Fúrás “A” -tól “Z” -ig: az eszközök megválasztása és az anyagokkal való munkavégzés árnyalatai

Tartalom
A fúrás az egyik leggyakoribb művelet, amelyet egy otthoni varázsló végez. Bármelyik mester fúrás közben is problémákba ütközött, különösen, ha a munka kényes. És a kényes munkával leggyakrabban találkozni kell: egy fúrás fél milliméteres volt – a bútorajtó ferde, vagy a fürdőszobában egy törülközőhöz való egyszerű horog ferdén emelkedett, és lehetetlen újrafúrni: a csempéket most fektették le. A kegyelem és a "tölgy" nem kompatibilis, ezért tudnia kell, hogyan fúrjon megfelelően egy fúróval.
Hogyan válasszunk fúrót
Biztonság
Az elektromos biztonság érdekében a széles körben forgalmazott elektromos szerszám a II. Osztályba tartozik: kettős működésű szigetelés, megengedett, hogy további földelés nélkül, azaz. egy ilyen fúró egy adapteren keresztül csatlakoztatható egy szokásos, eurótól eltérő foglalathoz. A "vas bazároknál" találhat egy I. osztályú hangszert ("ipari"), a fém testen földelő terminállal. Veszélyes a mindennapi életben használni, és a tokmánya leggyakrabban kúpos szárú (Morse-kúpos) fúrógéphez használható, amely ütés-forgó fúráshoz alkalmatlan. Ezért ne végezzen ilyen fúrót, még akkor sem, ha nagy teljesítményű és olcsó.
Az I. osztályt a fúró adattábláján feltüntetik, és ha nincs jelölés, a test részben vagy teljesen műanyag, az Euro csatlakozóval ellátott zsinór pedig II. Osztályú eszköz. III. Osztály – legfeljebb 42 V (kisfeszültségű) üzemi feszültségű elektromos kéziszerszámok felismerhetők a típustáblán szereplő osztályjelöléssel és egy speciális, keresztben lapos érintkezőkkel ellátott dugóval. Alkalmas otthoni használatra, de kényelmetlen: nagy teljesítményű transzformátorra van szüksége.
Az idegen tárgyak és nedvesség behatolása elleni védelem érdekében az elektromos kéziszerszámokat és berendezéseket két betűvel egymás után IP (Ingress Protection) betűkkel jelöljük: az elsőt – idegen tárgyaktól, a másodikat – a nedvességtől. Ha bármely pozíció védelme nulla, akkor a megfelelő szám helyett X betűt kell beírni, így az IP32 fúrógép jó időben a szabadban is használható; Az IPX2 – csak belül, az IP34 – kívül ködben és szitáló esőben, az IP68 pedig a Szaharában és a víz alatt is működhet samum idején.
Fontos: az első 2-es szám azt jelenti, hogy a készülék védve van az ujjak behatolásától; például egy háztartási aljzat IP22 védettséggel rendelkezik. De ez semmiképp sem jelenti azt, hogy ha az azonos védettségű fúrótokmányt kéz közben megragadja, akkor az magától leáll. Az IP szabvány nem garantálja a bolondellenállást.
Patron
A hagyományos hárompofás tokmány pontos és jó a forgófúráshoz. Rotációs ütvefúróval gyorsan meglazul, maga a tokmány pedig elveszíti a pontosságát és teljesen meghibásodhat: a bütykös mechanizmus menetes tartója felszakad. Kemény, törékeny anyagokkal végzett munkákhoz a hárompofás tokmány alkalmas alkalmi használatra vagy gyémánt munkatesttel, csak forgás módban.
A kulcs nélküli tokmányban (a hullámos műanyag tartó alapján felismerhető) a fúrót egy rögzítőbilincs rögzíti. Egy ilyen tokmány jobban tartja a fúrót az ütközéses forgó fúrás során, de kevésbé pontos és nem nagyon alkalmas kényes munkára. Az erőteljes fúrókat két hüvelyes tokmány-tokmánysal látják el – a rögzítés és a lazítás különböző gyűrűkkel történik.
