Hogyan kell megfelelően forrasztani a polipropilén fűtést és vízvezetéket

Milyen polipropilén csövek.
A polipropilén csövek forrasztási hőmérséklete a gyártó ajánlásai szerint a kommunikáció telepítésénél használt termékek típusától függ. Az iparági szabványok a polipropilén csövek négy fokozatát írják le:
- A PN10 a kezdeti méret. Vékony falú csövek ajánlott hideg vízellátáshoz. A közeg üzemi hőmérséklete nem haladhatja meg a 20 fokot. Megengedett a PN10 használata a +45 C-ot meg nem haladó közepes hőmérsékletű padlófűtési rendszerek felszereléséhez;
- PN16 – polipropilén csövek, amelyek legfeljebb 16 atmoszférás üzemi nyomáson működnek. A maximális hőmérséklet, amelyet a gyártás kijáratánál végzett teszt igazolt, 60-ra korlátozódik. Nem alkalmas fűtési rendszerek nyílt kommunikációjára, mivel továbbra is fennáll a termékek deformációjának kockázata magas hőmérséklet hatására. Aktívan használják a hideg vízellátás lefektetésében;
- A PN20 a fűtési csövek univerzális kategóriája, amely felhasználható hőhordozók szállítására vagy továbbítására. A termék belsejében a munkahőmérséklet 80 és 95 ° C között van. Melegvíz padló telepítésénél is használják őket.
- PN25 – megerősített termékek és szerelvények. Nehéz környezetekhez tervezték. Jellemzőit tekintve az ilyen csövek összehasonlíthatók a fém-műanyag társaikkal, ellenállnak a hűtőfolyadék 95 fok feletti melegítésének.
A polipropilén csövek forrasztásához szükséges vas előkészítésekor az üzemeltetési szabványok értékeit figyelembe veszik. A termékek fűtési hőmérsékletét annak figyelembevételével alkalmazzák, hogy a megadott paraméterek mellett a csövek csak rövid távú túlterhelésnek képesek ellenállni.
Hogyan válasszunk minőségi polipropilén csövet
A kiváló minőségű polipropilén csövek kiválasztásához érdemes ismerni és figyelembe venni a következő pontokat:
A polipropilén csövek gyártásakor egyes gyártók a polipropilén egy részét talkummal vagy krétával helyettesítik . Ez csökkenti a csövek és szerelvények minőségét és tartósságát. A kréta mennyiségének meghatározásához meg kell szorozni az anyag sűrűségét és térfogatát: a) Az első lépés a polipropilén sűrűségének (0,9 – 0,91) megszorozása az eredeti cső térfogatával. b) Ezután a kréta sűrűségét (2,6 – 2,7) megszorozzuk a cső azonos térfogatával. c) Minél nagyobb a különbség a kapott két eredmény között, annál több kréta van a csőben.
- A polipropilén csövek gyártásához használt festéknek szintén meglehetősen nagy sűrűsége van (1,15 – 2,7). Tartalma a csőben általában 0,05% és 2% között van. Az armatúra tartalma 0,05-3%. Egyes gyártók nagyon tömény színezőanyagot használnak a cső százalékos arányának csökkentésére. A fennmaradó mennyiséget krétával vagy talkummal helyettesítik. Az ilyen akciók eredményeként a polipropilén termékek minősége csökken. Sajnos elég problematikus ennek meghatározása.
- A polipropilén cső kiválasztásakor a GOST 32415-2013-nak kell lennie. A legjobb minőségű termék megvásárlásához féknyereggel kell megmérnie . Abban az esetben, ha a kapott eredmények nem illenek a GOST-ba, jobb, ha nem veszi be a terméket. Ezenkívül nem szabad ovális vagy összenyomott csöveket venni.
A fenti árnyalatok mellett vannak pillanatok a gyártóval vagy a további anyagok tartalmával kapcsolatban:
- Az importált polipropilén termékek minősége magasabb, mint a hazai termékeké, ugyanakkor áruk körülbelül 20% -kal magasabb. A Borealis polipropilén csöveket minőségi szabványnak tekintik . 60 mm-es csövek választása esetén figyeljen a Sibur és a Lukoil termékeire .
