm átmérőjű profilcsövek deformálására tervezik.
ÁbraA műveletek leírása
Anyagokat készítünk . A házi profilhajlító összeállításához szüksége lesz:
- Csatorna 80 mm;
- Préselt csapágyak;
- Acél tengely átmérője 60-70 mm – 3 db;
- 5 mm vastag acélszalag;
- Vezérműlánc Zhiguli "klasszikusokból" és fogaskerekekből;
- Acélrúd;
- M20 csavarhossz 600 mm;
- Csavarok, anyák és záró alátétek.

Előkészítjük a vázelemeket . A csatornát 4 hosszanti részre vágjuk, amelyek közül kettő 70 cm hosszú, és 2 keresztirányú, egyenként 20 cm-es részre.
Két hosszú, hosszanti darabot, a fotón látható módon, a végein 70 ° -os szögben levágunk.

Jelölünk és furatokat fúrunk a csapágyegységekhez . A hosszanti csatornák felső részére csapágyszerelvényeket alkalmazunk, és kijelöljük a csavarok rögzítésének helyét.
A fotón látható lyukasztóval lyukasztunk egy helyet a fúráshoz, majd lyukakat készítünk.

Oldalsó rögzítéseket készítünk a nyomótengelyhez . Az oldaltartók, amint az a fényképen látható, csatornából készülnek.
A rögzítés méretei nincsenek külön feltüntetve, mivel azokat a rendelkezésre álló tengelynek megfelelően választják meg. Átmenő furatokat fúrnak a tengely tengelye alá a rögzítésekben.
Jelentős terhelés lesz a nyomótengelyen, acélcsíkkal ellátott betétekkel megerősítjük a lyukat, hogy ezen a helyen a fémvastagság legalább 10 mm legyen.

A szorító egység felső részét elkészítjük . Ugyanebből a csatornából vágtunk egy darabot a tengely szélessége mentén, és ahogy a fotón látható, 45 ° -os szögben levágtuk az oldalfalait.
Ennek eredményeként a két oldalfalból és a felső részből U alakú keret összehajtható, amely megfogja a tengelyt.

Előkészítjük a vezetőket a szorító egységhez . Két 500 mm magas állványt vágtunk ki a csatornától.

Meghegesztjük a csavaros csatlakozás lemezeit . Két lemezt vágunk le egy acélcsíkról, hogy azok szabadon belépjenek a csatornaüregbe.
Mindegyik lemezben lyukakat fúrunk a szélétől 10 mm-re, 12 mm átmérőjű csavarokhoz.
Az előkészített lemezeket a csatornák széléről behelyezik és hegesztik.

Mi össze a szorító egység egy mozgatható kerék . A két korábban kivágott oldalfalból és a felső részből egyetlen egységet hegesztünk, amelybe az összeszerelés során behelyezzük a tengelyt.

A keret és az állványok összeszerelése . A korábban kivágott hosszanti és keresztirányú részekből összeállítjuk és hegesztjük a csőhajlító alapját.
Függőleges vezetőket hegesztünk az alaphoz, amelyek mentén a szorító egység elmozdul.

Rögzítjük a csavart . A szorítóegység felső részében kijelöljük azt a középpontot, amely mentén 22 mm átmérőjű lyukat fúrunk. Átadjuk az M20 csavart a lyukba.
A csavar végén két átfedést hegesztünk, hogy a csavar szabadon forogjon a furatban, de ne kerüljön ki belőle.

A vezetősínek számára elkészítjük a felső sínt . Vágjon le egy csatornadarabot a vezetők közötti távolság méretének megfelelően. Két lyukat fúrunk az élek mentén, amelyeknek egybe kell esniük a vezetőkben már fúrt lyukakkal.
Közepén lyukat fúrnak, amelynek tetejére a csavar anyája van hegesztve.

A felső keresztlécet csavarokkal rögzítjük . Helyezzen két csavart a felső keresztléc furataiba és a vezetőkbe, amelyeket anyákkal meghúzunk a rugós alátéteken keresztül.

Rögzítjük a csapágyegységeket . A váz alapjának tetején csapágyszerelvényeket alkalmazunk, amelyekbe tengelyek vannak elhelyezve.
Csavarokkal és anyákkal rögzítjük a csapágyegységeket a megfelelő furatokon keresztül. A rugós alátétek felszerelése után húzza meg az anyákat.

Az agyat a fogaskerekekhez hegesztjük . A fogaskerekek közepén egy agy van hegesztve a vezérműlánc alatt, az átmérője megfelel a tengely orsójának. A hegesztés az agyban történik, és egy horony a tengelyen.
Ez egy összetett kialakítás, és ha le akarja egyszerűsíteni, a fogaskerekeket egyszerűen hegeszthetjük a tengelyekhez.

Szerelje be a fogaskerekeket a tengelyekre . Helyezzük a fogaskerekeket az orsókra, és húzzuk meg két anyával – az egyik fő, a másik reteszelő.

A tengelyt a kapu alá hegesztjük . A függőlegesen elhelyezett vezető közepén, a már beépített fogaskerekek oldaláról a kapuhoz egy tengely van hegesztve egy fogaskerékkel.
A tengely helyzetét a vezetőn úgy határozzuk meg, hogy a lánc megfeszüljön, ugyanakkor feldobható, és ha szükséges, eltávolítható.

Megcsináljuk a kaput . Levágtunk egy darab 40-50 cm hosszú csíkot, a kapu egyik széléből hegesztünk egy fém rudat, amely fogantyú lesz. Másrészt hegesztjük az agyat a csőburkolattól.
A cső külső átmérőjének meg kell egyeznie a betakarított fogaskerekek belső átmérőjével.

Nyomja a fogaskereket a fogantyúra . A fogantyún egy satú segítségével megnyomjuk a vezérműlánc fogaskerekét.
A gyorsabb és könnyebb nyomáshoz a hajtóművet legalább 120 fokos hőmérsékletre kell melegíteni. Ennek eredményeként a furat kitágul. Miután az alkatrész lehűlt, szorosan fogja az agyat.

Kaput készítünk a szorító egység számára . A csavar végén átmenő furatot fúrnak. Egy rúddarabot tolnak a lyukba, hogy fogantyút készítsenek.

Oldalsó kapu telepítése . Rögzítjük a kapuagyat az előre hegesztett tengelyhez, és meghúzzuk az első és a rögzítő anyákkal. Láncot dobnak át mind a három sebességfokozaton.
Festés . A profilhajlítás elvégzése után azok a részek festhetők, amelyek működés közben nem lesznek súrlódva a korrózió lassítása érdekében.
Összefoglaljuk
Megtanulta, hogyan készítsen kézi tekercset alakú csövek hajlításához. Azt is javaslom, hogy nézze meg a cikk videóját. Ha bármilyen kérdése van, feltétlenül tegye fel őket a megjegyzésekben.



