Csőfűzés – módszerek és eszközök

A csövek menetvágására szolgáló matricák biztosan megtalálhatók egy megbízható tulajdonos "dobozában". Különösen ezek a részletek fontosak a saját otthonukban élők számára, ahol gyakran a háztartásnak szüksége van a csővezeték cseréjére vagy frissítésére, szálak vágására a különféle kapcsolatok létrehozásának kényelme érdekében stb. Annak érdekében, hogy ne forduljunk minden alkalommal szakemberekhez, hasznos egy sor matrica megvásárlása a csövek menetéhez.
Mi a cérna és mire való
A menet a rögzítő alkatrészek vagy az összeszerelő szerkezetek egyik legnépszerűbb típusa. Több alkatrész, például csövek összekapcsolására szolgál egy szerkezetbe. Ehhez az oldalsó vagy belső részükön hornyokat vágnak, amelyeknek bizonyos alakjuk, dőlésszögük és a barázdák közötti távolság (fordulatszám) van.
A horony lehet az összekötő részeken is, például csapokon vagy pólókon. Ezzel a telepítési módszerrel összecsukható vagy egy darabból álló szerkezeteket készíthet, például vízvezetéket, csatornázást és más típusú csőrendszereket. A menetet csak kerek vagy kúpos részeken lehet elvégezni, mivel ez más felületek számára kellemetlen és kivitelezhetetlen.
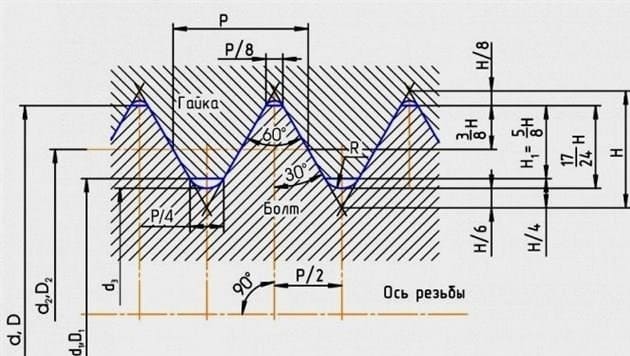
A leggyakoribb menetprofil háromszög alakú. Nagyon egyszerű és hozzáférhető, de nem alkalmas a rendszer gyakori elemzésére. Abban az esetben, ha a csöveket vagy más alkatrészeket gyakran le kell választani, kerek profilt kell használni. Leggyakrabban vízvezeték-szerelésre használják. Más típusú profilokat használnak a kinematikai rendszerekben (például sebességváltókban), de nem használják a vízvezeték-szerelésben.
Lásd még: Gázpalack csatlakoztatása a tűzhelyhez saját kezűleg
Egyfajta kinematikai szeletelés Forrás findpatent.ru
Menettípusok
A menetfűzés nagymértékben függ attól, hogy milyen felületen kapcsolják be és milyen célra fogják használni. Például egy kúpos jó a hézag tömítéséhez, de nehéz elkészíteni. Kétféle menetirány létezik: jobb és bal. Az első a leggyakoribb. Csavarokon, csavarokon, csöveken és egyéb csatlakozóelemeken látható. Egy alkatrész csavarozásához egy ilyen bevágáson az óramutató járásával megegyező irányba kell fordítani, balra pedig az ellenkező irányba.
A szál lehet egyszeres indítású, vagy több párhuzamos szálból állhat. Az ilyen ízületekben a hangmagasság (P) mellett a Ph paramétert használják, amely megmutatja az egy menetben levágott barázdák közötti távolságot. Erre azért van szükség, hogy megértsük, hogy a szomszédos hornyok között elfér-e még egy fordulat. Hogy néz ki, hogy több menetben menjen a csövekre, az alábbi képen látható.
