Válasszon egy kör alakú gépet + súgó szakembereket

Hogyan válasszuk ki a megfelelő kör alakú gépet – a legjobb tanácsadás a szakemberek számára
Meglehetősen gyenge funkcionalitással csak az asztalosüzletekben csak kör alakú berendezéseket vásárolnak. Szükséges ahhoz, hogy a fűrészáru feloldódjon mindkét oldalon, és rúdok, üvegezőgyöngyök, rétegelt lemezek és sajtolt falemezek.
A kör alakú gép egy hatalmas állvány jelenlétében különbözik a kézifűrészektől, ami lehetővé teszi a nagy fűrészáru megmunkálását.
Javasoljuk, hogy fontolja meg, hogyan válasszon fakerekű gépet.
Tartalom:
Általános információ
Fő elemek és tervezési jellemzők
A fa fűrészgépének minimális felszerelése egy asztal lesz, amelyben van egy működő nyílás, amelyen a fűrészlap kinyúlik. Kiegészítik ütközők és vonalzók, amelyek egyszerűsítik a fa munkáját.
Ágy
Az ágy fő feladata egy merev és egyenletes alap létrehozása a mechanizmus számára.
Ezért a legjobb minőségű ágyak tartós acélból vagy öntöttvasból készülnek:
- Öntött termékekre van szükség az ipari készülékekhez; az alapzat nehéz és stabil. A vasbeton padlófelületére vannak felszerelve.
- Hegesztett – sokkal kevesebbek, mint az öntött termékek, amatőr felszereléshez használják őket, mobilitásuk miatt kényelmesek.
Az egyszerűbb modellek hullámos vagy hajlított acélból készülnek, és ha elegendő számú merevítő van, akkor megbízhatóak. A legkényelmesebb felszerelésnek nagy munkafelülete van, vagy meghosszabbítható.
Munkafelület
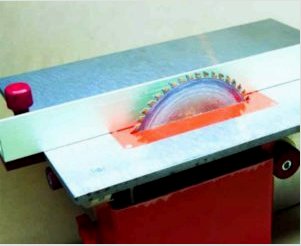
Sima acélból, alumíniumból vagy öntöttvasból készül. Kiegészítő eszközökkel és vezetőkkel rendelkezik. A fűrészlap közelében lévő munkaterület egy részét eltávolítják, hogy megkönnyítsék a fúvóka cseréjét. Az a rés, amelyen keresztül a fűrész munka fogai kinyúlnak, a kivehető részen helyezkedik el. Ha a rés nagyon nagy, akkor munka közben a chipek elkezdenek eltömődni, ami megzavarja a lemez mozgását. Ebben az esetben érdemes megváltoztatni a rossz minőségű betétet saját kezével műanyagból vagy tömör fából, és a rést maga a munkakorong kivághatja.
Vágókorong

A kör alakú gépekbe történő fűrészeléshez használt körök átmérője 14-30 cm lehet. A kerék meghatározó jellemzője (a legnagyobb vágási mélység) olyan tényező, amely a munkafelület feletti kiemelkedés magasságától függ. Legfeljebb a kör átmérőjének 30% -a lehet. A professzionális munka elvégzéséhez legalább 25 cm-es lemezeket kell választania, és a helyzet egy speciális toll segítségével vezérelhető.
Felhívjuk figyelmét, hogy a fűrészkör hosszabb ideig tarthat és jobb vágást eredményezhet, ha úgy állítja be, hogy a fogak 0,7–0,9 cm-re nyúljanak a fűrészáru felülete fölé.
Védőborítás
A favágó gépek veszélyes berendezések. Ezért a modern modelleknek védőfedélük van, amely a fűrészkerék felett helyezkedik el. Megakadályozza, hogy az operátor keze érintkezzen a forgás széleivel, és meg fogja tartani a dokkolót, ha a feldolgozás során felemelkedik. A házot a tartóhoz kell rögzítenie, amely lehetővé teszi a magasság beállítását. Szüksége van arra is, hogy a lehető legmagasabban szerelje be az alkatrészből.
Ékszer kés
Ha nem követi a fa szárításának technológiáját, akkor a mély rétegekben a nedvesség megmarad, a felső rétegek kiszáradnak és erősek lesznek. Ezért a fűrészelés során megsérülhet az anyag szerkezete – a táblák elkezdenek szétválni, és a mozgó lemez elakad, ami a munkadarabot a mesterre dobja. Ennek elkerülése érdekében a kör körül támaszkodó kést kell lennie – ez sarló alakú fémcsík. Nem engedi, hogy a tábla fűrészelt részeit csatlakoztassák. A kést a munkadarab méretétől függően kell beállítani.
