Hogyan hajlítsuk meg a profilcsövet helyesen?
Milyen nehézségek merülnek fel a profilcső hajlításának folyamatában
A hajlékony profilú cső hajlítását részben vagy egészben jelenti. Mint tudják, a professzionális csövek nagyfokú szilárdsággal rendelkeznek , ezért csak nyomás alatt, vagy a hajlított rész felmelegedésekor hajlíthatók meg. Ennek során két erő hat a részre:
- tömörítés – belül;
- kiterjesztések – kívül.
Ezeknek az erőknek az ellenkező irányában rejlik a munka bonyolultsága a cső kerekítésekor:
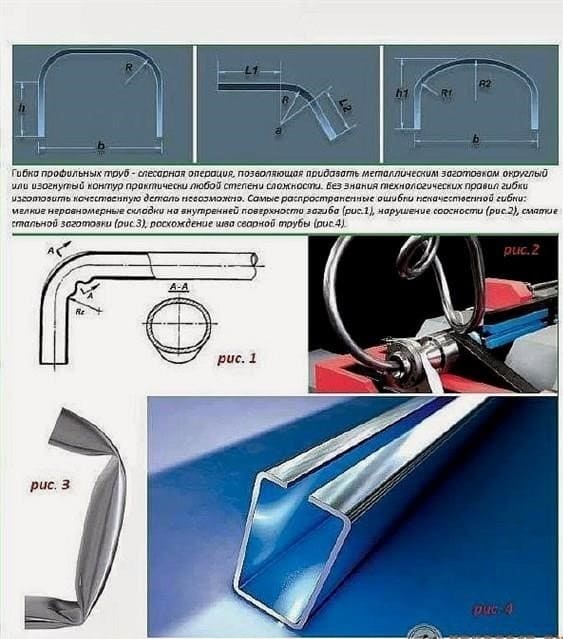
- Különböző helyeken a professzionális cső eltérően reagálhat a hajlításra, ami elveszíti az igazodást, vagyis a munkadarab egyes szakaszai különböző felületeken helyezkednek el.
- A cső nem mindig képes ellenállni a nyújtási folyamatnak, és összeomolhat vagy megrepedhet. Gyakrabban az ilyen pillanatok rossz hajlítással fordulnak elő.
- Lehet, hogy a terméknek vannak hullámaihoz hasonló redők.
- Az erősség mértéke túlmelegedéskor csökken, a szerkezet megszakad.
- Az oldalfalak gyűrődnek – ez túlzott nyomás alatt következik be, amikor a munkadarab áthalad a hajlító szerkezeten.
E problémák elkerülése érdekében figyelembe kell venni a csövek gyártásának anyagát és méretét: falvastagság, átmérő, hajlítási szög.
Hideg kovácsoló gépek: alkalmazásuk előnyei
A hidegkovácsolási módszer a fém olyan tulajdonságát használja, mint a plaszticitás, vagyis mechanikai igénybevétel hatására a munkadarab eredeti alakja meghatározott határok között megváltoztatható. Ezért a puha fémek alkalmasak erre a folyamatra, például: alacsony szén-dioxid-kibocsátású acél, réz, alumínium stb. Blankként történő felhasználáshoz a következők használhatók:
Olvassa el még: Epoxigyanta Artline Wood PRO epoxi munkalapokhoz (2-komponensű)
Példák a hideg kovácsoláshoz használt különféle anyagokra
- bármely szakasz rúdja: kerek vagy négyzet alakú;
- különféle vágású fémcsíkok;
- csövek;
- gördülő profil.
Azok a termékek, amelyeket a kovács a meleg kovácsmunkák során gyárt, egyedülállóak. Ha azonos elemekből álló készletet kell létrehoznia, amelyeket aztán kész struktúrává állítanak össze, akkor az egyediség csak zavarja. Erre a célra alkalmazzák a hideg kovácsolási módszert: garantálja a nagyszámú azonos elem kialakulását.
A forró fémet olyan szakemberek kezelik, akik rendelkeznek tapasztalattal e technológia alkalmazásában és képesek mesterien kezelni egy összetett hangszert. Hideg kovácsolás esetén nincs szükség a legmagasabb szintű készségre – minden sokkal egyszerűbb. A kézi kovácsoló gépek lehetővé teszik, hogy elegendő számú terméket szerezzen be egy projekt megvalósításához jelentős fizikai erőfeszítés nélkül.