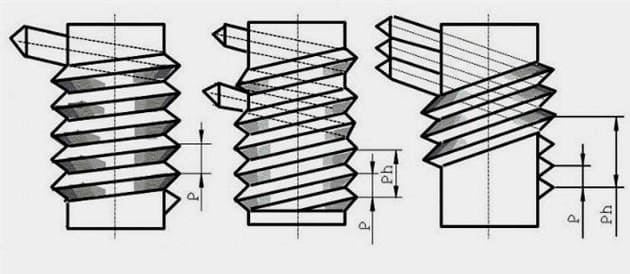
Példa a fordulatok közötti távolságra Forrás https://ng.sibstrin.ru/wolchin/umm/in_graph/ig/004/000.files/102.jpg
Többféle szál létezik, amelyek különböző funkciókat látnak el és alkalmasak konkrét feladatokra:
- A metric (M) a leggyakoribb típus a mindennapi életben, de csövekhez teljesen alkalmatlan, mivel nem szabványos. Ilyen rovátkának önvágásakor a csőben további modulok telepítésével vagy egy szabványos termékhez történő csatlakozással lehet probléma, az ellentmondás miatt a dőlésszög, a szög és a profil között. A metrikus vágás háromszög alakú profilú, 60 ° -os szöggel és 0,5-2 mm-es osztással. A menetben lévő menet méretei a külső átmérőt mutatják, például M10 10 mm.
Metrikus vágás Forrás upload.wikimedia.org
- Hengeres (G) – BSPP-ként jelölve és Nagy-Britanniában találták ki. Emiatt az összes szabványosítási mérést hüvelykben hajtják végre, ezért megkapta a megfelelő nevet. Ilyen bemetszést alkalmaznak a csövekkel összekapcsolt rendszerek több mint 90-95% -ában, és minden olyan szerelvényen levágják, amelyet a vízvezeték-szerelésben használnak, és amelyek piacunkon általánosak. Egy ilyen menet méretjelölése a névleges furat átmérőjét mutatja, nem a külső kört, és 1/16 és 6 hüvelyk közötti lehet. Egy ilyen rovátkának a tetején lekerekített vágások vannak, profilszöge 55 °.
Jellemzők
Jelenleg a lerknek sok változata van. Jelöléssel megkülönböztetheted tőle. „G” a csővezeték és az „M” metrikus. A balkezes szálakat készítő matricákat "L" jelzéssel látják el.
A metrikus szerszám fő jellemzője a menet átmérője és menetmagassága, amelyet milliméterben mérnek. A szokásos átmérő 1 – 60 mm. Az "M 10" jelöléssel ellátott egység megvásárlásával 10 mm átmérőjű menetek készíthetők. A menetmagasság a szálak közötti távolság. Ez a mutató növekszik a nagy átmérőjű meghalók esetén.
Ha hüvelykes csövekre van szükség, a GOST 2 hüvelykig terjedő méretben biztosítja a kioldást. A szerszám bizonyos csőméretekhez szükséges paramétereinek kiszámításakor figyelembe kell venni, hogy 1 hüvelyk = 25,4 mm. 32 mm átmérőjű csőhöz "G 1 1/4" jelzésű szerszámot használnak.
Csakúgy, mint a metrikus, a cső szerszámának menetemelkedése az átmérőtől függ. Manapság a legelterjedtebbek a G1¼ szerszámok, amelyek menetemelkedése 1,337 mm, G1 2,309 mm, G1 / 2 1,814 mm, egy csőszerszám, amelyek ára közvetlenül függ az anyag minőségétől. A kobaltos műszereket tartják a legjobbnak, de a kevéssé ismert márkákat gyakran rossz minőségű karokkal gyártják. Ma a piacot főként olyan nagysebességű acélból készült szerszámok képviselik, mint a ХСС, 9ХС, Р6М5.
Érdekel egy pipadarab – megvásárolhatja az "Enkor24" üzletben. Ezeket az alkatrészeket a legszélesebb választékban mutatjuk be, így kiválaszthat egy olyan terméket, amely teljes mértékben megfelel az előírt paramétereknek. Az üzletben könnyedén kiválaszthatja azokat az eszközöket, amelyek érdeklik, amelyek nélkülözhetetlenek lesznek a különféle javítási és építési munkák során.
Videó leírása
Ez a videó bemutatja, hogyan lehet egy hüvelykes szeletet és vágást készíteni:
- Conical (R) – BSPT-ként jelölve, és szintén brit eredetű. Ugyanaz a dőlésszög és profilszög van, mint egy hengeres menetnél. A rovátkákat kúp alakú részekre vágják. Bizonyos esetekben megengedett az alkatrészek összekapcsolása R és G hornyokkal. A bekötési folyamat során a kanyarokban további feszültség keletkezik, ezért a kúpos horony további megbízhatóságot biztosít a dokkoló egységekben.