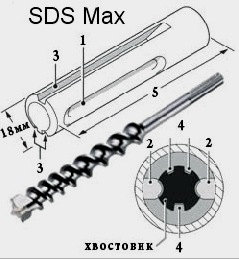
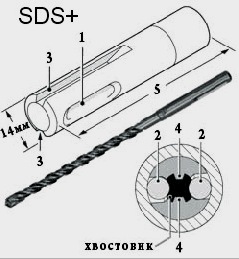
Az SDS kazettát (Steck-Dreh-Sitzt, német "insert-turn-sit" vagy Special Direct System, speciális közvetlen rendszer, angol) Bosh találta ki. Az építési munkákhoz az SDS ideális: a göndör hornyok rendszere, lásd: ábra, Abszolút megbízhatóan rögzíti a munkatestet egy kínai rejtvény elve szerint; a fúrót csak két könnyű mozdulattal cserélik ki.
Sajnos az SDS nem alkalmas lakatos és ácsmunkára: a fúrás központosítási pontossága nem megfelelő. A hárompofás tokmány és az SDS közötti adapternek nincs értelme: fellazul a vibrációtól, mint egy hagyományos fúró. Ezért az SDS-fúró nem kompatibilis a munkaterület normál illeszkedésével.
Megjegyzés: Háromféle SDS illesztés létezik: SDS +, SDS Top és SDS Max. Az SDS Top-t ritkán használják köztes és általában sikertelen lehetőségként; Az SDS + legfeljebb 5 kg tömegű egykezes szerszámokhoz készült; SDS Max – nehéz kétkezes.
Teljesítmény és fordulatszám
Ha általános munkához forgó kalapácsfúrót vásárol, nem kell spórolnia az energián. Teljesítménytartalom szükséges a szükséges forgatónyomaték létrehozásához alacsony fordulatszámon. A fúrókban alkalmazott szekvenciális gerjesztésű kollektoros villanymotor külső jellemzője közel áll az ideálishoz, de az alacsony teljesítményű kis teljesítményű motor nagy áramtól túlmelegszik. Célszerű megvásárolni az első szárny fogantyút is, ha nem a készlet tartalmazza.
A fúró maximális sebessége is fontos. A gyémánt szerszámot szó szerint "elfogyasztjuk" a szemünk előtt 1600-1700 fordulat / percnél kisebb sebességgel; normál üzemi fordulatszáma 2500 ford / perc. A keményfém szerszámok legalább 1500 fordulat / perc sebességet igényelnek. Ha 600-1200 fordulat / perc sebességű fúrót talál, ez egy speciális eszköz, amely alkalmatlan az általános célú munkákra.
A fémeken végzett precíziós munkához egy egyszerű, csak forgó, kis teljesítményű fúrógép – 120-200 watt a legalkalmasabb. Az ágy, amely a fúrót asztali fúrógéppé alakítja, nagyon hasznos lesz számára. És ha egy lemezjátszót is kihúz az ágyhoz, akkor a fogfurattal apró alkatrészek marására lehet használni.
Hálózat vagy akkumulátor?
Az otthoni iparművésznek két esetben van szüksége vezeték nélküli fúróra:
- Ha a munka oldalt áll – a többé-kevésbé rendszeres pluszpénz.
- Ha van nem villamosított nyaralója vagy garázsa.
Mindenesetre valószínűleg nem térül meg egy drága, lítium akkumulátorral rendelkező fúrógép, amelynek töltési ideje 10-20 perc. Ez egy lehetőség a teljes munkaidőben napi munkában dolgozó szakemberek számára. Önnek megfelel egy szokásos alkáli akkumulátor, amely 4-8 órát tölt. Szélsőséges esetekben fél óra alatt „felpumpálható” egy-két lyukra.

Szakasz összefoglaló
A fentiek mindegyike a következő ajánlásokra csökkenthető:
- Rendszeres építési munkák, beleértve a fémszerkezeteket is – legalább 350 wattos forgókalapácsra és ütvefúróra van szükség.
- Időszakos háztartási feladatok – rotációs ütőfúró 250 W-tól.
- Precíziós fúráshoz – opcionálisan 120-150 W precíziós rotációs fúrógép; lehetőleg ággyal.
Fúró
A fúrófejeket leggyakrabban a következő típusokban használják:
- Spirál – szerszámacélból készülnek, kemény ötvözetből készült permetezéssel, kemény ötvözetbetéttel és szilárd keményfémmel. Bármilyen anyaggal végzett bármilyen típusú munkához.