Univerzális csigagép művészi spirálok és fürtök létrehozására
Ezenkívül az elemek előkészítésére fordított idő jelentősen csökken, ha speciális gépeken dolgoznak, nem is beszélve ennek a módszernek a meleg kovácsolt technológiával való összehasonlításáról: néhány perc egy elem gyártásához tagadhatatlan előny.
Hogyan befolyásolja egy profi cső alakja és műszaki jellemzői a hajlítási módszer választását?
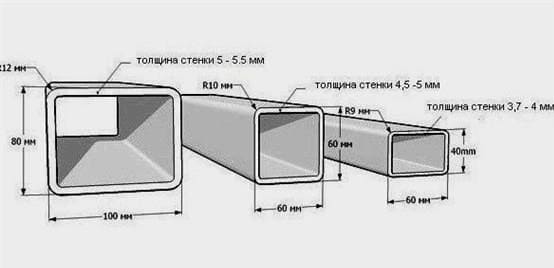
A profilcsövek nem kerekek, téglalap alakúak, oválisak vagy szögletesek . A vidéki ház közelében lévő üvegházak gyártásához ajánlott négyzet alakú vagy téglalap alakú modelleket venni, lapos falakkal rendelkeznek, könnyebb hozzájuk burkolatot rögzíteni.
A profilok köre óriási. Különböző geometriai paraméterekkel rendelkeznek. A legfontosabbak a keresztmetszet mérete és a falak vastagsága. A plaszticitás fontos, a lehetséges hajlítási sugár ettől a mutatótól függ. Érdemes megjegyezni, hogy a fűtött profilú cső plaszticitása növekszik, ezáltal megkönnyítve a hajlítást.
Két technológiai módszer létezik:
- "Hideg" – hőmérsékletnek való kitettség nélkül;
- "Forró" – a terület előmelegített.
Ezenkívül az alacsony ötvözetű és széntartalmú anyagból készült csővezeték megnövelt rugalmassággal rendelkezik, és hajlításakor "rugózhat", ezért nem használják üvegházak gyártására. A 2 mm átmérőjű profilcsövek nem ajánlottak, mivel a kanyarban alacsony szilárdsági indexük van.
A négyzet alakú csövek hajlítási módjának kiválasztására nincsenek szigorú előírások, csak oválisakra. E szabványok szerint a "forró" technológiát 100 mm-től alkalmazzák a csővezetékre, de ezek a szabványok nem vonatkoznak a formázott termékekre.
A szakemberek azt javasolják, hogy "hideg" módszert alkalmazzanak a 10 mm-nél kisebb átmérőjű csőhengerléshez, és hevítés közben 40 mm-nél nagyobb vagy nagyobb hajlításhoz.
Javasoljuk, hogy hajtson végre próbahajlítást otthon – a professzionális cső egyik végét be kell szorítani egy satuba, a másikra pedig nagyobb átmérőjű csövet kell tenni. Ezt a "vállat" a munkadarab hajlításával kell meghúzni – könnyen meghajlik, majd a fűtés elhagyható. A professzionális cső hajlításának otthoni módjai közül melyik rajtad múlik.
Hajlítási módszerek a csőanyag típusától függően:
- hengerelt fém – hegesztve, vágott darálóval;
- acél – fűtéssel;
- műanyag vagy alumínium – bármilyen lehetőség, mivel az anyag puha.
Lásd még: Függöny angol stílusban: áttekintés a belső ötvözés legjobb ötleteiről (50 fotó)
A négyzet alakú hengerelt fémtermékek keresztmetszeti indexe és a falak mérete különbözik egymástól. Ezek a tényezők befolyásolják a hajtási szöget.
Nagyon sok mérnöki árnyalat van a kérdésben. De házi feladatok elvégzéséhez nem kell mindegyiket ismernie. Csak az alábbi szempontokra kell figyelni.
- A vékony, legfeljebb 20 mm keresztmetszetű termékeket csőhajlító nélkül olyan helyen kell hajlítani, amely 2,5-szer hosszabb, mint maga a cső magassága.
- Vastag hengerelt fém hajlítható olyan területen, amely háromszor hosszabb, mint a szakasz. Ha ezt a pillanatot figyelmen kívül hagyják, akkor a fém kívülről megreped, vagy belül deformálódik.
- A négyzet alakú cső meghajlítása egy szempontból veszélyes: egy törés előfordulása a művelet helyén, amelynek eredményeként az alkatrész végső selejtbe kerül.
- A korlátozó feltétel a következő arány – a legkisebb sugár nem lehet kevesebb, mint két és fél méret a hajlítási szakasz mentén. Például egy 40 mm vastag termék esetében a minimális belső sugár 40 x 2,5 = 100 mm lesz.
Az acélprofil cső hajlítása előtt még egy szabályra emlékezni kell.
Az expozíció után a termék arra törekszik, hogy visszatérjen eredeti formájához. Emiatt jobb egy kicsit többet hajlítani, mint amennyire a séma szerint szükség van. Ha még egy kicsit meghajlítja a munkadarabot, a végén a lekerekítés az ábra által előírtnak megfelelően alakul.
Mindezeket a konvenciókat a munka megkezdése előtt figyelembe kell venni, különben hiába támaszkodunk magas színvonalú eredményre.