- Üvegtartalmú polipropilén csövek kiválasztásakor tudnia kell, hogy optimális tartalma a polipropilénben 17–22%. Abban az esetben, ha ennek a mutatónak a hatókörét nem tartják be, vagy a cső lineáris tágulása következhet be, vagy annak törékenysége megnő. Az üvegtartalom meghatározásához annak sűrűségét (2,5 – 2,6) meg kell szorozni a cső térfogatával. Ezután a polipropilén (0,9) sűrűségét megszorozzuk ugyanezzel a térfogattal. A különbség megmutatja az üvegtartalmat.
- Az alumínium (fólia) polipropilén csövek kiválasztásakor érdemes ellenőrizni a következő pontot. Csúsztasson egy használati kést egy polipropilén és alumínium réteg közé. Abban az esetben, ha a kés legalább 1 mm-re megy, nem szabad a csövet venni. Kiváló minőségű csövet készítenek perforált fóliával a rétegek tapadásának javítása érdekében.
- Annak érdekében, hogy minőségi terméket válasszanak másodlagos alapanyagok felhasználása nélkül, érdemes megtudni a tőzsdén a polipropilén árát, hozzáadva a rezsit és a profitot. Ennek eredményeként egy minőségi termék több mint 140-160 rubel / kg-ba kerül.
Forrasztási folyamat

A keményforrasztási folyamatnak a szerszámhoz való rögzítéssel kell kezdődnie, amelyet a cső méreteinek megfelelően választanak meg. Ezután be kell csatlakoztatnia a forrasztópákát a hálózatba, és fel kell melegíteni üzemi hőmérsékletre (polietilénhez + 220 °, polipropilénhez + 260 ° C). A bemelegedési idő a forrasztópáka jellemzőitől függ, általában 15 perc elegendő. Felhívjuk figyelmét, hogy a munka vége előtt nem tudja kivágni a készüléket az elektromos hálózatból: ez nemcsak lelassítja az egész folyamatot, hanem elvileg jelentősen csökkenti a forrasztópáka hatékonyságát.
Műanyag csövekhez forrasztópáka szükséges, 5 – 40 másodperc alatt, megszakítás nélkül. A konkrét időtartam itt közvetlenül a csővezeték kerületétől függ. A munka során az otthoni kézműves köteles gondoskodni arról, hogy a felületek ne melegedjenek túl. Ez a túlmelegedés eltömődést okozhat a varratnál.Lásd még: DSP kártya és alkalmazása a padló kiegyenlítésére – anyagjellemzők, előnyök és hátrányok, telepítési technológia

Asztal. A polipropilén csövek fűtési ideje
Névleges külső átmérő, mmÁtfolyási idő, mpMaximális technológiai szünet, secHűtési idő, mp16.ötnégy12020ötnégy120257négy120328.6.2404012.6.240ötventizennyolc6.2406324.8.36075harminc8.36090408.360110ötventíz480
Minden elvégzett forrasztás után a szakembernek el kell távolítania a maradék anyagot a fúvókából. Mint fentebb említettük, a fúvóka speciális teflon bevonattal rendelkezik, ezért ajánlatos a szénlerakódásokat egy ponyvadarabbal vagy egy fa deszkával eltávolítani, hogy ne károsítsa magát a felületet. A valódi karcolások megjelenése rontja a melléklet teljesítményét – a jövőben lehetetlen lesz ilyen eszközt teljes mértékben használni.
Tanács: a műanyag csövek végeinek forrasztásakor ne engedje, hogy megcsavarodjanak vagy elmozduljanak, mivel ez a jövőben szivárgáshoz vezethet.
Forrasztástechnika polipropilén csövekhez
A polipropilén csövek forrasztása meglehetősen egyszerű:
Maga a folyamat a következő: két részt teszünk a vas hegyére, és egy ideig tartjuk, amíg a műanyag meg nem puhul. Ha a polipropilén csövek forrasztása saját kezűleg elégtelen fűtéssel történik, akkor a csatlakozás rossz minőségűnek bizonyul, ennek következtében megnő a hordozó szivárgásának és a rendszer nyomásának csökkenésének veszélye.
Figyelemre méltó, hogy a csatlakozási pontok túlzott felmelegedése megszilárdulást követően megváltoztatja az anyagok szerkezetét és megváltoztatja a csövek belső szakaszának geometriai paramétereit. Ezért fontos a vasaló, a forrasztópáka vagy más berendezés rendszeres fűtési hőmérsékletének biztosítása a szerelés teljes időtartama alatt.
