Barkácslap hajlító gép: tervezés és elrendezés, diagramok, összeszerelés

Tartalom
- Qui prodest?
- Megjegyzés a mestereknek
- Listogib konstrukciók
- Meghajtó egység
- Rendszerek és cél
- Vállaljuk a hajlító gépet
- Eszünkbe juttatjuk
- Videó: példa kész házi listogibra
- Zig gép
- Kinek?
- Videó: egyszerű hajlító gép – gyártás és felhasználás
Hajlítógépet nem olyan nehéz saját kezűleg elkészíteni, de a kézművesek, mind az amatőr házi készítésű emberek, mind az önálló vállalkozók önállóan használják ezt egy kicsit. Eközben a tető csak kész kiegészítő elemei – völgyek, gerinc, párkánycsíkok – és az ereszcsatornákkal ellátott árcsövek ára többszörösen magasabb, mint az anyag költsége. Ugyanez vonatkozik a karimás élű festményekre (tetőfedő lapok, fektetésre készek) a kettős varrás érdekében. És ez csak tetőfedő munka.
Eközben sok kézműves továbbra is inkább kész alkatrészeket vásárol, veszteségben a bevételben, vagy régimódi módon sodródik, elveszíti a potenciális vásárlókat – a modern termékeknek nem kellene kész megjelenésűnek lenniük. Mi a baj itt: közgazdaságtan, technológia, előítéletek? Vagy talán csak tudatlanság? Lehet, hogy csak egy világos rajzra van szüksége a hajlítógépről, amelyet saját maga építhetne fel a fészerben, és sokáig és sikeresen használhatja? Próbáljuk meg kitalálni.
A fő mutatókból (hatékonyság, termelékenység, a tervezés egyszerűsége) meg kell határozni a nagyobb tartósságot, amennyiben a munka stabil eredménye. A szezon csúcspontján, amikor a nap táplálja az évet, nincs idő javításokkal vagy kiigazításokkal bütykölni, és alkalmi használat esetén havonta egyszer, nem minden hónapban egyáltalán nem lehet külön felszerelés nélkül, lásd alább.
Minimális követelmények – minden iparág emelőjétől, aki megrendelések jelenlétében időről időre tetőfedéssel és bádogmunkával foglalkozik; egy ilyen ember számára veszteséges ipari gépet vásárolni; De akkor egy házi készítésű listogibnak szezonban legalább 1200-1500 munkaciklust kell kibírnia, anélkül, hogy romlana a hajlítás minősége. Van még egy fontos pont – hullámlemez. Pontosabban független produkciója. Különösen érdemes megérinteni.
Qui prodest?
Latinból lefordítva – ki profitál belőle? Hullámkarton önálló előállításához, legalábbis magának, az anyag nagyon keresett. Próbáljuk meg kitalálni.
A kézi hajlítógép (lásd alább) körülbelül 2000 dollárba kerül. Úgy tűnik rajta, hogy egy tonna horganyzott 0,55 dollár értékű 1000 dollárt 250 négyzetméterré lehet alakítani egy-két nap alatt. m hullámkarton, amelynek megvásárlása 1400 dollárba került. Látszólag közvetlen előny; különösen, ha nem megvárja az eladást (a piac tele van ajánlatokkal), hanem maga indítja el. Szóval, de nem így.
A hullámkarton nincs egy menetben hengerelve – a sarkok helyenként túlhúzottak. A fémben lévő keresztkristályos kötések megszakadnak; látásból és tapintásból adódóan a durva kanyar nem mindig határozható meg, de hamarosan repedés fog kúszni belőle. És ki ad most parancsot garancia nélkül? Kérem javítsa. Természetesen a sajátjuk számára.
Csökkentheti a nyomást, de akkor a hullám nem szabványos lesz. A szabványok megrendelője talán nem tudja, de azonnal meglátja, hogy az anyag nem ugyanaz. Fogalmazzon, legyen kedves, mint mindenki más, vagy – viszlát, máshoz fordulok. És elmondom a barátaimnak és ismerőseimnek. Minden egyes lapot több menetben kell hajtani, megváltoztatva a nyomást vagy a görgőket? Mi itt a teljesítmény a jövedelmezőség mellett.