- A Round (Kr) egy nagyon ritka típusú csőcsatlakozás, amelyet olyan helyeken használnak, ahol gyakran össze kell szerelni és szétszerelni az illesztést. Az ilyen tartó még a gyakori szétszerelés után sem veszíti el alakját, megbízhatóságát és szorosságát. Ennek a szálnak hátránya, hogy nem csatlakoztatható más típusú hornyokhoz. A kerek kivitel profilja körív alakú, 30 ° -os szöggel.
A kúpos és hengeres alkatrészekre létezik egy amerikai szabvány, amely NPSM vagy NPTF feliratú. A metrikushoz hasonló szöge nem 55 °, hanem 60 °. Egy ilyen szálnak megvan a saját menetmérete és profilmagassága, de szinte sehol sem található, mivel a piacon a brit szabvány helyettesíti.
Lásd még: Hogyan cserélhetünk gáztűzhelyet egy lakásban: hová menjen és hogyan cserélje le ingyen

Példa az amerikai NPSM forrásra www.staniosind.com
Lásd még: A közművek telepítésére szakosodott vállalatok katalógusa: vízellátás, csatornázás és fűtés
Lerok osztályozás
Manapság az ipar sokféle különféle szerszámot gyárt a csavaros csatlakozások vágásához. Nyilvánvaló, hogy mindannyian sok szempontból különböznek egymástól. A méreten belüli ilyen egyértelmű különbség mellett számos olyan jel is létezik, amelyek alapján osztályozható:
- A nyomtatvány;
- A hajótest kialakítása;
- Menetvágási módszer.
Természetesen vannak más különbségek is, de a fentiek a legkézenfekvőbbek.
Az űrlap szerint a következő típusok különböztethetők meg:
- Cső alakú;
- Hatszög formájában;
- Négyzet formájában;
- Kerek.

Szerszámok metrikus és hüvelykes menetekhez
Tervezés szerint a következőket különböztetjük meg:
- Egész;
- Vágott;
- Csúszó.
A menetvágás módszere szerint a következő típusokra vannak felosztva:
- Kerek szálakhoz. A GOST 13536-68 szerint gyártva;
- Henger alakú. A GOST 9740-71 szerint gyártva;
- Kúposra. A GOST 6211-81 szerint gyártva;
- A hüvelyk esetén a 61111-52 gost, a metrikus esetében pedig a 9150-81 gost az irányadó.

Die tartó
A legszélesebb körben használt anyagok kerekek. Lehetővé teszik, hogy csak egy menetben faragjon. Például a különböző alakú szálak csúszószerszámai csak három-négy menet után garantálják a minőséget. Van azonban hátrányuk is. Például használatuk csak akkor ajánlott, ha a csövekre vagy más tárgyakra vonatkozó menetekre követelményeket támasztanak, amelyek nem magasabbak a második pontossági osztálynál.
A kerek szerszámok (GOST 13536-68) lehetővé teszik a finom és durva szálak gyártását mind metrikus, mind hüvelykes rendszerekben.
A munkavégzés során fontos figyelembe venni, hogy a menetszerszám külső átmérője közvetlenül befolyásolja a forgácslyukak átmérőjét és maga a menet méretét.
Eszközök
Különböző csőfűző eszközök vannak, amelyek a szerkezet belsejében vagy kívül vághatnak:
- A csap egy eszköz egy belső szál megérintésére . Megjelenésében rúdra vagy fúróra hasonlít, amelynek külső felületén egy horony és hornyok vannak elhelyezve a fogantyú visszahúzása érdekében. A csapokat szálak megérintésére vagy kalibrálására használják. Leggyakrabban a munkarészük 3 szakaszból áll, amelyek a durva, a közbenső és a végső vágás funkcióját látják el. Egyes gyártók 2-5 csapot készítenek, amelyek külön-külön vágnak. A csap elkészíthető kézi vágáshoz vagy alkatrészek megmunkálásához is. Leggyakrabban metrikus szálak bevágására használják, de vannak olyan változatok, amelyek a belső szabványos hornyok vágására szolgálnak a cső szabványaihoz.