Csőhajlító eszközök
A csőhajlító nélküli cső hajlításának kérdése nem okoz nehézségeket, ha a legegyszerűbb eszközöket használja ennek a műveletnek a végrehajtásához. A csövek hideg hajlítása a következő eszközökkel végezhető el.
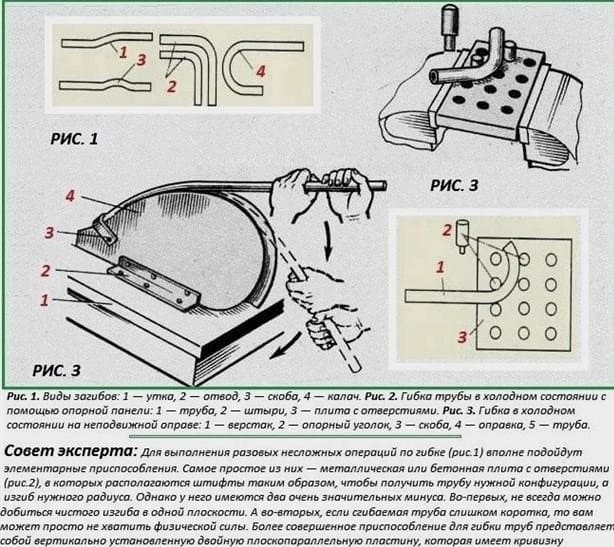
- Abban az esetben, ha puha (alumínium) vagy acélcsövet kell hajlítani, amelynek profilmagassága nem haladja meg a 10 mm-t, vízszintes lyukú lemezt használnak, amelybe ütközőket helyeznek be – fém csapok. Ezeknek a csapoknak a segítségével a termékek hajlítását a szükséges paraméterek szerint hajtják végre. Ennek a módszernek két komoly hátránya van: alacsony hajlítási pontosság, valamint az a tény, hogy jelentős fizikai erőfeszítést igényel.
- A 25 mm-es profilmagasságú termékeket legjobban görgős eszközökkel lehet hajlítani. A cső biztonságosan rögzítve van egy aljzatban, és erőt fejt ki a hajlítani kívánt részre egy speciális henger segítségével. Ez az eszköz lehetővé teszi a jobb hajlítást, de fizikai erőfeszítéseket is igényel.

A lehetőség, ahogy mondani szokták, sietős. Ennek a rendkívül egyszerű eszköznek a hosszú karja lehetővé teszi, hogy megbirkózzon meglehetősen vastag csövekkel.
Az elemi eszközök segítenek a cső egyszeri hajlításában.
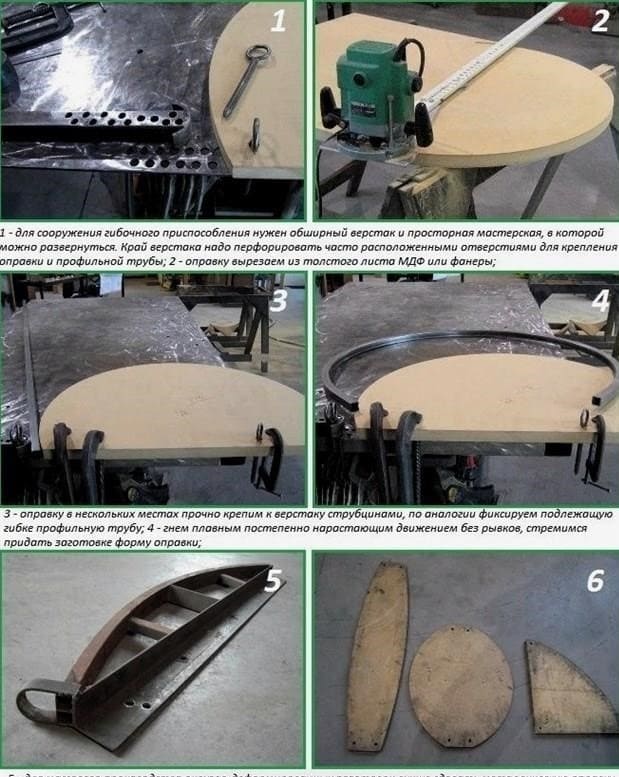
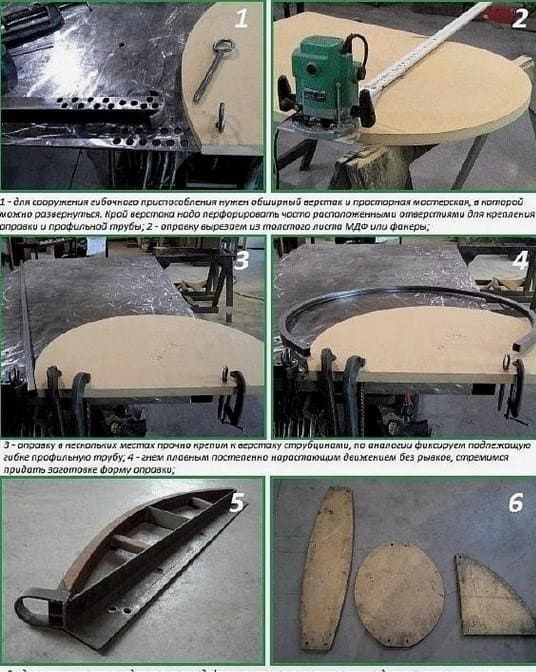
Az acél vagy alumínium professzionális csöveken nagy görbületi sugarú kanyar kialakításához álló, lekerekített sablonokat használnak, amelyekre speciális bilincseket szerelnek fel a termék rögzítésére. Egy ilyen eszközön a csövet kézzel is meghajlítják, erőfeszítéssel a sablon hornyába fektetik, amelynek alakja pontosan megfelel a szükséges hajlítási sugárnak.