A polipropilén termékekkel végzett munka során a következő problémák merülhetnek fel:
- Ha hegesztés közben a cső túl könnyen megolvad, akkor ez a következő lehetséges magyarázat. A cső újrahasznosított anyagokból készül, amelyek olvadáspontja (MFR) 1 vagy annál nagyobb. Ugyanakkor a PP polipropilén átlagos MPI-értéke 3.
- Abban az esetben, ha a vágás során a polipropilén hasadni kezd, számos magyarázat létezik. Először is, az anyagot túlzott tüzeléssel lehetett volna előállítani. Másodszor, a terméket 2 napon belül nem törölték abban a helyiségben, ahová telepíteni fogják. Harmadszor: a cső újrahasznosított anyagokból, vagy kréta- vagy talkumfeleslegből készült.
A keményforrasztással megerősített polipropilén jellemzői
Most már világos, hogy a vastag falú polipropilén csöveket forrasztják. Hasznos lesz megtanulni, hogyan kell megfelelő módon forrasztani a propiléntermékeket egy kolofóniával ellátott fűtési rendszerhez. A megerősített elemek forrasztásának különbsége a szokásosaktól az, hogy az alufóliát el kell távolítani a csatlakozás minden szakaszáról. Ellenkező esetben a forrasztás minősége gyenge lesz.
Ezt az eljárást fémborotvával hajtják végre, levágva a fóliaréteget, ha az kívül helyezkedik el.
Ezután a forrasztás a szokásos módon történik. Ha az alumínium réteg a polipropilén belsejében helyezkedik el, akkor egy speciális trimmet használnak. Az elem végétől egy anyagréteget vesz be, és összehasonlítja a termék végét, erős kapcsolatot létrehozva. Ebben a helyzetben, ha a csővezetéket üvegszállal erősítik, akkor az elemek keményforrasztása nem különbözik a megerősítés nélküli csövekkel való munkától.
A munka során figyelembe kell venni a következő jellemzőket:
Lásd még: Panelház házának házi hangszigetelése: anyagok és munka
- Kiváló minőségű forrasztás csak száraz termékeken érhető el. A nedvességcseppek véglegesen károsíthatják a tartóelemet.
- A forrasztópáka csúcsait nagyon szorosan kell rögzíteni. Ha ez nem történik meg, akkor a berendezés gyorsan romlik.
- Melegítéskor a polipropilén kissé zsugorodik, így a csőszakasz hossza 1 mm-rel lerövidülhet. Fontos, hogy egy kis különbözetet tegyen a számítások hosszában.
- Csatlakoztassa vízszintesen a csöveket. Ez megakadályozza a csatlakoztatott elemek akaratlan elmozdulását.

A poliuretán csövek kiváló teljesítményt
nyújtanak . A függőleges forrasztáshoz a forrasztópákát függőlegesen kell tartania a mesternek, és asszisztensének össze kell kötnie a csőszakaszokat. Fontos, hogy ne forraljuk túl a forrasztópákát, mivel már 270 ° C-os hőmérsékleten a műanyag romlani kezdhet. Ha polipropilén és fém összekapcsolására van szükség, akkor kombinált szerelvényeket használnak. A termék egyik végéhez egy fémcsövet rögzítenek, a másik végét pedig a polipropilén termékhez forrasztják. Pozitív hőmérsékletet kell fenntartani abban a helyiségben, ahol a polipropilén csővezetéket telepítik.
Hogyan és miért kell fenntartani a szükséges hőmérsékleti rendszert a polipropilén csövek hegesztésekor
Beállítottuk a hőmérsékletet
A nagy megtakarítási vágy ellenére a vízellátó rendszer kiépítése során speciális berendezéseket kell használni a polipropilén csövek forrasztásához. A magán- vagy ipari telepítés gyakorlatában hegesztőgépeket alkalmaznak a polipropilén csövek forrasztásához, amelyek automatizálása úgy van konfigurálva, hogy fenntartsa a szükséges hőmérsékletet a termékek átmérőjétől és céljától függően. Az aktív berendezést gyakrabban vasnak nevezik. A forrasztópákák alakja követi a csövek körvonalait, minimális hibát biztosítva a standard körülmények között a külső tényezők hatásától.
Tudja meg, milyen csőátmérőre van szüksége – A polipropilén csövek átmérőinek táblázata.