Különböző csapok sora Forrás prosto-instrumenty.ru
Ratchet meghal
Ezek a menetgörgő mechanizmusok különös figyelmet érdemelnek. A racsnis a fejlettebb termékeket képviselő modellekre jellemző. Egy ilyen eszköz lehetővé teszi a munka elvégzését úgy, hogy a tartót csak egy irányba fordítja.
Nem nehéz ezeket a mechanizmusokat a menethengerléshez használni. A cső külső része "beül" a tartó vezetőjébe. A menetet az óramutató járásával megegyező irányú forgatással vágják el. A gyártás során nem szabad megfeledkezni a felületi rész kenéséről.
Lásd még: Hogyan kell rendesen és szépen elrendezni a kötényt a konyhában otthon
A vágás végén a klumpokat visszafordítják és újra áthaladnak a feldolgozandó helyen.
Elektromos eszköz használata
Az elektromos vágószerszám abban különbözik a kézi társaitól, hogy elektromos motorral rendelkezik.
Ez lehetővé teszi, hogy a szálakat a lehető legrövidebb időn belül levágja. Az elektromos kéziszerszám lehetővé teszi a műveletek gyors és hatékony végrehajtását is. Ráadásul a folyamat nem igényel sok fizikai erőfeszítést.
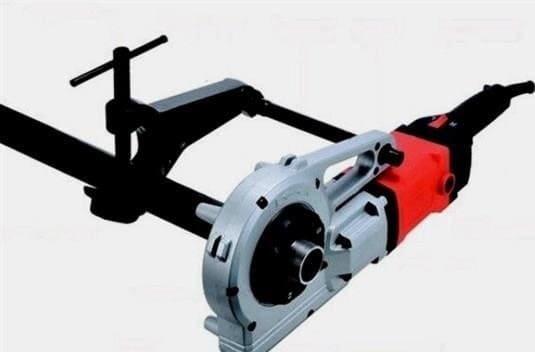
Az elektromos szerszámmal végzett munka kezdetekor rögzíteni kell az elágazó csövet a bilincsben, és meg kell nyomni a "start" gombot. A szeletelés másodpercek alatt megtörténik. Végül is a munkadarabot nem kell rögzíteni egy aljzatba, és az elektromos kéziszerszám maga csatlakozik hozzá. Ezért ezek az eszközök kiemelkednek hordozhatóságuk és kényelmességük miatt.
Kivágott kívül
A kézi csőmenetet menetfúrókkal hajtják végre. Ha ezek csúszó mechanizmusok, akkor azokat úgy kell a lepelbe helyezni, hogy a részein lévő rendszámtáblák a keret megfelelő számaival szemben helyezkedjenek el.
Ellenkező esetben a munkát nem fogják jól elvégezni. A rögzítéshez használjon csavaros ütközőt. Acéllemezt helyeznek közé és a szerszám közé – egy krakkolót, hogy ne nyomódjon meg.
A kerek eszközöket több csavarral – ütközőkkel – rögzítik a könnyű tartóhoz.
Csúszó nézetek segítségével kézi műveletek végrehajtásával szálat lehet szerezni, ha a rúd átmérője kis eltéréseket mutat. De kézi működtetéssel szilárd szerszámokkal ezt nem lehet megengedni. Például, ha a rúd átmérője csökkentett, akkor a vágás hiányos lesz.
Belülről vágjuk
A csövek belső meneteinek vágása kézzel történik csapok segítségével, és a gombokba vannak "beillesztve".
A belső csavarodás kialakításakor tudnia kell, hogy a csapnak van beömlő oldala. Itt a vége. Erre szükség van ehhez a munkához. A mozgás középső része kalibráló. Ő határozza meg az irányt. A farokrésznek négyzet alakú feje van, amely a csap csapjának megtámasztására szolgál, ha belülről működik.
Alapvető vágási helyek
A választék ízületeit a vízellátáshoz oly módon hajtják végre, hogy a végrészeikre hengeres csavarodás készüljön, amelyhez speciális vágógépet kell használnia. Ezután a csövek végrészeit összekötő alkatrészek segítségével rögzítik.