A helyesen elhelyezett ékkének paraméterei a következők:
- A fűrészfogak és a kés alja közötti távolság 0,3 cm.
- A fogaktól a hegyig 0,7–0,9 cm.
- A penge tetejétől 0,3 cm-rel alul.
A csatolt kés függőleges síkban szinkronban mozog a fűrészkörrel.
Állj le a fűrészeléshez
Annak érdekében, hogy a hosszú sínek vagy deszkák mentén egyenletesen feloldódhassanak, azokat hosszirányban kell kiemelni. Ez megteremti a rész helyes irányát, és nem engedi, hogy az oldalra tolódjon. Ezért a hangsúlynak nagyon merevnek kell lennie, nem hajlik meg, és két helyre kell helyeznie. A hosszirányú hangsúlyt fokozatos skálával, valamint az oldalirányú mozgás beállításának képességével látják el. A legfejlettebb modellek esetében az ütköző végeket külön kell beállítani.
Felhívjuk figyelmét, hogy az oldódó rész maximális szélességét a fűrészlap és a hosszanti ütköző közötti legnagyobb távolság határozza meg, és eltérő is lehet. Az optimális megoldás a forgácslap lemez szélességével megegyező távolság, de nem minden kör alakú gép rendelkezik ilyen méretekkel.
Kúpos megállás
Egy ilyen hangsúly a munkadarabkal párhuzamosan az asztal felületén lévő horony mentén mozog, és ezzel 45-90 fokos szögben különféle keresztirányú metszeteket készíthet, és a fűrész szögét skálázott skálán is meghatározhatja. A megálló mozgásának játékmentesnek, szabadnak kell lennie.
Meghajtó egység
Minden kör alakú gép fel van szerelve erős villamos motorokkal, amelyek lehetővé teszik a fűrészkeréknek a tiszta és pontos vágáshoz elegendő sebesség elérését. Az erős motor nem melegszik túl, ha masszív fán vagy nagy fatuskókon dolgozik 8-10 órán keresztül. A kb. 1,5 kW teljesítményű villanymotor alkalmas akár 30 cm-es körökkel történő munkavégzésre. Az asztali modellek 1,2 kW-os motorokkal vannak felszerelve, és a motor mellett a fűrésztengely is belép a hajtásba, fűrészlapot kell rátenni.
Mozgatható típusú modul
A közepes méretű alkatrészekkel történő munkavégzéshez elengedhetetlen a ferde falak hangsúlyozása, bár nehéz lesz megbirkózni a nagy szélességű fűrészárukkal, ha a gépnek nincs mobil része. Ez párhuzamosan mozog a fűrészkerékkel, és fel van szerelve egy állítható ütközővel is. A mobil modulokat gyakrabban kínálják az amatőr használatra szánt apró modellek fő opciójaként.
Kör alakú gépek típusai
A kör alakú gép kiválasztásakor figyelembe kell vennie a szerkezeti tulajdonságokat, és ezek szerint meg lehet osztani a gépeket feltételesen három fajtára:
- Asztali – háztartási használatra alkalmas, és egy ilyen gép súlya nem haladja meg a 25 kg-ot, egy munkapadra vagy asztalra helyezik, és a munka végén elrejtik a kamrába. Az ilyen eszközök közvetlen vágást végezhetnek, maximális mélysége 7,5 cm.
- Állvánnyal – összecsukható állvánnyal felszerelve a nagyon hosszú deszkák kezeléséhez. Bizonyos modellek lábai behajtva vannak a szállítás megkönnyítése érdekében. A vágási mélység nem haladhatja meg a 8,5 cm-t.
- Helyhez kötött – nagy és közepes méretű iparban használják. A helyhez kötött alapok stabilak, lehetővé teszik a kiváló minőségű és pontos munkát, és a maximális vágási mélység 12,5 cm.
A vágókorong helyét meg lehet különböztetni:
- Függőleges fűrészelés – nyitott vagy akár félig nyitott fűrészek, az asztalra merőlegesen helyezkedik el.
- Vízszintes fűrész – a korong az ágyhoz párhuzamosan helyezkedik el, és a működés alapelve hasonló a szalagfűrészhez, ahol fogakkal ellátott szalag helyett fűrésztárcsát használnak, amelyet műszakonként csak egyszer kell cserélni.
- Szénfűrész – azonnal működik egy pár tárcsa, amelyeket egymáshoz viszonyítva 90 fokos szögben rögzítenek.
Érdekes, hogy a bemutatott kategóriák mindegyikében megtalálható egy modell amatőr és professzionális felhasználásra. A legújabb gépek erősebbek, könnyebben beállíthatók, sok eszközzel és opcióval felszereltek. A fűrészpor elszívásának összekapcsolásához az eszköznek szükségszerűen rendelkeznie kell kimenettel.