- Fúrókkal fa, MDF és műanyag fúrására használhatók. Lehetővé teszi nagy lyukak fúrását. Vagy egy darabból készülnek, vagy egy sor horoggal és több, különböző átmérőjű betéttel. Ez a készlet olcsóbb, mint a szilárd szárak, de kevésbé pontos.
- A koronát (koronát) kemény törékeny anyagok – kő, beton – lyukainak feltárására és széles furatok fúrására használják forgácslapon és farostlemezen. Kapható központosító fúróval vagy anélkül. Ez utóbbiak olcsóbbak, de csak kőre alkalmasak és erős munkatudást igényelnek.
- Kör alakú fúróval (centrobore, ballerina) nagy átmérőjű lyukakat fúrnak vékony, erős, de törékeny, dekoratív elülső felülettel rendelkező anyagokba, például csempékbe vagy csiszolt díszkőbe. A körfúró fúrási átmérője fokozatmentesen változtatható. Körfúróval történő forgó ütvefúrás nem megengedett.
- A gyémántfúrók vékony falú csövek, amelyek speciális gyémánt bevonatú ötvözetből készülnek. Használhatók üveg, csiszolt díszkő, mázas kerámia burkolatok fúrására. Az utak gondos kezelést és a fúrási technológia pontos betartását igénylik.
Fúróélesítés
Fúróélesítés
A fúrók önélesítése megengedett csavar- és tollfúróknál. Az elsőket gyémántreszelékkel élezik – szerszámacélból készülnek. Az olcsó készletek hagyományos szénacélból készülhetnek; a tolluk egy szokásos fájl segítségével szerkeszthető.
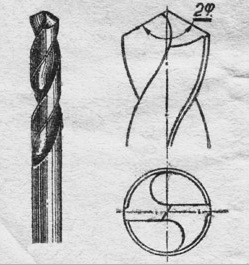
A csavarfúrókat csiszolókoronggal (keményfém – gyémánt) élezik olyan eszköz – ék, amelynek szöge 180 fok, mínusz az élesítési szög fele. Tehát 120 fokos élesítési szöggel 30 fokos ékszögre van szükség. Az ék hipotenuszában (ferde oldalán) hosszanti üreg vagy vaklyuk készül, amelyben az élesítés során a fúró simán megfordul. A legjobb élességet finom (bársonyos) kézi smirglikerekkel lehet elérni, lásd a 7. ábrát. lent.

Különböző anyagokhoz a fúrógép különböző élezési szöge szükséges. A fémet leggyakrabban olyan fúrókkal fúrják, amelyek élezési szöge 116 fok, beton és kő – 90 fok, fa – 60-90 fok. A különböző típusú fúrók pontos szögei és élezési módszerei megtalálhatók az Anyagmozgatási kézikönyvekben.
A kemény ötvözetekről
A fúrókhoz használt volfrám-karbid bór-, volfrám- vagy cirkónium-vegyületekből készül. A legolcsóbbak a bóralapúak, de a beton nagy nehezen elviszi ezt a fúrót, és gyorsan elhasználódik. Ezeket a fúrókat "kő" jelöli. Dekoratív anyagokat nem lehet fúrni velük – a lyuk szélei elaprózódnak. A volfrám- és cirkóniumvegyületek elsősorban ellenálló képességükben különböznek: a cirkóniumvegyületek hosszabb ideig tartanak. Ennek megfelelően drágábbak.
Mit és hogyan kell fúrni
Minden fúráshoz meg kell jelölni a furatok helyét. A fém esetében ezt lyukasztóval, üvegre, kerámiára és kőre – vagy egy speciális gyémánt lyukasztóval, vagy egy régi üvegvágó győztes hengerének felével, házi készítésű klipbe szorítva. Kézzel kell kopogtatni (pontosabban forgatással karcolni) a törékeny szilárd anyagok lyukjegyeit. Most térjünk át közvetlenül a fúrási technológiára.
Acél, sárgaréz, bronz, masszív duralumin
A normál viszkozitású fém fúrása közepes fúrási sebességgel, 400-1000 ford / perc, a furat átmérőjétől függően: 400 fordulat – a hagyományos fúrógép maximális fúróátmérője 13 mm; 1000 – 3 mm átmérővel. Kisebb átmérők esetén a fordulatszám ismét ugyanarra a 400 fordulat / perc értékre csökken 1 mm-re.