Nézd meg a videót
Ebben az esetben egy hosszú vagy rövid hengeres gömbölyítést alkalmaznak, amelyben a berendezés által végrehajtott két utolsó fordulatot futásnak nevezzük. A menetes eszköz tervezési jellemzői miatt alakul ki. A lefolyás lehetővé teszi a tengelykapcsoló elakadását a csőterméken, ezért a szerkezet az anyaggal – a tömítőanyag nagyon szoros.
A rövid cérnázás hossza nem lehet nagyobb, mint a tengelykapcsoló hosszának a fele. Az egy darabból álló, illesztett alkatrészekkel történő összekötésekhez rövid nézetet használnak. Egy ilyen kötést csak vágással lehet szétszerelni.
A rövid és hosszú típusú menet méretei, amelyeket egy speciális eszköz hajt végre, a csőválaszték átmérőjétől függően változnak.
A fém megtakarítása érdekében a gázellátó és fűtési hálózatokban vékony falú csőválasztékot telepítenek. Mivel ebben az esetben a falak vastagsága kisebb, mint a vízellátó csővezeték vastagsága, akkor menetvezetéssel a csövek falának kritikus értéke nem lehet kisebb, mint az ezekre a csövekre ajánlott.
Műveleti lépések
A kis és nagy csövek menete ugyanúgy történik. Bizonyos számú fordulat megtétele után a menetes mechanizmus az ellenkező irányba gördül. Erre azért van szükség, hogy a munkaterület ne legyen faforgács.
Miután elkészítette a darálót a munkához, meg kell dolgoznia egy fémcső egy részét, amely korrózióval vagy régi menettel rendelkezik.
Nézd meg a videót
Tanács. Nincs értelme megkísérelni helyreállítani a régi menetet a nagy vagy kis átmérőjű csöveken, ez nem felel meg az előírt tömörségi szintnek, ami szivárgást eredményez.
Ezután folytassa a letörést, különben a kockákat nehéz lesz felszámolni. A csípés helyét olajjal kell megkenni.
Ezt követően kapcsolja be a menetes eszköz tartóját (az óramutató járásával megegyező irányba). Ez azért ajánlott, hogy a megmunkálandó terület megtisztuljon a megmaradt forgácsoktól. A végén el kell távolítania a fűrészpor és az olaj maradványait a kezelt területről.
A nagy vagy kis átmérőjű választékon végzett munka helyességének megállapításához ajánlatos a csőre csavarni azt a részt, amelyet telepítésre előkészítettek. Ily módon meghatározzák, hogy a vágásnak van-e elegendő mérete és milyen jól van elkészítve. Csak alapos ellenőrzés után folytathatja a telepítést.
Videó leírása
Ez a videó bemutatja a menetfúrás jellemzőit:
- A Klupp egy eszköz a nehezen elérhető helyeken történő kopogáshoz . Megjelenése szerint csavarkulcsra hasonlít, csak a csavarokhoz való rögzítések helyett lyuk van a cserélhető marók rögzítésére. A szerszám működési elve hasonló a szerszámhoz, csak egy egész alátét helyett a vágóélét használja, az elforgatásához pedig egy kulcshoz hasonló mechanizmust, egy kulcsot. Vannak olyan eszközök, amelyek egy darabból álló test helyett állítható vagy nyitott kulcsokat használnak az esztergáláshoz. Egy ilyen eszköz kevesebbe kerül, mint egy darabból álló racsnis csavarhúzó, de használatakor megsérülhet, mivel a kulcs néha leugrik.

Példa különböző fejű kluppra Forrás otk-instrument.ruLásd még: Hálószoba egy lánynak – hogyan lehet álomszobát létrehozni? 150 fotó praktikus tervezési ötletről
Belső szálak koppintása
Egy csap segítségével belső fonalat vághatnak egy előre fúrt lyukba. A lyuknak kb. A szálméretnek kisebbnek kell lennie (a menetméretet a csapon feltüntetjük). Mint a táblázatban:
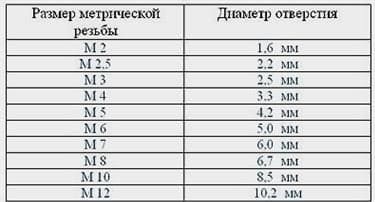
Menetes furatátmérő a belső menethez
Érdemes megjegyezni, hogy a fúrógép nem ad abszolút pontos átmérőt, bizonyos mm-es töredékekkel nagyobb lesz. Ez különösen észrevehető legfeljebb 3 mm átmérőnél. Ezt figyelembe kell venni, és a fúrógép kevesebb, mint tized mm.