A hajlító sablon elkészítéséhez csak a rétegelt lemez és a fém kapcsok szükségesek
Hajlító lemez
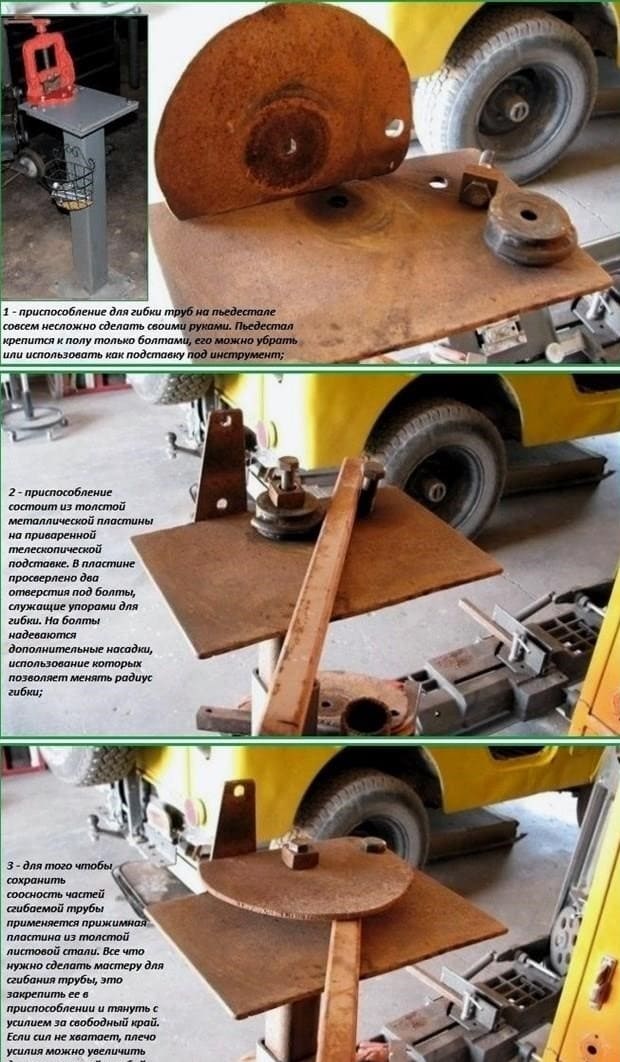
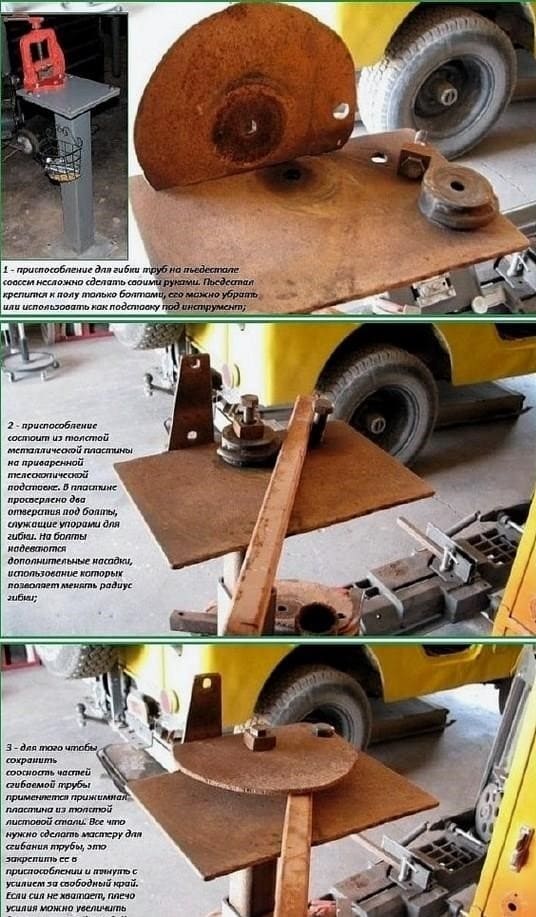
Az acél- vagy alumíniumcsövek otthoni hatékony hajlításához az alábbi útmutatások alapján utólag felszerelhetõ hajlító lemezt készíthet.
- Az ilyen lemez szerepét egy vastag fémlemezből kivágott panel játssza.
- Az így készült panelt az oszlophoz hegesztik, amelyet egy speciális talapzaton helyeznek el.
- A panelben két lyukat fúrnak, amelyek szükségesek a profilcső ütközőjeként szolgáló csavarok felszereléséhez.
- Az egyik ütközőcsavarra egy speciális fúvóka van felszerelve, amelynek segítségével a hajlítási sugár beállítható.
- A hajlással szomszédos csőszakaszok igazodásának biztosítása érdekében a munkadarab fölé egy fémlemezt helyeznek, amelyet csavarokkal rögzítenek.
Állvány vázlata alakú csövek hajlításához
Egy egyszerű házi hajlító eszköz elkészítésének elve
Abban a pillanatban, hogy nem használ ilyen modernizált csőhajlítót, annak talapzata különféle vízvezeték-műveletek elvégzéséhez igazítható.
Tüskehajlítás
Az otthoni profilú csőtermékek hajlításához, amelyek falmagassága nem haladja meg a 25 mm-t, speciális tüskét készíthet. Ezekre a célokra jobb egy dimenziós munkapadot használni, amelynek felületén elegendő hely lesz egy ilyen eszköz számára. A hajlítható csövet rögzítő elem optimális helyének kiválasztásához gyakran elhelyezett lyukakat készítenek a munkaasztal egyik végén. Egy speciális sablon gondoskodik a professzionális cső szükséges hajlítási sugarának biztosításáról, amely vastag rétegelt lemezből vagy fém sarokból készülhet, ha gyakran használja.
Profilcső hajlítása tüskévelLásd még: Csövek rögzítőelemei: lehetőségek az elemek rögzítésére és felszerelésükre
Hogyan hajlítsunk meg egy profilcsövet csőhajlító nélkül
Alapvetően, ha az országban fészereket vagy üvegházszerkezeteket építenek, kis méretű ipari csöveket vesznek fel, míg a hajlítási szög pontossága nem kritikus, ezért a rögtönzött eszközök alkalmasak a hajlításra.
Természetesen jobb, ha ezt az eljárást külön helyiségben hajtják végre, ahol van egy munkaasztal és különféle eszközök.
Ezenkívül elő kell készítenie az overált, amely megvédi a portól, a forgácstól, a szikrától és a fúvókával végzett munkától.
Ha otthon hajlít, akkor meg kell fontolnia:
- A kanyar mértéke.
- Anyagok gyártása.
- A falvastagság értéke.
- Szakasz.
Az alakos csőhengerlési termékek alakváltozásának mérését a szakasz és a falvastagság megengedett normáiban végzik.
Munka közben ellenőrizni kell, hogy a keresztmetszet nem laposodik-e el és nem okoz-e belső görbületeket.
Hogyan hajlítsunk előmelegítéssel (tele homokkal)
A professzionális cső kiváló minőségű és egyenletes hajlításához a "forró" módszer használatakor először homokot kell tölteni a termékbe. Mivel a munka forró fémmel fog társulni, ponyvakesztyűvel kell elvégezni őket.
A négyzet alakú termék hajlítása lépésről lépésre így néz ki:
- Az elágazó csőbe az egyik széléből fa ék kerül. Hosszának az alap szélességének tízszeresének kell lennie. Ezenkívül az alap területe megegyezik a munkadarab furatának 2 területével, amelyet el fog takarni.
- Finomszemcsés homokot öntünk a csőbe, előszitáljuk és megszárítjuk (a kalcinálást + 150 fokon végezzük). Tölcsérrel tölti fel a profilt homokkal. Ahhoz, hogy szorosan és egyenletesen helyezze el benne, részletekben öntik. Ennek során meg kell kopogtatnia az alkatrész falain egy fából készült kalapáccsal.