Hullámkarton gyártási vonal
A hullámlemezek vonala (valójában a hengermű) összetett egység, lásd az 1. ábrát. Ügyeljen a tekercsek számára és konfigurációjára. Egy ilyen rendszer célja a maradék feszültségek szétoszlatása a lap mentén, hogy azok ne lépjék túl a megengedett határokat. Ezért a hullám fokozatosan alakul ki.
Az ilyen berendezések ára legalább 20 000 dollár, Kínában gyártva. A késztermékek stabil minőségét csak egy adott gyártó meghatározott acélminőségei garantálják. Energiafogyasztás – 12 kW-tól. Azok. szakosodott termelési területre van szükség, megfelelő villamosenergia-fogyasztási határértékkel és földi hurokkal, bár egy üzemeltető elegendő a szervizeléshez. Van-e kielégítetlen igény a hullámkartonra a működési területén (egyszerűen – az Ön számára elérhető környéken), amely lehetővé teszi mindezek elfogadható időn belüli megtérülését? És készen áll arra, hogy kiélezett versennyel kezdjen egy nagyon komoly vállalkozást?
Megjegyzés a mestereknek
Természetesen az egyes mestereknek nem könnyű 2000 dollárt „megverni”. Ezért próbáljuk meg kitalálni, hogyan készítse el saját maga a hajlító gépet. Nem hullámkartonra, hanem különféle tetőfedő és bádogos munkákra, amelyeken jól is lehet élni, és összegyűjteni egy kis pénzt, hogy valami komolyabb dologba kezdjen. A nem szokványos apróság alapvetően nem teszi lehetővé az egyesülést, de mindig szükség van rá. És egy házi készítésű listogib itt nagyon jó segítség lehet.
A megvásárolt kézifékről
A "cég" megszüntetése (nem reklámcikk) és a házi készítésű termékek továbblépése érdekében nézzük meg gyorsan, mit vásárolhat, ha még mindig szüksége van rá. A piacot egyértelműen a TAPCO és a VanMark uralja. Az Orszkban gyártott hazai SKS-2 pedig szinte ismeretlen. Az ár szempontjából mindez körülbelül azonos; a munkaterület szélessége a mieink számára 2,5 m, szemben a külföldiekkel, de ez nem helyettes. 3 m-t hüvelykes egységekre tervezték (10 láb = 3,05 m), a metrikus 2,5 m pedig csak kényelmesebb.
De az uráliták átmenő típusúak; például 90×90 mm-ig ereszcsatornákat húzhat. A keresztfej emelése / süllyesztése – különcök, nincs szükség a lendkerék forgatására. Vágókéssel kiegészítve. A felhasználói vélemények nemcsak kedvezőek, lelkesek. Az általános hangvétel "pótolhatatlan kemény munkás".
A történelem megismétli önmagát. Nyikita Hruscsov ilyen helyzetekről beszélt élőben a CT-n amerikai útja után (ekkor egy cipőt vert meg az ENSZ emelvényén egy cipővel és azzal fenyegetőzött, hogy mindenki számára megszervezi Kuzka anyját). Azt mondják, hogy az Államokban tudják, hogyan kell trágár szemetet árusítani, de hazánkban nem tudják megfelelően benyújtani a szükséges jó dolgokat.
Listogib konstrukciók
Meghajtó egység

A mechanikus meghajtású hajlító és préselő berendezések (tengelykapcsolóval és forgattyúval ellátott lendkerék, vagy zuhanó tömeg blokkok, kábelek és karok rendszerével) magas hatékonysággal bírnak, de még mindig a múlté. A mechanika éles impulzust (ütést) ad a munkalöket elején, és a végére gyengül. A hajlításhoz / préseléshez éppen az ellenkezője szükséges.
Az elektromos hajtás hatékonysága gyorsan csökken a munkadarab méretének csökkenésével. A hullámlemez alakításához a fent leírt malomnál 12 kW elegendő. Karima készítéséhez a tető képén nem kevesebb, mint 1,5-2 kW. Az a tény, hogy a váltakozó áramú elektromos motorok külső jellemzői (kivéve a háromfázisú fázis rotorral – összetett, drága, rendszeres karbantartást igényelnek) meglehetősen kemények. A hajlító fém ellenállása miatt a motor nem növeli a tengelyen a nyomatékot, hanem éppen ellenkezőleg, a rotor csúszása növekszik, és a nyomaték csökken. Az energiafogyasztás pedig növekszik.