Mint a szerszámoknál, itt is van egy csaptelep.

Vannak nagyoló és befejező csapok. Előfordul, hogy először durván, majd befejező csapkal vágnak, de többnyire csak simítót használnak.
Kézi koppintás (videó)
A folyamat majdnem megegyezik a préseléssel. A csapot a tartóhoz rögzítik és merőlegesen helyezik a furatra. A furattal rendelkező részt biztonságosan rögzíteni kell.
A csapot és a lyukat megkenik, és ez rendszeresen, több fordulat után történik. Mint a szerszám esetében, a forgácsok eltávolításához 1-2 fordulatot és 0,5 fordulatot kell visszafordítani.
A menetmenet pontosságának ellenőrzéséhez használjon négyzetet, több fordulat után ellenőrizze a csap függőleges helyzetét.

Hogyan lehet szálakat vágni
Mielőtt elvágná a menetet, el kell döntenie annak méretéről, dőlésszögéről és az alkalmazott szabványról. Ha olyan alkatrészt kell vágnia, amelynek illeszkednie kell egy már kész elemhez, akkor először ajánlott megérteni annak méreteit. Ehhez keresse meg a megfelelő jelöléseket a kész menet mellett.
Ha nincs, akkor a méréshez féknyereg vagy egy speciális készlet, amely sablonokat tartalmaz a különböző szabványok hornyaihoz. Ehhez megjelölt vízvezeték-szerelvényeket is használhat, ha nincs más lehetőség. Segítségével megértheti a cső átmérőjét.
A bevágás lépésének meghatározásához jelöléssel jelölhet 10 fordulatot, megmérheti az egész szakasz hosszát és elosztja 10-vel. A kapott szám lesz a lépés. A menetes szerszámot a cső átmérője és a bevágás azon részén, amelyhez a csatlakozáshoz szükség van, szintén ki kell választani.
Mielőtt szerszámokkal vagy kluppokkal dolgozna, meg kell tisztítania a cső felületét, amelyen a hornyot készítik, reszelő, smirgli papír vagy köszörűvel ellátott köszörűgép segítségével. Az alkatrész végét is el kell forgatni, és az induláshoz bemeneti letörést kell készíteni rajta.

Példa egy bemeneti letörésre Forrás upload.ecvv.com
Videó leírása
Ez a videó bemutatja, hogyan lehet belső menetet vágni géppel és csap segítségével:
Az elektromos szerszámmal történő vágás hasonló a hagyományos eljáráshoz, de ez az eszköz a működéshez több helyet és további rögzítést igényel. Előnye, hogy a folyamat munkaigénye a lakatos számára csökken. Bármilyen típusú vágáshoz ajánlatos a működés közben kenőanyagot adni azokhoz a helyekhez, ahol a vágóél található.
Ezenkívül a menetfúrás eszterga segítségével is elvégezhető. Ezt a fajta munkát leggyakrabban nagy termelési mennyiségeknél használják. Egy ilyen eszköz segítségével mind külső, mind belső menetek készíthetők, de képzett szakemberre van szükség a velük való együttműködéshez. Megfelelő tudás nélkül a géppel végzett munka sérülést okozhat.

Példa menetes vízvezeték szerelvényekre Forrás static-eu.insales.ru
Röviden a főről
A menet kényelmes és megbízható módszer az alkatrészek rögzítésére és a különböző szerkezetek összeállítására.
Különböző típusú menetek léteznek, de a csöveknél a leggyakrabban hengeres vagy kúpos szabványúak.
A külső menet vágásának legegyszerűbb és legolcsóbb eszköze a szerszám, a belső menetnél pedig a csap.
A szerszám segítségével időt és erőfeszítést takaríthat meg, amikor nehezen hozzáférhető helyeken, például falak közelében vágja el a meneteket, és az elektromos eszköz képes önmagában is bevágást készíteni.
Értékelések 0
")