- A második oldalról ék is be van hajtva.
- A dugóknak meg kell egyezniük a profil belső méretével. Az egyiken 4 hosszanti horony készül – rajtuk keresztül távozik a gáz, amely a homok felmelegítésekor keletkezik.
- A hajlítani kívánt helyet krétával jelölik.
- A vakprofilt egy aljzattal rögzítik. Ha a termék hegesztéssel rendelkezik, akkor annak oldalán kell lennie.
- A krétával jelölt helyet gázégővel pirosra melegítik.
- A négyzet alakú profilt szépen, hirtelen mozdulatok nélkül, de erőfeszítéssel meghajlítjuk. Ez egy mozdulattal történik.
- Ezután hagyni kell, hogy az alkatrészek lehűljenek, és az eredményt összehasonlítjuk a sablonnal.
- Ha a hajlítást helyesen hajtják végre, akkor a dugókat eltávolítják, és a homok kiömlik.
Ha hegesztett varratokkal ellátott négyzet alakú csövet hajlít meg, akkor a kanyaron kívül kell elhelyezkednie, és nem belül, különben a varrat szétszéled.
Ez a módszer csak egyszer fog működni, amikor sarokhajlítást végez. Túlzott hevítés esetén a fém elveszíti erejét.
Lehetőség van homokkal töltött cső meghajlítására fűtés nélkül, de ez bonyolultabb folyamat.
7 mód hajlításhoz fűtés nélkül (hideg módszer)
Lehetőség van a profilcső hajlítására a "hideg" technológiával, különféle eszközökkel, előmelegítés nélkül. Fontolja meg, hogyan hajlítsa meg magának a profilterméket fűtés nélkül.
- Hajlítsa meg vízzel . Ez az opció olcsóbb, nem igényel fűtést, kis vastagságú duraluminból és sárgarézből készült csőhengerekhez készült. Különösen kényelmes télen, mínusz alatti hőmérsékleten használni.
Az eljárás nem bonyolult:
- a munkadarab egyik vége dugóval van lezárva;
- vizet öntenek a részbe a másik szélétől, és eltömődését is elvégzik;
- a profilt kiviszik az utcára, fagyban tartják, amíg a víz megszilárdul;
- a cső meghajlik, fagyott víz van benne, ez könnyű;
- a terméket hőre hozzák, a folyadékot leolvasztják, a vizet leeresztik.
A módszer színesfémekből készült csövekhez ajánlott, mivel ezek nem korrodálódnak.
2. Hajlító lemezzel – a módszert acélból vagy alumíniumból készült négyzet alakú csövek hajlítására tervezték. Födém – vastag fémlemezből készült panel. A rögtönzött dombra szerelt állványra van hegesztve. A hajlításhoz számos műveletet kell végrehajtania.
- fúrjon lyukakat a lemez csavarjaihoz, ezek lesznek a cső ütközői;
- tegyen egy fúvókát egy csavarra, a hajlítási szög beállításához szükséges;
- a hajlással szomszédos csőszakaszok összehangolásának biztosítása érdekében felette csavarokkal rögzített fémlemezt kell elhelyezni.
3. Tüskére hajlítás – professzionális csövekhez alkalmas, amelyek falvastagsága legfeljebb 25 mm. Ezt a szerkezetet a legjobban egy munkaasztalon lehet elhelyezni. Éle mentén gyakran lyukak készülnek a tüske és a professzionális csövek rögzítésére.
- A hajlítás mértékét rétegelt lemezből vagy fém sarokból készült sablon szabályozza. A fizikai erőfeszítéssel az alkatrész rákerül a tüskére, megadva a szükséges hajlítási szöget.
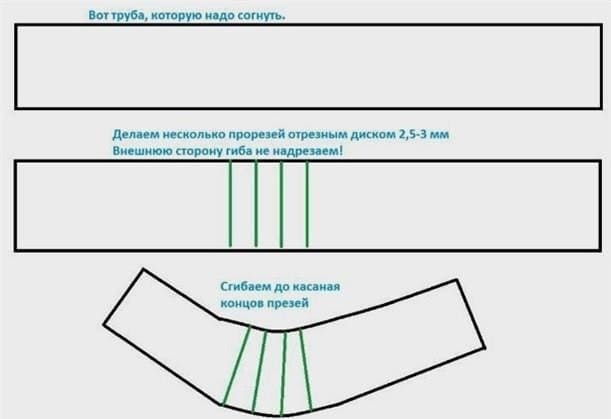
4. A köszörűk használatával – ez a módszer nem teszi lehetővé a tökéletes félkör kialakítását, mivel a kanyar – néhány egyenes, különböző szögben helyezkednek el.
Lásd még: Királyi megoldás: toronyház projektje és 75 lehetőség egy modern kastély építésére
- A módszer lényege, hogy darálóval a vágásokat keresztirányban (általában három) végezzük, a tervezett kanyarodás helyén. Minél kisebb a hajlítási szög, annál nagyobb a vágások száma.
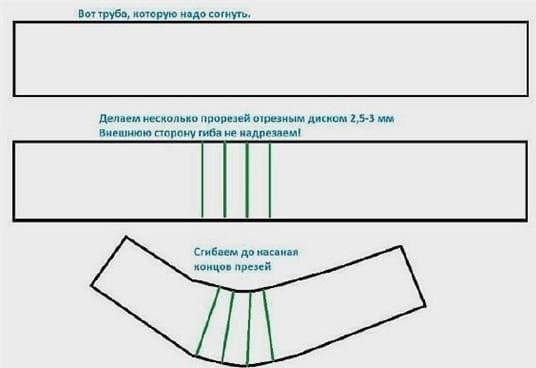
- Ezután a csövet meg kell hajlítani a vágásoknál – ez fokozott erőfeszítések nélkül történik, és a vágásokat hegesztéssel kell hegeszteni.
- A hegesztett varratok megfelelő őrlésével a termék meglehetősen tisztességesnek tűnik, redők nélkül, ereje nem vész el.
5. Rugóval – egyszerű technika a hajlításhoz. A rugó 2 mm keresztmetszetű huzalból készül. A csővezeték alakját úgy kell meghajlítani, hogy minden szakasz 2-3 mm-rel kevesebb legyen, mint a megfelelő oldalon lévő csőé, és könnyen mozoghassanak a profil belsejében.
- A gyártott rugót be kell illeszteni az alkatrészbe, majd a kívánt szögben meg kell hajlítani. Kívánt esetben a kanyar helye fűthető – ez megkönnyíti a folyamatot. Annak érdekében, hogy a rugót könnyebben lehúzhassák az alkatrészből, a végére huzalt kötnek.
6. Görgős tengely használata – a módszert 10-25 mm méretű csövekhez tervezték. A téglalap alakú cső hajlításához meg kell rögzíteni egy satuban. Ezután az alkatrész hajlításához egy speciális görgőt használnak, amely erő hatására hat rá. Ezzel az eszközzel a kanyar kiváló minőségű, de fizikai erőre van szükség.
7. Kar használatával ez fa vagy fém szár, alsó részén lyukkal ellátott fúvóka található.
A munkadarab meghajlításához a furaton át kell hajolni a hajlítási pontig. Ezután a kart meghúzza maga felé, és ennek hatására a cső meghajlik. Ez az opció nem pontos, de alkalmas az üvegház profiljainak hajlítására – nézze meg, hogyan készíthet magának üvegházat.