Mi alapján döntött?
Fő műszaki előírások:
- A teljesítmény határozza meg, hogy a berendezés mennyire eredményes.
- A vágási mélység jelzi a feldolgozott anyag méretét.
- Az orsó sebessége a fűrészlap méretétől és a fogak számától függ. Minél nagyobb a sebesség, annál tisztább lesz a gép.
- A fúrási döntés nem kötelező, de nagyon hasznos.
- A lágy indítás meghosszabbítja a berendezés élettartamát.
- A fűrészpor eltávolítását nagy ipari gépeknél végezték el, és a kisebb berendezések képesek porszívót csatlakoztatni.
Ezután arról beszélünk, hogyan válasszuk ki a fűrészkorongot.
Kör kiválasztása vágáshoz
Ha kitaláltuk, melyik kör alakú gépet válasszuk, akkor még nincsenek lemezek. Ha hosszú ideig ugyanazt a munkát végzi, akkor érdemes speciális fűrészlapokat használni. Az asztali típusú háztartási gépen egy kombinált típusú szegfűszeggel ellátott univerzális kört kell alkalmazni, amely bármilyen típusú munkára alkalmas.
Felhívjuk figyelmét, hogy a volfrám-keményfém fogakat tekintik a legjobb minőségű lemezeknek. Ezek drágábbak, mint a többiek, de tiszta, hosszanti és akár keresztirányú fűrészelésre is alkalmasak. Jól megbirkóznak mind a fa, mind az extrudált lemezekkel, amelyek gyorsan megsemmisítik a szabványos acéllemezeket.
A hosszirányú vágás körei egy nagyon speciális tárcsa típus, nagy ék alakú fogakkal. Hátsó élük kettős kúplal rendelkezik, és az interdentális hornyokat kibővítették a fűrészpor hatékony eltávolítása érdekében. Ilyen körökre csak a fák hosszanti vágására van szükség. Körök keresztirányú vágáshoz – fogaik sokkal kisebbek, és az alak biztosítja a tömb szálainak integritását fűrészeléskor.
A volfrám-keményfém kerekek abban különböznek a többitől, hogy nincsenek szegfűszegük, és a vágási szélesség tökéletes, a forrasztott hegyeknek köszönhetően, amelyek volfrám-keményfémből készültek. A kör testében gyakran lyukakat készítenek, hogy a tárcsa ne hajlítsa meg a magas hőmérsékletet. És hogy a tárcsa ne sípjon, a lyukakat részben lágy ötvözött betétekkel kell befedni.
Fa kör előnyei
Sok plusz van:
- A fűrészáru feloldódik nagyon gyorsan – egy hat méteres csomagtartó kb. 12 másodperc alatt el van vágva.
- Nagyon sok kimenet alkalmas radikális feldolgozásra.
- Kiváló kivitelű anyag – a vágás egyenletessége, a vonalélesség.
- Nagy hatékonyságú ipari gépek (akár 16 m3 szélezett deszkák műszakonként).
- Vághatják a piszkos és kátrányokkal bevont fatörzseket, valamint kemény kőzeteket keményfém fogakkal.
- Alacsony fogyasztás a fűrészlapokhoz – 4 kiváló minőségű kör elég néhány év aktív használathoz.
De vannak hátrányok is.
hátrányok
Bár kevesebb hiba van, mégis érdemes megemlíteni:
- Nagy költségekkel jár, és ehhez a fűrészek élezéséhez szükséges berendezések karbantartását is igényli, és ez egy nagyon penny is.
- Csak a tapasztalt munkavállalók bízhatnak a fűrészek élezésében, mivel a hulladék százalékos aránya növekedhet, és a termékek minősége romlik.
- A fűrészlap költsége eléri a 700 dollárt, és elegendő 3000 m3 szélezett deszkához. A lemezt hetente egyszer kell tenyésztnie, télen műszakban 2-szer, nyáron pedig 1-szer.
- A 0,4 cm vastagságú korong 0,55 cm vastag vágást végez, és a késztermék együtthatója nem haladja meg az 52% -ot, és a 0,36 cm vastagságú korongok 57% -ra növelik ezt az értéket, de a hatékony használathoz professzionális felhasználásra van szükség.
Célszerű lenne ezeket a gépeket egy nagy fűrésztelepen használni a nagy fatörzsek elsődleges feldolgozására, majd a feldolgozott anyagot utána átvinni gazdaságosabb berendezésekre, valamint a fa radikális fűrészeléssel történő feldolgozására.