A hidraulikus hajtás elméletileg ideális – maga a hidraulikus henger automatikusan az alkatrész ellenállásához igazítja erejét. De a precíziós hidraulikus rendszerek összetettek és drágák. Egy tapasztalt tervező nem vállalja, hogy mondjuk egy autós emelő erőfeszítéseit egyenletesen ossza el a méteres kanyar teljes hosszában, valamint két vagy több munkáját szinkronizálja rögtönzött eszközökkel.
Marad "kézifék", és ez nem is olyan rossz. Ha olyan listogibot készítünk, hogy a swing evezéshez vagy az erőemeléshez hasonlóan a legerősebb és legtartósabb izmok (bicepsz, legszélesebb hát, comb, borjú) működjenek, és a gép reakciója (visszahúzódás) a padlóhoz nyomja a lábat, akkor a munka ciklikussága miatt nem lesz kimerítő. De olyan képességet fejlesztenek ki, amely pontosságot és termelékenységet biztosít.
Például: egy átlagos ember, aki felmegy egy lépcsőn, 1-2 másodperc alatt kb. 1 LE teljesítményt képes kifejleszteni. De már a harmadik repüléskor az izmok oxigénről glikogénre váltanak, a tejsav felszabadulni kezd, és a fáradtság érinti a testet. Szünetet kell tartania ahhoz, hogy tovább rohanjon.
Sporttájékoztatásként : az evezősök karcsúak, mert a "kendyukh" zavarja a teljes test jelzéseit. De a súlyemelők számára a "kallusz" éppen ellenkezőleg, segít fenntartani az egyensúlyt a kiragadás során. De az izmok munkája mindkettőben sok szempontból hasonló.
Rendszerek és cél
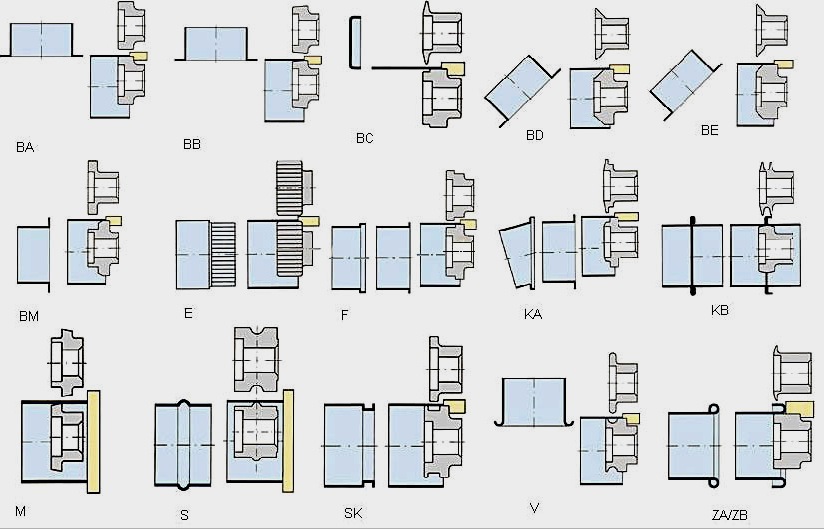
A Listogib meglehetősen általános fogalom. A listogib eszköz céljától függ. A munka jellegének megfelelően házi sémát kell választania, lásd a 7. ábrát.