3 alternatíva a hajlításhoz
A profilcsövet a kívánt sugár mentén hajlíthatja néhány alternatív egyszerű módszerrel:
- Kovácsolás – ütés nehéz kalapáccsal. Ehhez lekerekített üllőre van szükség. A munkadarabot bilincsekkel kell az üllőhöz rögzíteni. Ezután fújásokat alkalmaznak a termékre, túlzott erő nélkül, hogy ne lapuljanak el.
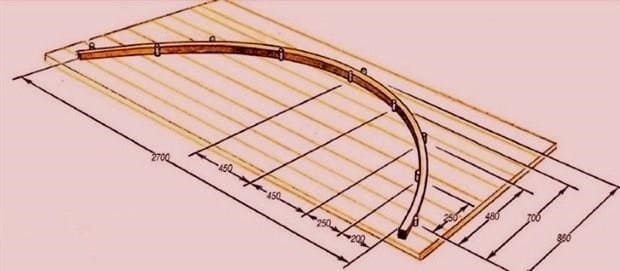
- A minták szerint – aszfalt vagy betonozott felületre van szükség, amelyre a jövő ívének körvonalát kell alkalmazni. Ezután hajtson be erősítő rudakba, rögzítse az elsőre a profilt. A hajlítás során a munkadarabot hegesztik az erősítéshez, a végén a rudakat darálóval vágják le.
- Bérlés igánál – ehhez oldalsó kerekű járművekre lesz szükség. A profilt egy előkészített acél- vagy betonhoronyba helyezik, és a kereket át kell gördíteni a munkadarabon. Az axiális beállítást fémvezetőkkel kell ellenőrizni.
Alternatív hajlítási technikák
Szerencsére nem szükséges, hogy kéznél legyen speciális berendezés a csövek hajlításához. A népi találékonyság már régóta kitalálta a kívánt eredmény elérésének több módját csőhajlító használata nélkül.
Darálót használunk
Azon a területen, ahol daráló segítségével hajlítani kell a csövet, több keresztmetszetet végeznek. Minél kisebb legyen a hajlítási sugár, annál több vágásra lesz szükség. A legtöbb esetben három is elegendő. Ezenkívül a profilcső különösebb erőfeszítés nélkül meghajlik, és a vágásokat hegesztéssel hegesztik.
Ha a hegesztett területeket gondosan csiszolják, akkor a kapott termék nagyon méltóságteljesnek tűnik . A hajtásnál nem fordul elő redő vagy erős erőveszteség. De ez a módszer nem ad ideális kerekséget, mert a kanyar több egyenes szakaszból áll, amelyek egymással szöget zárnak be.