A kanyarokat maximálisan, alapjáraton kell érteni. A fúrási folyamat során maga a szabályozó csökkenti őket a szerszámadagolásnak megfelelően, azaz aszerint, hogy mennyire támaszkodik rá. A súly szerinti kézi fúráshoz szükséges takarmány kiválasztása bizonyos készséget igényel: ha az adagolás túl alacsony, morzsák mennek, a lyuk egyenetlen falakkal alakul ki. Ugyanabból a morzsából a fúrógép túlmelegszik és gyorsan unalmassá válik.
Túlzott adagolással az úgynevezett lefolyó forgács megy – vastag, spirálban görbül. Az eredmény ugyanaz. Az etetési készség gyorsabb fejlesztése érdekében két kézzel is kis lyukakat kell fúrni, galléros fogantyúval. A zsetonnak vékonynak és törékenynek kell lennie. A 42. és 44. acéloknál (közönséges szerkezeti acélok) kékes elszíneződés elfogadható.
A bronz és a duralumin egyes fajtái különös figyelmet igényelnek: egyáltalán nem eresztik le a forgácsot, a duralumin pedig 160 fok fölé hevítve élesen elveszíti erejét. Edzéssel megengedett a bronz nyomon követése: megjelenése nem kívánatos. A dural-t folyékony motorolajjal kell hűteni: ha felforr, enyhén nyomja meg.

Az alapjárati sebességet a szabályozó kattintásával állíthatja be. Ha a fúrógép fordulatszáma 2800 1 / perc, és a szabályozó 14 kattintást ad éltől szélig, akkor 1 kattintás 200 ford / perc. A szabályozó szabályozási jellemzői nem mindig lineárisak, ezért gondosan figyelemmel kell kísérnie a fúrási folyamatot, majd meg kell adnia a szükséges korrekciót: annak megismeréséhez, hogy az adott eszköz melyik kattintására van szüksége az anyag fúrásához.
Megjegyzés: Acél és sárgaréz fúrásakor nincs szükség kenésre, csak a megfelelő forgács kialakulását akadályozza meg.
Fém lemez
Ugyanazokra az anyagokra, de a lemezre két módszer ajánlható, hogy a fúrás ne okozza a lap hajlítását:
- Az ágyból történő fúráskor adjon több fordulatszámot, akár 1500-2000, és gyorsan "szúrja ki" a lepedőt, amelynek egy fából készült párnán kell feküdnie. Annak megakadályozása érdekében, hogy a lepedő megforduljon és meg ne sérüljön, a szélein a párnába hajtott szegekkel kell rögzíteni, vagy bilincs segítségével az asztalhoz kell nyomni; jobb – kettő.
- Súly szerinti fúráskor, amint megnövekedett ellenállást érez az adagolással szemben (ez azt jelenti, hogy a fúró hamarosan kijön), meg kell fúrnia a lyukat a másik oldalon, a "pattanások" belsejében egy központosítóval be kell öblíteni.
De egy radikális módszer egy vékony fémlemez széles lyukának megszerzéséhez egy közönséges fúróval az, ha először lyukat fúrunk, amelynek átmérője megegyezik a lemez vastagságával, majd egy vagy három lépésben kiterjesztjük a a szükséges lyukat mínusz a fém vastagságának kétszeresével, és fúrja tisztára. Minden következő furatnak a fém vastagságának kétszeresével szélesebbnek kell lennie, mint az előző. A megengedett legnagyobb átmérő 5-6 fémvastagság. Vagyis egy 13 mm átmérőjű lyukat lehet fúrni egy 2 mm-es lapba, és ez kerek lesz, és nem olyan, mint egy erősen simított sarkokkal ellátott háromszög.
Alumínium
Az alumínium puha fém, nagyon viszkózus és alacsony olvadáspontú: olvadáspontja csak 660 fok. Emiatt fúráskor megolvadhat a vágóélnél, elmoshatja a lyukat, kidudoríthatja a széleit és megharaphatja a fúrót. Ezért az alumínium fúrásakor másfélszer kevesebb fordulatot kell megadni, mint más fémeknél, a fúrót folyékony gépolajjal, emulzióval vagy vízzel hűtsük le, és egy kicsit etessük a szerszámot, átfedés nélkül.