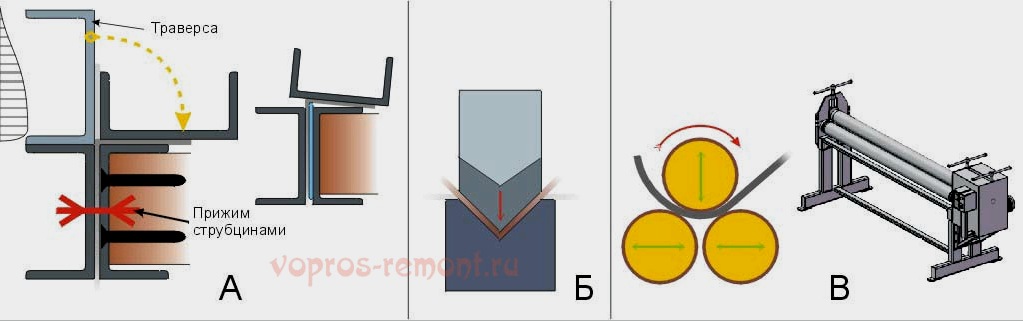
Különböző típusú hajlító gépek munkarendjei
A pos. A – mindenki számára ismert módszer, aki még egy kis lakatosmunkát is végzett. Így egyszerűen legfeljebb 0,5 m széles lapokat hajlíthat meg a kezével. Ha a hajlítási hossz nem haladja meg a 200-250 mm-t, akkor az alapot nem lehet a munkapadhoz rögzíteni, de a nyomórúddal és az alkatrésszel együtt rögzítsük egy satuba. A kanyar akkor jónak bizonyul, ha a traverz jobban az aljára dől, amint azt az erődiagram mutatja, és kissé előre táplálja, mintha simítaná a kanyart. Ezen az elven alapul a házi hajlító gépek terveinek többsége; még odaérünk.
A fém rugalmassága miatt a lapot nem lehet pontosan hajlítani 90 fokon, ezért egy fémcsíkból távtartókat használnak, amint azt a betét mutatja. Miért vannak csatornák a vágáson, és nem sarkok? Ezt a kérdést tovább megvizsgáljuk; egy elemi kinézetű dizájnnak jelentős árnyalatai vannak.
Pozíció. B mutatja a présfék működését. Prés, mint egy prés: ágy-die-punch-hidraulika-blow-done. Kizárólag az ipari termelésben alkalmazzák a fejlett munkavédelmi rendszert: összetettek, drágák, szakképzett ellátást igényelnek és rendkívül traumatikusak. A nem megfelelő üzemanyagtöltés vagy a berendezés meghibásodása miatt kicsúszott lap elvághatja az ember kezét vagy fejét.
A pos. B – kiterjesztett (keresztül) listogib. A tekercsek relatív helyzetének megváltoztatásával beállíthatja a lap hajlítási sugarát. Áthaladó hajlító gép lehet manuális vagy elektromos. A kereskedelemben kaphatók, általában többfunkciósak:
- A sima tekercseket bádogos munkákra szánják – a kagylóhéjak, a széles csövek szakaszainak stb.
- A hengerek cserélhetők komplett profilozott lemezhajlító hengerekkel, amelyeket tetőfedő elemek – gerinc, völgyek, ereszcsatornák és karimák – kinyújtására terveztek.
- Ezenkívül számos modell rendelkezik támasztékkal, szorítóval és keresztirányú mozgatással a lap kézi hajlításához.
Pontosan ezek a hajlító gépek adják el 2000 dollárért. Sokan elkészültek, vagy később megvásárolhatók, hullámkarton alakú hengerekkel, de amint már szétszerelték, lehetetlen rájuk "meghajtani a tengelyt". Húzhat egy darabot, ha most szüksége van rá, de nincs értelme egész lapot vásárolni.
Megjegyzés: van még egy érdekes típusú hajlító eszköz, de magas hasznossága és viszonylag alacsony költségei miatt külön szakaszt szentelnek neki.
Vállaljuk a hajlító gépet
A legegyszerűbb specifikációk kidolgozásával megkezdjük saját hajlító gépünk gyártását. Ez utóbbit pedig a fent leírt hosszú élettartam kritériumai mellett az izomenergia fogyasztása alapján számoljuk ki, amelyet egy átlagos felnőtt férfi képes napról napra adni a jólét romlása nélkül. Természetesen a tervezés egyszerűsége és alacsony költsége sem áll az utolsó helyen. A tömegnek és méreteknek megfelelő gépnek lehetővé kell tennie a személygépkocsiban történő szállítást és közvetlenül a munkahelyen történő használatot. Kiderül:
- Az összehajtott lap szélessége legfeljebb 1 m.
- Hajlító lemez vastagsága – horganyzott 0,6 mm-ig; legfeljebb 0,7 mm alumínium és 1 mm réz.
- Az üzembe helyezési ciklusok száma újrabeállítás és / vagy javítás nélkül legalább 1200.