Tavaszi módszer
A rugó elkészítéséhez acélhuzalra van szükség, amelynek keresztmetszete 2 mm. A huzal a profil alakjában úgy van meghajlítva, hogy mindegyik szegmens oldala néhány milliméterrel kisebb, mint a csőprofil megfelelő oldala, és szabadon mozoghat a belső hossza mentén.
Ezenkívül a rugót egyszerűen beillesztik a csőbe, és a kívánt sugárig meghajlítják. A hajlítási eljárás megkönnyítése érdekében a csőszakaszt fel lehet melegíteni.
Jegyzet! Annak érdekében, hogy a hajlítási eljárás után ne legyen probléma a rugó eltávolításával a profilcső üregéből, a legközelebbi végéhez egy drótdarabot kell biztonságosan rögzíteni.
A cső kitöltése homokkal
Ez a módszer egyszerűségében és hatékonyságában feltűnő, mert az összes szükséges anyag szó szerint a lábad alatt fekszik:
- Készítsen elő két fa éket, amelyek szorosan lezárhatják a csőüreget.
- Szorosan ütjük a fa éket a cső végébe.
- A csövet előzőleg szitált és szárított homokkal töltjük meg.
- A második ékben hajtunk.
Javasoljuk, hogy ismerkedjen meg: A rozsdamentes acél kémények felszerelésének szabályai
Ezenkívül a cső egyik végét rögzítik és hajlítást hajtanak végre. Az eljárás megkönnyítése érdekében a csőszakaszt is fel lehet melegíteni. A munka végén az ékeket eltávolítják, és a homokot kiöntik.

Sűrű homokpárna használata megakadályozza a vetemedést azáltal, hogy a hajtást laposan és szilárdan tartja.
A közönséges víz segít
A profilcső egyik végét dugóval zárják le, majd vizet öntenek az üregbe. Elengedhetetlen feltétel a negatív hőmérséklet jelenléte, amely elegendő a folyadék fagyásához. A víz megfagyása után a cső problémamentesen meghajlik, a kanyar gyönyörű és tartós lesz.
Fontos! A módszer nem maró, színesfém csövekhez alkalmas.
Hajlítunk egy csőhajlító segítségével
Ha nagy átmérőjű ipari csöveket használnak egy üvegház gyártásához, akkor nehéz lesz kézzel meghajlítani. Javasoljuk, hogy ismerkedjen meg a szokásos csőhajlító önálló elkészítésével kapcsolatos utasításokkal, kialakítása meghajtókerék (a széleken mozog a cső kívánt szögben történő hajlításával), egy oldal, egy szállítószalag és a rögzítő elemek.
A csőhajlító:
- Kézi – kis mennyiségű munkához készült. A munkadarabot egy szállítószalagra helyezik, és egy henger rögzíti. A kerék fogantyúval forog, hajlítást eredményezve.
- Elektromos – a berendezés nagy teherbírású csövekhez ajánlott. A készülék villamos energiával működik, és a kerék elektromosan forog, így nem kell pazarolnia az energiáját. A működési elv hasonló az előzőhöz, a profil betöltődik a szállítószalagba, meghajlik, áthalad a szorító zónán.