Milyen szerelvényeket kell használni a polipropilén forrasztásakor
A gyakorlatban az átlagos hőmérsékletet gyakran használják az anyag megolvadására az illesztésnél. Az optimális érték a varrat fűtésére 260 fok. A működési tartomány kiterjeszthető a 255-280 C paraméterekre. Ha a kezelő túlzott fűtést alkalmaz az expozíciós idő csökkentése érdekében, ez a polimer egyenetlen felmelegedéséhez vezethet. A hegesztés nem megfelelő vastagsága a technológiai folyamat megsértésének következménye lehet.
Forrasztóasztal polipropilén csövekhez a csövek átmérőjétől függően
D termékek, mmMunka tartománya tForrasztási időszak, sSzükséges bemelegedési idő az első 6-tólHűtési periódus, min20259-280négy0225+1332+2négy40öt+6négyötven+12öt636.+186.75+246.5
Forrasztási idő polipropilén csövek telepítésekor
A csővezeték technológiai összekapcsolása során figyelembe kell venni a polipropilén csövek forrasztási idejét a gyártó ajánlásai és néhány jellemzője szerint:
- A csomópont felmelegedésekor meg kell tartani az optimális távolságot a vas és a polimer réteg között. Az aktív rész túlzott eltávolításával hőveszteség figyelhető meg a szerelvény varratának minőségének későbbi csökkenésével;
- A vas hatását egyszerre kell alkalmazni a csővezeték mindkét ütköző részén. Ellenkező esetben a szomszédos elemek egyenetlen felmelegedése és a csomópont későbbi deformációja biztosított.
PPR csatlakozás hegesztés nélkül
Vannak olyan helyzetek az életben, amikor a polipropilén alkatrészek hagyományos forrasztásának használata kizárt. Például a hézag nehezen elérhető mélyedésben helyezkedik el, vagy a telepítés során hirtelen kikapcsolták a lámpát, és csak az utolsó hézagot kellett hegesztenie. Három egyszeri módszert alkalmaznak:
- fűtés gázégővel és ezt követő dokkolás;
- Gebo típusú kompressziós hüvely használata;
- elemek ültetése anaerob ragasztóra.
Miért tekintik ezeket az opciókat egyszeri használatnak? Az égővel történő ragasztás és fűtés nem tudja biztosítani a hézag szükséges megbízhatóságát, és csak végső megoldásként alkalmazzák a hidegvíz-ellátó vezetéken. Nagyon nem kívánatos a fűtés és a melegvíz csövek ilyen módon történő csatlakoztatása. A gebo tengelykapcsolók megbízhatóak, de túl drágák.

A forrasztópáka nélküli csatlakozási technológia egyszerű – az alkatrészeket zsírtalanítják, a fáklya lángja finoman felmelegíti, 6-10 másodpercig elkendíti és rögzíti. A technikát az alábbiakban mutatjuk be a videóban.
A ragasztást az anaerob tömítőanyag csomagolásán feltüntetett utasításoknak megfelelően végezzük. A cső végét és a szerelvény aljzatát meg kell tisztítani, zsírtalanítani és ragasztót felhelyezni egy kis ecsettel. Ezután az elemeket tömörítéssel tartják össze.
A forrasztási hőmérséklet gyakorlati kiválasztása
A polipropilén csövek forrasztása forró összekapcsolással magas hőmérsékleten történik. A szokásos fűtési tartomány 255–265 fok. A hegesztőberendezés beállításakor figyelembe kell venni a további működési paramétereket, beleértve a környezeti hőmérsékletet is. Ez utóbbi tényezőt úgy veszik figyelembe a munka során, hogy a dokkolási pontok expozíciójának időtartamát 2 vagy 3 másodperccel megnövelik . Ez lehetővé teszi a környezeti hatások negatív hatásainak csökkentését, amikor a varrat lehűl.
Lásd még: Padlóburkolat kiválasztása: a lamináltól a porcelán kőedényig
Szerszámok polipropilén csövek forrasztásához
Szerszámok a csövek forrasztásához
Tekintettel arra, hogy a műanyag vízcsövek lefektetésekor fontos a jogszabályi feltételek betartása, a forrasztáshoz nem használható kézi eszközök. A speciális berendezések elegendő minőségű összekapcsolást és hegesztést biztosítanak szabványosított minőségi szinten.