Az alumínium fúrógépnek élesnek, gyárilag élezettnek vagy speciális gépen meg kell éleznie. A kézzel élezett fúrók nem alkalmasak alumíniumra.
Rozsdamentes acél
A rozsdamentes acélt ugyanúgy fúrják, mint a szerkezeti acélt, de szilárd keményfém-fúróval, fémhez élezve. Az ilyen fúrók nagyon törékenyek, ezért a szerszámot egyszerűen és a legkisebb torzítás nélkül kell etetnie. A legjobb, ha kis teljesítményű precíziós fúróval fúr az ágyba.
Fa, MDF és műanyag
A kereskedelmi fát fa alatt élezett csavarfúróval vagy tollfúróval fúrják. Sűrű erdők (tölgy, bükk, dió) fúrhatók egy középső fúróval. Fúrófordulat – 400-600 a sodródó fúrókhoz és 200-500 a tollakhoz és koronákhoz.

A műanyag ablakok, az MDF, a műanyag csempék és a csiszolt fa fúrását vagy speciális fafúróval (formázott élezéssel és központosított menetes kúppal), vagy tömör tollfúrókkal végzik. Ez utóbbi esetben előre 3-5 mm-es furatot fúrnak; hagyományos fúróval fúrható. Az árbevétel megegyezik a kereskedelmi faanyaggal; adagolás – könnyű, nyomás nélkül.
Beton és vasbeton
A betonba történő fúrást speciális betonfúrókkal végezzük, szuper kemény keményforrasztással vagy betéttel, ütés-forgó módszerrel, a fúró maximális sebességének 2/3-án. A legjobb megoldás az SDS-fúró. Ha vasbetonot fúrnak, akkor a fúró vasalaton való ütése leggyakrabban annak károsodásához vezet: a kemény csúcs leválik. Ezért a vasbeton fúrása előtt nagyon kívánatos a betonacél detektorával meghatározni a vasalás helyét; ez az eszköz a fémdetektor elvén működik.
A falakba lyukakat kell fúrni az aljzatok kimenetéhez koronával kőre (téglafalakhoz) vagy betonra, ugyanezekkel az óvintézkedésekkel a vasbeton esetében is. Ha a furatot koronával fúrják központosító fúró nélkül, akkor szorosan, elfogultság nélkül, a falra helyezik, megnyomják, és élesen, gyors préseléssel bekapcsolják a fúrót.
Van egy speciális eszköz és technológia a falak fúrásához, de ez egy speciális leírás tárgyát képezi.

Kerámia és kő
A csempe fúrása túlzás nélkül egy egész tudomány. Anyaga dekoratív, a lyuk széleinek aprítása elfogadhatatlan. A már lefektetett csempéket fúrják, így a repedés is elfogadhatatlan. Sima felületen a fúró könnyen lecsúszhat, ami megint elfogadhatatlan. Fúrás – csak forgatással.
A kerámia burkolólapok fúrása a következőképpen történik:
- Manuálisan egy gyémánt vagy keményfém középső lyukasztóval lyukasztunk, amelynek átmérője nagyobb, mint a központosító fúróugró vastagsága; átmérője 2,5-3 mm. Nagy lyuk fúrásakor a központosító fúró átmérőjének meg kell egyeznie a körfúró központosító rúdjával.
- Betonfúróval központosító lyukat fúrnak. A 6 mm-es dübelekhez való furatok fúrásakor azonnal tisztán lehet fúrni.
- A lyukat végül egy finom betonfúróval fúrják.
A porcelán kőedényeket ugyanúgy fúrják, mint a kerámialapokat. Fúrási sebesség – maximális, kivéve a körfúróval történő fúrást; takarmány – könnyű, minimális. Kívánatos a munkaterület folyamatos hűtése vízzel. Lehetetlen hűteni a csempéket olajjal – hevítéskor tönkreteheti a dekoratív felületet.
A kerámia fúrása körfúróval különleges körültekintést és szilárd kezet igényel: nincs eltérés és a fúró nem kiegyensúlyozott. Még a tapasztalt dolgozóknak is két kézzel kell középfurattal fúrniuk, és az első fogantyút át kell dobniuk a fúróra. Forgalom – magasabb, de legfeljebb 900, mert nagyoknál egy kiegyensúlyozatlan fúrógép megtöri a lyukat és elaprítja az éleit.