- Hajlítási szög – legalább 120 fok kézi beállítás nélkül; tehát a redőkhöz szükséges.
- Speciális acélok vagy nem szabványos munkadarabok használata rendkívül kívánatos.
- Hegesztés – a lehető legkevesebbet; alkatrészek / előre gyártott egységek vezetnek belőle, a hegesztett varratok törékenyek és gyorsan megunják a váltakozó terhelést.
- Oldalsó fémmegmunkálás (esztergálás, marás) – szintén a lehető legkevesebbet, pénzbe kerül.
Mondjuk egyenesen: a kész szerkezetek rajzai, amelyek megfelelnek ezeknek a követelményeknek, nem találhatók meg a nyilvánosan elérhető forrásokban. Megpróbálunk javítani egy, széles körben ismert és elvileg nagyon sikeresen.
Eszünkbe juttatjuk
Metszés
A listogib eszközének elve jól látható a szakaszban (lásd a jobb oldali ábrát és a pozíciók felsorolását). Fő előnye a jó ergonómia. Ilyen munkaütem esetén az izmok úgy működnek, ahogy kellene, és a lábakat a padlóhoz nyomják, ami még tapasztalatlan kezelő esetén is stabil eredményt ad. A maximális hajlítási szög pedig 135 fok, ami nagy mozgásteret biztosít a hajtogatott lemez bármilyen elképzelhető és elképzelhetetlen rugalmasságához.
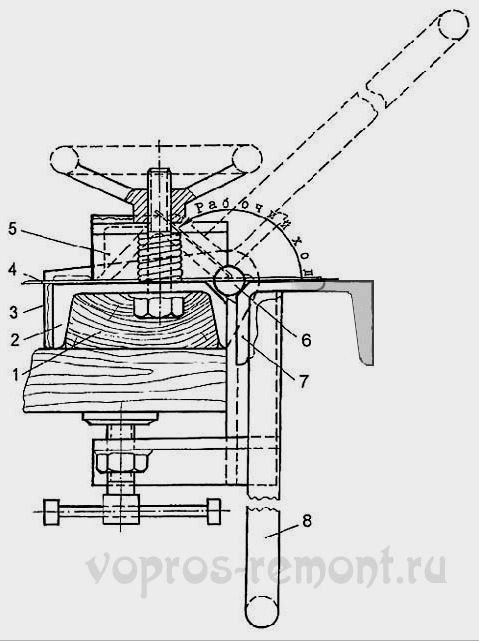
Házi listogib egy vágásban
- fa párna;
- tartógerenda – 100-120 mm-es csatorna;
- arc – 6-8 mm-es lapból;
- munkadarab;
- szorítógerenda (bilincs) – hegesztve 80 és 60 mm-es sarkokból;
- keresztirányú tengely – csap 10 mm;
- forgó keresztirányú szög (?) 80-100 mm;
- fogantyú – rúd 10 mm.
Minden alkatrész közönséges szerkezeti acélból készül. De már itt hagyományosan bebizonyosodott, hogy jobb a sarokból való keresztmetszetet egy azonos szabványos csatornával helyettesíteni. Miért? Nézzük meg részletesebben, ez fontos a következőkben.
Az összehajtott laptól a keresztirányig (és a bilincsig, de még többet rajta) a reakció (visszarúgás) szélessége egyenetlen. Középen, ahol a fém minden elemi (apró; ez a megkülönböztetésnek és az integrációnak utal) szakaszát minden oldalról ugyanaz a fém veszi körül, ez maximális. A széleken, ahol nincs oldaltámasz, minimális.
A második pont az, hogy a lemez bár vékony, de véges vastagságú. A munkadarab feszültségei elterjednek, visszaverődnek a széleken. A traverz és a bilincs terhelésének diagramjai eredményeként íj alakja lesz, íjhúrral. A sarokpolcok szabad (távoli) szélein egy ilyen terhelés húzóerőt ad, és a húzófém nem működik jól – gyorsan megunja. A házépítő, aki ilyen gépet épített, hamarosan felfedezi, hogy a középső sarok hajlított, a középső hajtás pedig duzzadt.