A polipropilén csövek utasítások szerinti forrasztásának első csoportját kézi egységek képviselik. Az ilyen eszközök speciális tárcsával vannak ellátva, amelynek aktív felülete teflon bevonattal rendelkezik. Ennek köszönhetően a feldolgozott anyag nem ég és nem terjed szét melegítés közben. Általában ilyen eszközöket 20 és 25 mm termékátmérőkkel történő munkavégzésre használnak. A keresztmetszeti területtől függően megfelelő fúvókát választanak, amelyet a kívánt hőmérsékletre melegítenek. A készülék normál paramétereinek elérését zöld jelző jelzi.
Nagy mennyiségű munka tervezése során és ipari méretben hatékonyabb berendezéseket használnak. Az automatikus eszközök speciális eszközökkel rendelkeznek, amelyeknek köszönhetően beállítják a szükséges átmérőjű átmérőt. A kívánt hőmérsékleti értéket gyorsabban érik el, mint a polipropilén csövek forrasztására szolgáló kézi eszközökkel. Ennek köszönhetően a csővezetékek ilyen berendezések segítségével történő lefektetése sokszor gyorsabb.
Ipari körülmények között speciális dokkoló hegesztőgépeket használnak a nagy átmérőjű csövek összekapcsolására. A felszerelés módosítása biztosítja a csövek gyors előkészítését (formázását) a telepítéshez, és ugyanolyan gyors telepítést a feladatok bármely mennyiségéhez.
Csőollók
A telepítő arzenáljában szükség van olyan eszközökre, mint a csővágók. A polipropilén csövek nemcsak praktikusságukról, hanem a helyszínen történő nagy beépítési sebességről is ismertek. A csövek vágására szolgáló speciális olló biztosítja a végrész gyors előkészítését a szerelvényekkel való párosításhoz.
Mi szükséges a forrasztáshoz
A munka megkezdése előtt elő kell készíteni az anyagokat és az eszközöket. A hideg vízellátás telepítéséhez használt propilén csövek alkalmasak a normál vastag falú csövekre, amelyek hőmérsékletét 20 upС-ig tartják. Ha az ellátás forró, vagy fűtési hálózatot terveznek rendezni, akkor üvegszállal vagy alumínium fóliával megerősített csöveket kell venni.

A csövek forrasztásához speciális forrasztópáka használható.
Nem félnek a 90-95 ᵒС hőmérsékleti hőmérséklettől és a hűtőfolyadék magas nyomásától.
Különböző alakú és rendeltetésű polipropilénből készült rögzítőszerelvények – segítségükkel a csővezeték szakaszait különböző szögekben rögzítik, huzalozást és törzsfordulatot hozva létre, különböző átmérőjű termékek kombinálásával, adagolóberendezések összekapcsolásával, a kiválasztott szakaszok bedugásával. Forrasztópáka propilén csőelemek fúvókákkal történő hegesztéséhez különböző átmérők hegesztéséhez szükséges.
Meg kell találni egy készletet a polipropilén csővezeték forrasztásához, amely egy forrasztópáka mellett tartalmazhatja:
- Rulett;
- Olló vagy egyéb tartozék;
- Fúvókák;
- Szint.
Ha egyszeri munkát kell végezni a polipropilén forrasztásával, akkor ésszerűbb fúvókákkal ellátott berendezést bérelni, mint drága berendezéseket vásárolni. A vágáshoz speciális ollóra van szükség. Az olló nem hagy sorját a véglapon. A borotva egy alumíniumréteg eltávolítására szolgáló eszköz a megerősített termékekből. A forrasztás nem működik eltávolítás nélkül.
Hogyan választják ki a polipropilén csövek forrasztására szolgáló fúvókákat?
Forrasztópáka-
fúvókák A hegesztőgépek aktív részének méretének és alakjának kiválasztásakor ügyeljen a fúvókák teljesítményjellemzőire. Erősnek, magas hővezető képességűnek kell lenniük, erős hevítés mellett meg kell őrizniük alakjukat. A fúvókák lehetővé teszik a műanyag csövekkel való gyors munkavégzést, anélkül, hogy magát a készüléket megváltoztatnák, és anélkül, hogy a bonyolult többprofilos vízvezetékek telepítésekor elterelnék az idegen manipulációk figyelmét.