Videó: hogyan kell fúrni a csempéket
Tömör kő és üveg
Gyémántfúróval kell fúrni az üveget, a gránitot és a kvarczárványokkal ellátott breccitált (szemcsés) kemény követ. Ez egy ász és egy fúróvirtuóz munkája. A kis teljesítményű precíziós fúrót maximális fordulatszámra állítják be, megpróbálják, vízszintesen és függőlegesen szembe állítják, azonnal bekapcsolják "teljesen", és lassan, simán bevezetik a fúrót az anyagba. A sajtolás és a ferdítés elfogadhatatlan.
Ha a feldolgozandó darab az asztalra fektethető, akkor az ókori egyiptomi módszerrel üvegből és kőből lehet fúrni az ágyból: rézcső kvarc (nem kagyló) homokkal:
- A fúrás helye körül 1-1,5 cm magas henger készül gyurmából vagy gittből.
- Finom kvarchomokot öntünk a kialakult lyukba, és folyékony szuszpenzióvá nedvesítjük.
- Egy egyenletes, vékony falú rézcső van betöltve a fúrótokmányba.
- A fúró minimális fordulatszámra van állítva.
- Fúrjon egy sor rövid, könnyű pecket a legalacsonyabb nyomáson. A homok rézzé esik, és a legnagyobb szilárdságú szemcséinek csúcsa megrágja az anyagot.
Megjegyzés: A pontos átmérőt nem fogja megkapni, de a lyuk körül egy matt foltot kap.
Videó: példák otthoni üvegfúrásra
Lyukak a csövekben
Ha egy csődarabot középre lehet fektetni vagy egy sínbe lehet szorítani, akkor jobb, ha pontos fúróval fúr az ágyból. Ha súly szerint kell fúrni, akkor a lyukasztás után a jelölést át kell terjeszteni olyan átmérőig, amely meghaladja a fúróugró vastagságát. A fém esetében ez keményfúróval végezhető, könnyű nyomással forgatva az ujjaival; PVC-n – írókés hegyével.
Ezután a főfúró hegye kikapcsolt fúróval kerül a lyukba, a szerszámot kiegyenlítik és megpróbálják, mint egy csempe fúrásakor, kissé megnyomva és bekapcsolva a fúrót, fokozatosan növelve a sebességet. Ha a furat átmérője meghaladja a csőátmérő 1/5-ét, akkor először egy 2-4 mm átmérőjű központosító furatot kell fúrni. Általában némi hozzáértéssel a lyukak fúrása a csövekbe nem nehéz feladat. Csak óvatosnak kell lennie: súly szerinti fúráskor a fúró fröccsenése károsíthatja a falat vagy a bútorokat.
Szögletes lyukak
Fúrhatsz négyzet alakú lyukakat? Igen, ha fúrót használ az úgynevezett Renault háromszög formájában – ez a legegyszerűbb ábra, ahogy a matematikusok mondják, állandó szélességű. A Renault fúrók rögzítő vázzal vannak ellátva; rúddal és bilinccsel van rögzítve a fúrógéphez. A lyuk sarkai lekerekednek, de a lyuk láthatatlan területe csak 2% lesz.
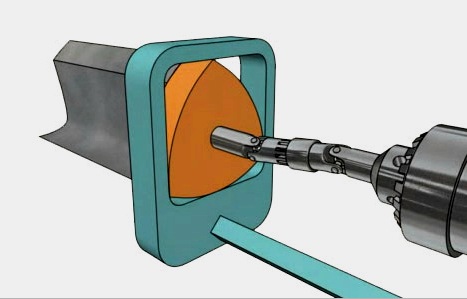
Egy fúró azonban csak szögletes lyukakat képes fúrni fába, rétegelt lemezbe és nem túl erős műanyagba: ez a fúrás sok energiát igényel, és hatalmas oldalirányú erők keletkeznek a szerszámon. Speciális gépeken négyzet alakú lyukakat fúrnak a fémbe, de a kerámiát és a követ egyáltalán nem lehet így fúrni: oldalirányú erők darabokra fújják az alkatrészt.
Eredmény
Valahogy egy göcsörtös lyukat átfúrni egy fúróval egyszerű dolog. Egy egyenletes, kerek és takaros lyuk fúrása azonban igazi mester, hozzáértő, intelligens és ügyes kezű munka feladata.