Ennek az eszköznek a használatakor a cső belsejében és kívül lévő sarkai egyenlő nyomásnak vannak kitéve, így a kanyar kiváló minőségű és nem reped fel.
Hogyan hajlítsunk meg egy profilcsövet 90 fokban
A 90 fokos fordulatszámú profilcsöveknek nincsenek éles sarkai és esztétikusan néznek ki.
Először elő kell készíteni egy szerszámot – hegesztőgépet, darálót, korongokat.
Vizsgáljuk meg lépésről lépésre a profil hajlításának folyamatát.
- A munkadarabon meg van jelölve a hajlítási pont, és minden oldalon keresztvonalas jelek vannak. A szélesség felét megmérik, méretét az első vonalon, és az összes keresztirányban jelölik.

- Sugárvonalakat rajzolnak – ehhez iránytűt vagy más kerek tárgyat használnak. Ezek a vonalak mindkét oldalon készülnek, és az eltávolítandó helyet is megjelölik.

- A vágások az egyik oldalon készülnek a két jel között. Ezt követően két oldalt eltávolítunk.

- A munkadarabot kissé behajlítják az ellenkező irányba, majd befelé. Ennek eredményeként egy derékszög jön ki belülről, és egy lekerekített kívülről.

- Egy hegesztett gép segítségével mindkét oldalon megfogja a hajlító részt, majd az összes varratot hegesztik.

- A salakot eltávolítják, és a varratokat egy fedéllemezzel dolgozzák fel.

Lásd még: Tömítőanyag laminátumhoz: melyik a jobb, hogyan kell helyesen használni, videó
Ez a módszer alkalmas bármilyen méretű profil hajlítására a saját kezével.
Csatornahajlítás otthon
Az építőipari mesterek valószínűleg azon gondolkodtak, hogyan hajlítsák meg ezt a profilt. Garázs körülmények között csak helyi kanyar lehetséges, mivel egy terjedelmes gépnek alig van helye. A munkavégzéshez szüksége lesz egy hegesztőgépre, valamint egy darálóra mindkét típusú lemezzel.
A munka sorrendje a következő:
- jelölési vonalak vannak a csatorna polcain a profil szükséges dőlésszögének (hajlításának) megfelelően;
- háromszög alakú fémdarabot darálnak mindkét oldalán darálóval; fontos, hogy a vágást pontosan, szimmetrikusan végezzük, különben a munkadarab nem lesz hajlítható;
- a profil a kiválasztott szögben hajlik a kivágásnál;
- az erő helyreállításához az ízület hegesztve van;
- a varratot csiszolókoronggal dolgozzák fel.
Ez a módszer az egyetlen helyes, amely lehetővé teszi egy fémcsatorna hajlítását drága berendezések használata nélkül.
Egy forrás
Hogyan lehet elkerülni az ovalizációt
A "hideg" hajlítás során vannak finomságok, figyelembe véve, hogy a profil megtartja-e keresztmetszetét. Ehhez korlátozók vannak telepítve:
- belső – nem engedi a csővezetéket szűkíteni;
- külső – nem teszi lehetővé az oldalfalak tágulását.
Merev anyagot ajánlatos korlátozónak venni, jól tartja formáját.
Ha üvegházat készítenek egy profilcsőből, nincs szükség a hajlítási sugár pontosságának fenntartására, ezért nem szabad pénzt költeni drága gép vásárlására.
Egy praktikus eszköz megteszi, minden otthoni kézműves rendelkezik vele. Használatával elég rendes blankot készíthet az ország üvegházához.
tippek és trükkök
A rugalmas tevékenység során számos szempontot figyelembe kell venni:
- Profil vásárlásakor győződjön meg arról, hogy mind azonos méretűek, acélminőségűek és ugyanahhoz a szállítási tételhez tartoznak;
- hegesztett profilok használata esetén az oldalt a varrattal a belső sugár felé kell irányítani, különben megszakadhat;
- darálóval való munkavégzés során ne felejtse el szemüveg vagy maszk formájában védőeszközöket használni;
- nem szabad megfeledkezni arról, hogy a végszakaszok nem mindig hajlíthatók a szükséges méretre, ezért a munkadarab hosszának kiszámításakor figyelembe kell venniük a hosszukat, és az ilyen darabokat le kell vágniuk a rész;
- el kell végezni a fém korróziógátló kezelését, majd azt rendszeresen el kell végezni.
Hajlítási szolgáltatások
Egy ilyen szolgáltatás nem válhatott külön üzletfejlesztési vonallá, mivel meglehetősen összetett technológiai berendezések használatával jár ipari változatban.
A piacon is elérhetőek a hajlítási szolgáltatások, amelyek sugár és ívelt hajlítást egyaránt kínálnak. A szétválasztás azért történik, mert ezekhez a műveletekhez speciális berendezéseket használnak. Az első esetben ez egy csőhajlító, a másodikban háromgörgős gördülés.
El kell ismerni, hogy az ilyen műveletek végrehajtására vonatkozó ármutatók nagyon elfogadhatóak:
- az egyik sarokhajtás költsége 30 rubel;
- az ívfesztávolság egy futó métere szintén 30 rubelbe kerül.
A moszkvai régió fémköltségéhez és anyagszállításához képest ez gyakorlatilag semmi.