A rögzítés fémtermék. A szerelvények átmérőjét a cső formátuma határozza meg, amelyhez forrasztásra szánják. A polipropilén csövek hegesztési technológiája magában foglalja a belső felület és a külső bevonat diffúziós csatlakozását, amely meghatározza a PPR csövek mechanikai tulajdonságait.
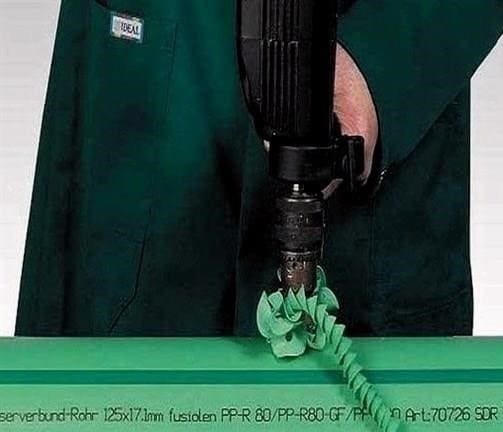
Cső előkészítése hegesztéshez
A cső szélét speciális ollóval vágják derékszögben. A vágott helyet csiszolják és etil-alkohollal vagy szappanos vízzel zsírtalanítják. Alaposan szárítsa meg a felületet. A PN 10-20 jelöléssel ellátott termékeket azonnal hegesztik, és a PN 25-vel további borotválkozást végeznek, eltávolítva a polipropilén és az alumínium egy részét a forrasztási mélységig. A fúvóka mérete határolóig irányítja őket.
Fontos! Zsírtalanításhoz tilos bármilyen oldószert, benzint, vodkát, acetont használni. Az agresszív folyadékok korrodálják a polipropilén felületét.
Dugaszolóaljzat használata esetén fontos betartani a leválasztási mélységet és a letörés szélességét. A leválasztás mértékének meg kell egyeznie az elemek beépítési mélységével.
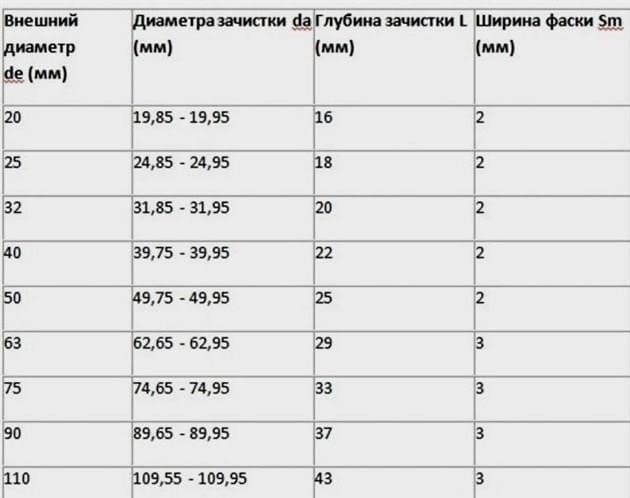
Csupaszító asztal különböző átmérőjű csövekhez
Forrasztási módszerek polipropilén csövekhez
A polipropilén csövek összekapcsolásának legmegbízhatóbb módja a diffúz szerelési technológia. Ez a módszer jól alkalmazható olyan homogén elemek esetében, amelyeket egyetlen vezeték képez. Az ellátórendszerek szervezésének gyakorlatában a polifúziós módszert is alkalmazzák, amelyben a hegesztőgép csak egy ütköző elemet érint.
Vannak olyan technológiák, amelyek nem igénylik a forrasztópáka kötelező használatát a polipropilén csövek forrasztásához. Ez az úgynevezett hideghegesztési módszer. A technológia alacsony nyomású vízvezetékekre alkalmazható. A rendszerelemek dokkolását egy speciális ragasztóval végzik, amely szárítás után megbízható összeköttetést képez a polipropilén csövekkel.
Nyeregeket szerelünk a vízvezeték rendszerbe
A csővezeték ezen elemét egy további elágazás létrehozására használják, és telepítésének szükségessége általában a meglévő vezetékek javításakor merül fel.
Nézd meg a videót
Egy kisebb csatlakozó van forrasztva egy nagyobb átmérőjű csőbe, amely lehetővé teszi, hogy egy ágat telepítsen a meglévő vezetékből 90 fokos szögben.