A csatorna oldalsó polcai ék alakúak, és vannak benne fejlettebb filék, mint a sarok belső sarkában. Ez először is kisimítja a diagramot – az íjhúr alig feszült. Másodszor, a csatorna látszólag feleslegesnek látszó oldalsó pereme elnyeli a húzófeszültségeket, amelyek szabad szélén nyomássá alakulnak át. És a fém tartja a tömörítést – hú!
A számítás eredménye lenyűgöző: ha a sarokból való keresztirány legalább pár száz kanyart képes ellenállni, akkor az azonos szélességű csatorna több mint 1200! Mi a 200 rugalmas? Legjobb esetben egy vagy több tető. A szezon csúcspontján, amikor az ügyfelek sorban állnak, a gép romlik, és – megkezdődött a munka. 1200 művelet pedig azt jelenti, hogy a szezon túl fog élni. Télen lesz idő a travers beállítására vagy cseréjére, vagy a bevétel kiszámítása után „céget” vásárolni erőforrás-garanciával.
Részletezés
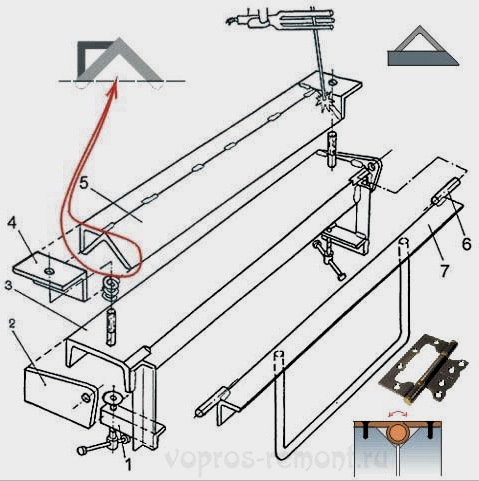
Házi készítésű listogib részlete
A következő ábra már részletezés a pozíciók felsorolásával. Itt nemcsak néhány hiányosságot kell kiküszöbölnie, hanem valamit tovább lehet fejleszteni.
- bilincs – sarok 40-60 mm; csavarja М8-М10 egy gombbal és egy sarokkal;
- arc;
- tartógerenda;
- konzol – sarok 110 mm;
- nyomásnyaláb;
- keresztirányú tengely;
- áthalad.
Nyomásgerenda
Először is – a bilincs alsó felületének marásáról a síkon. Bármely kialakításához szükséges, és a megengedett egyenetlenség nem haladja meg a hajlított lap vastagságának felét (minimum! Tekintsük úgy, hogy egyenlő 0,2 mm-rel). Ellenkező esetben a nyomás alatt lévő lap kúszik (folyik) – és ismét pocakos hajtás.
Tehát, aki valaha is tett valamit a fémért, tanács, hogy reszelővel vagy darálóval vasalja meg a bilincset, csak vigyort okoz. Meg kell adni a maráshoz. És az egész egység hegesztése után, amikor már megtörtént minden, ami történhetett. Ellenkező esetben a maró munkája és kifizetése pazarlódik.
Ezenkívül minden, ami a fentiekben szerepel a keresztirányú terhelésről, a bilincsre is igaz. És a legnagyobb terhelésű részét – az élét – semmi sem támogatja. Lehetetlen a sarokból egy teljes csatornát megerősíteni vagy lecserélni egy csatornára: a hajlítási szög legfeljebb 90 fokosnak bizonyul.
Ennek eredményeként ugyanazon 100-200 művelet után a gép "kinyitja a száját" (vagy "mosolyog", ha inkább a fehér, mint a fekete humor helyett), és – ugyanaz a duzzadt kanyar. A bilincs nem hajlik fel; ebből a szempontból jól megerősített. De a vezető élen lévő fém egyszerűen kifárad.
A lefelé tartó szerkezet tartósságát tekintve a traverzzel megegyező szakasza látható a jobb felső sarokban. Ennek alapja egy 16×80 mm-es acélcsík. Az elülső élt 45 fokon marják, és ugyanazon marószélen letörést távolítanak el a hajlított acéllemez legalább 2,5-3 MAXIMUM vastagságáig, azaz 1,5-2 mm. A felfelé hajlástól kezdve a bilincs hatvan szöggel van megerősítve a hegesztésnél. Marás, ismét minden hegesztési munka után.
