Rozsdamentes acél hegesztése házi műhelyben – 3 egyszerű és megfizethető módszer

Kiváló minőségű hegesztéshez először felesleges rozsdamentes acél szegélyeket kell gyakorolnia.
Nem tudja, hogyan kell hegeszteni a rozsdamentes acél termékeket? Valójában a rozsdamentes acél hegesztése otthon nem olyan nehéz feladat. Leírok több hegesztési módszert, és elmondom, hogyan teheti meg saját maga a garázsában vagy az otthoni műhelyben.
Miért rosszul főtt a rozsdamentes acél?
A rozsdamentes acél a szokásos fekete vas ötvözete szén és komplex ötvöző adalékok (króm, nikkel, molibdén, titán, mangán stb.) Hozzáadásával. Ezek az adalékok adják a fém jó korrózióállóságát és nagy mechanikai szilárdságát.
Az ötvöző adalékok bevezetése miatt a rozsdamentes acél fizikai tulajdonságai is megváltoznak, így a hegesztési technológiának megvannak a maga jellemzői:
- Alacsony hővezető képesség:
- A rozsdamentes acéloknál a hővezetési tényező lényegesen alacsonyabb, mint az alacsony szén-dioxid-tartalmú fémeké, ezért a hőt rosszabbul távolítják el a hegesztési zónából;
- A falak kiégésének megakadályozása érdekében a rozsdamentes acél termékeket alacsonyabb árammal kell főzni (15-25% -kal kevesebb, mint a vasfémek esetében).
- Fém zsugorodása:
- A rozsdamentes acél magasabb lineáris hőtágulási együtthatóval rendelkezik, ezért lehűlés után erősen zsugorodhat és deformálódhat;
- A hődeformáció csökkentése érdekében elegendő tűrést és hézagot kell hagyni a hegesztendő termékek között;
- Ehhez rozsdamentes acélt kell főzni nem folytonos varrással, hanem rövid, gyakori, pontszerű ütésekkel.
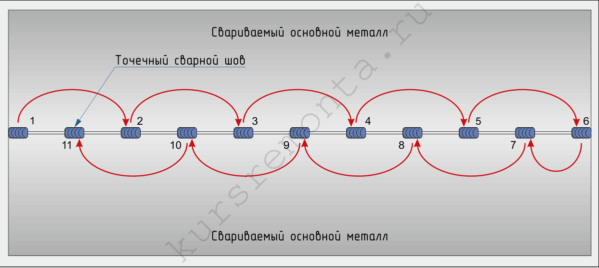
A diagram bemutatja a hegesztési pontok rögzítésének eljárását.
- Nagy ellenállás:
- Az ötvözött acélok elektromos ellenállása lényegesen nagyobb, mint a vasfémeké. Ez a hegesztési zóna hőmérsékletének növekedéséhez és az elektródák kiégéséhez vezet;
- Ezért ilyen munkához volfrám- vagy króm-nikkel-acél elektródákat használnak, és hosszuk nem lehet több, mint 350 mm;
- Hőmérsékleti erózió:
- Nagyon magas hőmérsékleten, a levegőben lévő oxigén atmoszférában ötvöző adalékok éghetnek ki az ötvözetből;
- Emiatt a rozsdamentes acél korróziógátló tulajdonságai romlanak, és a hegesztési varrat idővel rozsdásodni kezd;
- Az ötvöző alkatrészek védelme érdekében korlátozni kell az oxigénnel telített levegő áramlását az olvadt fémzónába;