Ehhez szüksége van:
Lásd még: Hogyan cserélhetünk gáztűzhelyet egy lakásban: hová menjen és hogyan cserélje le ingyen
- A meglévő cső falában az elöljárónak meg kell fúrnia a szükséges átmérőjű lyukat, el kell távolítani a sorjait és le kell vágni.
- A párosító részeket forrasztópáka segítségével melegítik fel a hagyományos technológia alkalmazásával.

- A nyereg (illesztés) szorosan illeszkedik a cső furatába.
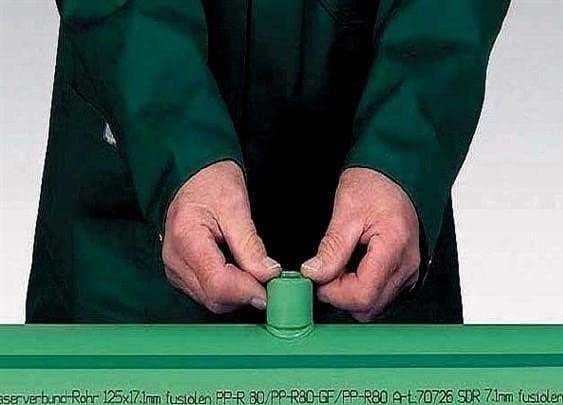
Ez a módszer, amely további ágakat hoz létre a vízellátó rendszerben polipropilén csövekből, lehetővé teszi a hálózat fejlesztésének folytatását a legkevesebb fáradsággal.
A polipropilén megfelelő forrasztásának ismerete lehetővé teszi bármilyen hosszúságú és összetettségű csővezetékek könnyű felszerelését.
Forrasztási fűtés polipropilén csövekkel: alapszabályok
Csövek összekötése
A modern anyagok és berendezések formátuma és minősége lehetővé teszi, hogy megbízható vízellátó rendszert telepítsen maga. A munkára való felkészülést és magát a technológiai folyamatot ugyanúgy kell követni, mint a szakembereknek. Ne felejtse el helyesen csatlakoztatni a hideg és a meleg kelést. A technológia a következő telepítési szabályok betartását tartalmazza:
- A használt készülék típusától függetlenül a berendezést a forrasztás teljes időtartama alatt működési módban kell tartani. Nem szabad megfeledkezni arról, hogy a háztartási környezetben minden egyes kapcsolat között új méréseket kell végezni, tisztázni kell a kapcsolási rajzot és az egyes elemek méreteit. Ez általában legfeljebb 5 percet vesz igénybe;
- A használati vízellátás az üzemeltetés helyén kész szakaszokkal van felszerelve. Maga a forrasztási folyamat kényelmes helyen, korlátlan körülmények között zajlik. Az égési sérülések elkerülése érdekében a csőátmérőhöz illesztett fúvókákat előre kell viselni. Az ütköző elemek mindkét végét egyszerre kell behelyezni és felmelegíteni a készülékbe;
- Mielőtt a polipropilén csövek belső és külső felülete felmelegedne, meg kell határozni a varrat mélységét. A mono veszélyének elkerülése érdekében használjon ingyenes fúvókát. A jelölési technikát nem csak haladási irányban történő csatlakozáskor használják, a polipropilén csövek elegendő rugalmassággal rendelkeznek, ami biztosítja a kellően adaptív huzalozási rendszerek létrehozását. Ezért a kockázatok szükségszerűen akkor jelentkeznek, ha az ízületek szöget zárnak be.
- A polipropilén csövek hegesztése egyszer történik meg. Ha a kötés minősége nem kielégítő, akkor lehetetlen átvarrni a varratot. Ebben az esetben a sikertelen dokkolószakaszt gyakran levágják, ami anyagtúllépéshez vezet. Ezért rendkívül fontos, hogy ne siessünk, ne dolgozzunk újra és ne szaladjunk a boltba drága csövekért.
A polipropilén elemek összekapcsolásának legfontosabb és legegyszerűbb szabálya, hogy a csöveket és a szerelvényeket biztonságosan meg kell tartani, amíg meg nem keményednek a melegítés után. A rövid lehűlési idő miatt sokan inkább a kezüket használják, ami megint növeli a rossz minőségű varrás kockázatát. A támasztó PPR alkatrészek megtartásának legmegbízhatóbb módja egy bilincs használata. Más szabályok betartásával együtt ez a megközelítés biztosítja a varrás legjobb minőségét és az egész vízellátó rendszer egészének szorosságát.