Az ötlet a következő: ha az előző kivitelben az elülső él fele hajlítással működik (ami a fémnél még rosszabb, mint a nyújtás), akkor az újban csak a tömörítéshez. Ugyanakkor a szélén lévő általános tartó megakadályozza, hogy hamarosan folyjon.
Megjegyzés: ha egy ősi esztergát találnak valahol a közeli hulladéklerakóban, akkor a szorítóval ellátott keresztfej problémája végleg megoldódik. Az ágyból kivághatja a kívánt konfigurációjú darabokat, amelyek speciális acélból készülnek és kiváló pontossággal.
A gyártás munkalépéseinek számát tekintve mindkét bilincs egyenértékű: vágás, fúrás, hegesztés, marás. Az új bilincs anyagfogyasztása nagyobb, mint a régié; a szabványos méretű munkadarabok hármat igényelnek. De a tartósság aránya megegyezik a fent leírt kétféle áthaladással.
Felszerelés az asztalra
A következő pillanat a bilincsek. A tervezés szerzője természetesen egyértelműen megérti a merevítők szerepét, de a hegesztett varrások törékenységét és gyors fáradását úgy tűnik, figyelmen kívül hagyták. A traverz működési lökete 10: 1 vagy annál nagyobb változó húzóerőt kölcsönöz a bilincseknek. Ha a bilincs elszakad, akkor a munkának vége, ha csak minden más tökéletesen lapos marad. A gép felemeli magát, nem hajlik meg.
Miért ne adná fel egyáltalán a bilincseket? És akkor nem lesz szükség pofára, és mindkettő hegesztésére. Hogyan kell csinálni?
- Nyújtsa ki a tartógerendát az asztalon kívüli oldalakra.
- Válasszon U alakú füleket a végén.
- Rögzítse az asztalra M10-es csavarokkal, alakú anyákkal – mancsokkal.
A második lehetőség a lyukak a lábakban menet nélkül. A csavarokat megfordítják és szárnyas anyákkal meghúzják. Kicsit drágább, de kényelmesebb vele dolgozni.
A traverz rögzítése
Ez felveti a kérdést: hogyan lehet rögzíteni a keresztmetszetet, mivel az arcok eltűntek? És nincs szükség rájuk. Először is kiderül, hogy a szerkezet nem választható el, és a keresztmetszetet évente egyszer meg kell változtatni. Másodszor, ne feledje, hogy 0,1 mm nagyságrendű pontosságra van szükségünk, különben a hajtás kidudorodik. Milyen hamar megtűzi a tű egy egyszerű "lyukat" az arcán? A kérdés retorikus. És ugyanakkor elnézést kérek mérnöktársaimtól: természetesen tudom, hogy valakinek a lyuk valakiben van, a fémmegmunkálásnál pedig lyuk van.
De akkor hogyan lehet rögzíteni a keresztmetszetet? Pillangóajtó zsanérok; jobb alsó alsó betét. Nem igényelnek betéteket (kifejezetten fém ajtókhoz találták ki), és két ilyen zsanér tartja az ajtót, egy "Kalash" vagy egy F-1 gránát vonalától páncélozva. Ahhoz, hogy ilyet tegyen, hat egészséges férfira van szükség.
Pontosságát tekintve a legtöbb pillangóhurok könnyen átmegy az ellenőrző teszten. Ha gyorsan kinyitja a hurkot, akkor hallatszik egy csattanó hang a légvákuumból, amely helyettesíti a csap kihúzásakor kialakult vákuumot. Vagyis az alkatrészek illeszkedése nagyon szoros, de könnyen forognak.
A pillangókat süllyesztett csavarokkal rögzítik. Ha vasvörös ólomra helyezi, akkor a traverz elpusztíthatatlanul áll. A nyitási szög 160 fok. Valószínűleg a pillangóhurkok feltalálója készített egy házi listogibot. Ez egy vicc.