Munka közben mindenképpen használjon védőálarcot, különben megégheti a szem retináját.
Az ötvöző adalékanyagok kiégésének csökkentése érdekében a kötést a lehető leghamarabb le kell hűteni. Ha a méret megengedi, a kész terméket azonnal le lehet engedni egy vödörbe vagy kád vízbe.
Módszerek a rozsdamentes acél hegesztéséhez
A rozsdamentes acél termékek szoros és tartós csatlakoztatásához számos rendelkezésre álló módszert használhat:
- Volfrám elektróda hegesztés:
- Ebben az esetben az elektróda csak az ív meggyújtására szolgál;
- Működés közben inert gázt (argont) és rozsdamentes huzal-adalékot juttatnak az olvadt fémzónába;
- Az argon ívhegesztés során az nem nemesfém nem melegszik túl, ezért a varrat tartós és kiváló minőségű;
- Ennek a módszernek egyetlen hátránya az argon íves készülék magas ára.
- Bevont elektródahegesztés:
- A munkához használhat hagyományos elektromos ívhegesztő gépet, lehetőleg inverter típusú;
- Az elektromos ív magas hőmérséklete megolvasztja az elektródot és kitölti a varratot;
- Az elektródabevonat megolvad, de a tetején marad és megvédi a fémet a kiégéstől és a levegőben történő oxidációtól;
- A rozsdamentes csövek elektródával történő hegesztését csak vastag falú masszív termékeknél használják.
- Félautomata hegesztés:
- A munkavégzéshez hagyományos hegesztő félautomata eszközt használnak;
- Rozsdamentes acél huzaltekercset helyeznek el benne, és az égőhöz széndioxid palack helyett argonhenger csatlakozik.
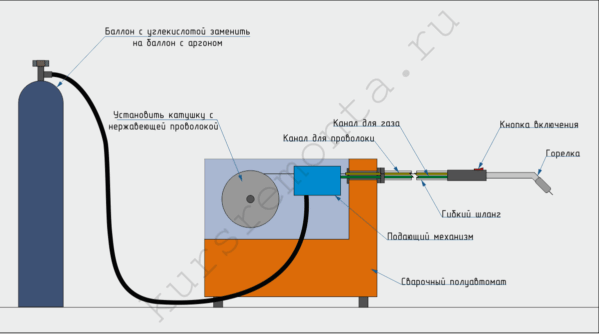
Rozsdamentes acél hegesztésére szolgáló félautomata berendezés újrarendezésének terve.
A kis vékony falú rozsdamentes acél termékek összekapcsolásához vagy javításához hegesztés helyett sárgaréz vagy ón-ólom forrasztás alkalmazható.
Hogyan kell hegeszteni egy rozsdamentes acélt

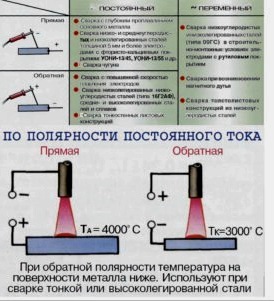
A táblázat a rozsdamentes acél egyes hegesztési módszereinek összehasonlító jellemzőit mutatja.
Hegesztő berendezések előkészítése
A rozsdamentes acélból készült termékek saját kezű hegesztéséhez szüksége lesz egy kis lakatosüzletre és a hegesztőberendezések egyik készletére:
| Ábra | Hegesztö felszerelés |
 |
Argon ívhegesztés:
|
 |
Hegesztés elektródákkal:
|
 |
Félautomata hegesztés:
|
 |
Segédeszközök és felszerelések:
|
1. módszer: ívhegesztés volfrám elektródákkal
| Ábra | Munkaleírás |
 |
Az eszköz előkészítése:
|
 |
Argonhegesztés:
Az elektróda kiégésének csökkentése érdekében tartsa lenyomva a fáklya ravaszt 5-10 másodpercig az ív kialvása után. |
2. módszer: ívhegesztés bevont elektródákkal
| Ábra | Munkaleírás |
 |
Elektródák előkészítése:
|
 |
Rozsdamentes acél hegesztése elektródákkal:
|
3. módszer: félautomata hegesztés argon atmoszférában
| Ábra | Munkaleírás |
 |
Félautomata előkészítés:
|
 |
Rozsdamentes acél hegesztése félautomata készülékkel:
Félautomata eszközzel történő hegesztés után salak nem képződik, ezért nem szükséges leütni. |
Következtetés
Ön maga is láthatta, hogy a rozsdamentes acél hegesztése bármely házimunkás számára elérhető, még speciális felszerelések használata nélkül is. Ha még mindig van kérdése, hagyja megjegyzésben, és ne felejtse el megnézni a cikkben található videót.