Összeszerelés
Végül, mielőtt Ön a teljes lemezhajlító gép lenne:
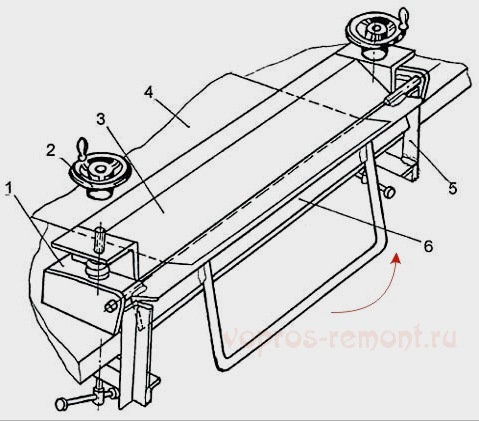
Házi listogib szerelés
- tartógerenda;
- menetes (M10) lendkerék;
- nyomásnyaláb;
- feldolgozott lap;
- bilincs (lásd az előzőt);
- áthalad.
Itt csak egy szempontot kell megemlíteni. Talán a tervezés szerzőjének lendkerék anyái hevertek valahol a boltban, ezért tette. Valójában a szorítót csak a következő lap felhelyezéséhez kell 2-3 mm-rel megemelni. Nos, 30 mm-rel, ha olyan képet kell elővennie, amelynek a másik oldalán már kialakult hajtás van. Emlékszel az M10 menetemelkedésre? Vagyis nem kell sokáig forgatni a lendkereket, mint egy ágyú a célzás során. A bárányanyák vagy akár a hagyományos hegesztett gombok is elegendőek.
Megjegyzés: a gombok hegesztése után feltétlenül a menetet "teljes mértékben" kell meghajtani – az anyát egy satuban kell tartani, és az első, majd a második csap segítségével, vagy egypólusú géppel. A hegesztéstől a menet úgy vezet, hogy ó …
Videó: példa kész házi listogibra
Zig gép

Kézi asztali zigmachine
A Zig Machine természetesen nem kinyújtott kézzel sikoltozó Hitler alakú robot. A gyöngyfűző gép (lásd az ábrát) Vagy a gyöngyfúró gép a gyöngyfűzés vagy gyöngyfűzés eszköz. És gyöngyök – húzóperemek vagy speciális kátyúk – gyöngyök fémlemez-nyersdarabokon. Látta a merevedő oldalakat a vödrökön és a medencéken? Ez a gerinc. A rövidség kedvéért magukat az autókat is gyakran nevezik zigovynak
A hajlító gépek a definícióból következően szintén a lemezhajlító berendezések kategóriájába tartoznak, csak speciálisak. Ezek elektromos vagy kézi. Utóbbiak asztali asztali (az ábrán) vagy hordozható (mobil), szorítóval. Ezeket a szerszámtáskájában magával viheti.
Zigmashina pótolhatatlan asszisztens az ón- és tetőfedő munkákban. Hajlíthat nemcsak kerek kagylóhéjakat, hanem lepedőket is. A legjobb kézi hajlító gépen próbáljon meg hajtani a már említett kettős hajtás alatt. Ilyen gyöngyöt egy menetben kapunk; némi ügyességgel – közvetlenül a tetőn. Mi nyerhető még gyöngyözéssel standard hengerpárok használatával, az a következő ábrán látható. A betűk megnevezése szabványos; megfelelnek az elvégzendő művelet típusának. A zigovka háromszor-ötször, sőt tízszer olcsóbb, mint egy gyári kézi hajlítógép.
Gyöngyhengerek
Videó: cikk-gépen dolgozik
Kinek?
Összefoglaljuk – melyik listogib kinek a legjobb:
- Amatőr házépítő számára – hajlítás rögtönzött eszközökkel, a leírtak szerint, vagy házi készítésű kézikönyv, ha van készlet fémhulladék és óhaj a bütykölésre.
- Egy általános célú mester számára egy befutó során, aki időről időre megrendeléseket kap bádogra vagy tetőre – egy saját készítésű kézikönyv, mint pl.
- Tetőfedőnek vagy bádogosnak – állandó megrendelésekkel rendelkező szakembernek – egy márkás kézikönyv zigmachine-nel.
- Hullámlemezek, szabványos tetőfedő elemek vagy lemezszerkezetek tömeggyártásához – speciális ipari berendezések a megfelelő célra.
Utolsó megjegyzés: a sűrű megrendelésáramlással járó stabil eredmények érdekében továbbra sem szabad otthoni lemezhajlító gépre támaszkodni – a fém a szerkezetben nem azonos, hamarosan lebeg a fáradtságtól.
")


