Fúrógép: hogyan készítse el saját maga, alkatrészek, rajzok, gyártás

Tartalom
Az otthoni fúrógép (egyszerűen – egy fúrógép) olyan berendezés, amelyre bárki, aki valaha készített legalább valamit, sürgős szükségét érzi. A kézművesek néha fúrókat készítenek kétfokozatú fogaskerékkel, 3-nál nagyobb szabadságfokú munkadarab-asztalokat, sőt két koordinátájú CNC-fúró- és marógépeket is, lásd az 1. ábrát. lent. De ebben a kiadványban egy saját kezű fúrógép gyártását vesszük figyelembe – amely egyszerűen fúr és marol -, de pontosan, tisztán és magabiztosan hosszú ideig fenntartja a pontosságát, esetenként rövid távú túlterhelésnek kitéve: stabil feldolgozás a fémvágó berendezések fő követelménye a pontosság. Amit az amatőr tervekben sajnos leggyakrabban csak a körülmények egybeesése miatt hajtanak végre.

Amatőr fúrógépek
Fém vagy fa?

Fa unalmas "gép" szörny
A kezdők számára mindig úgy tűnik, hogy a famegmunkálás egyszerű és egyszerű. Az elrontott munkadarab kis kézműves termékekhez vagy üzemanyaghoz használható. Talán ezért van az utóbbi időben egy igazi divat: házi készítésű gépek felelős faalkatrészekkel. Ennek eredményeként néha szörnyek jelennek meg, amelyek valószínűleg meglepte volna Archimédest, lásd a 7. ábrát. jobb oldalon. Ne feledje azonban: a fa legjobb elérhető pontossága +/– 0,5 mm. A fémvágásban az alapértelmezett legnagyobb megengedett hiba 0,375 mm (Angliában és az Egyesült Államokban 0,397 mm = 1/64 hüvelyk). Ezzel kapcsolatban megvitatás nélkül lezárul a fa mint a gép fő szerkezeti anyagának felhasználásának kérdése, amely szerintük a fa ráadásul deformálódik, elhasználódik és károsodik a fémnél könnyebb nagyságrendekkel. Nos, a termékek mély belső önelégülésének szerelmesei – szabad akarat pénzükért és munkájukért.
Fúróeszköz
A fantázia elengedhetetlen feltétele az alkotói sikereknek, de a gépiparban haszontalan pontos számítások és bevált megoldásokkal történő igazolás nélkül. A szerszámgépek története évezredekre nyúlik vissza – a lábbal működtetett orsók és esztergagépek már a kőkorszak végén is használatban voltak. E cikk tárgyában a vizsgált minta egy ipari kialakítású függőleges fúrógép. Ellenőrizzük, megválasztva és eldöntve, hogyan lehet a legjobban saját kezűleg fúrógépet készíteni: a fúróknak egyetlen példánya van üzemben, amelyek meghaladták a 100-at, és továbbra is fenntartják a pontosságot.
Az asztali függőleges fúrógép készülékét az ábra mutatja:
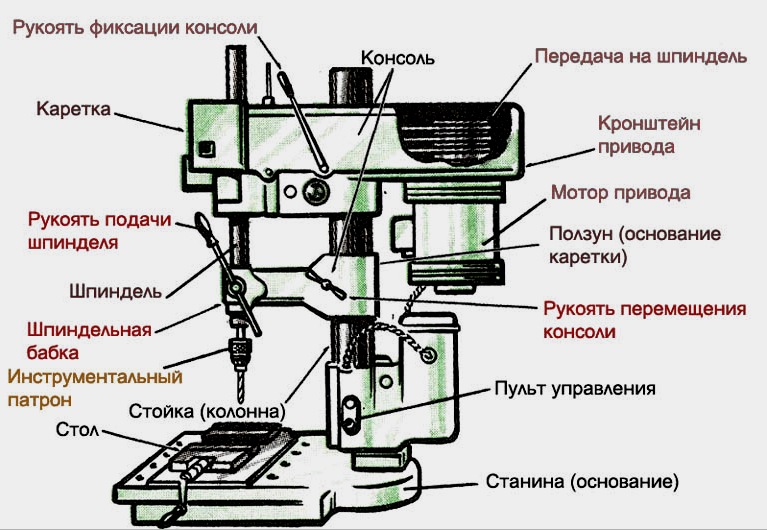
Asztali függőleges fúrógép
Fő moduljai az ágy, az oszlop, a konzol és az alkatrész asztala. A fő csomópontok alkotórészeit enyhén kiemelik, és alkatrészeik élénkebb színekkel rendelkeznek. A legegyszerűbb asztal (a fadarabot nem számítva) egy satu. A forgatható és csúszó asztal lehetővé teszi, hogy a fúrás mellett néhány marási műveletet is végezzen. Az ágy általában szorosan csatlakozik egy munkaasztalhoz vagy más megbízható támaszhoz.

Csavaros szorító – a mini fúrógép konzoljának rögzítése
Működés közben a konzolt a munkadarab méretének és konfigurációjának megfelelően a csúszka emelő-forgató mechanizmusának segítségével a kívánt helyzetbe állítják, és rögzítik. Az orsót egy külön előtoló mechanizmus táplálja az üzemi löketbe. Az otthoni használatra szánt amatőr és ipari szerkezetekben az emelő-elfordító mechanizmus leggyakrabban a kezelő keze, a rögzítő pedig a csúszda csavaros szorítója, lásd az 1. ábrát. jobb oldalon; TBC esetén mindkettő megengedett. De aminek feltétlenül a fúrógép kialakításában kell lennie ugyanazon PB követelményei szerint, az egy sárvédő vagy csak egy ütköző: ha bedobja az adagoló fogantyút, akkor az orsónak vagy a vele járó kocsinak automatikusan fel kell pattannia. Az otthoni fúróknál a ütközőütköző leggyakrabban egy megfelelő helyre telepített rugó, lásd alább.
Megjegyzés: A PTB tiltja az ipari gyártást, eladást és felhasználást sárvédő nélküli IP-fúrógépeknél vállalatoknál és műhelyekben.
Gyártás vagy vásárlás?
Az elektromos fúró kész hajtás, erőátvitel, orsó és tokmány monoblokkban. Tegye rá a gép kocsijára – és akkor fúrhat. A pontosság szempontjából a megoldás általában véve nem optimális (lásd alább), de sok esetben elfogadható, de kiküszöböli a megnövekedett pontosságú drága esztergált alkatrészek megrendelésének szükségességét, lásd alább. Tekintettel arra, hogy most fúróállványokat értékesítenek, talán nem az utcán tálcákról; az árak megfizethetőek. Ha azt választja, hogy fúrógépet készítsen-e fúróból, akkor azt elsősorban a berendezés működési módja alapján kell vezérelni; az ár is függ tőle:
- Alkalmankénti fúrás / marás magának olyan pontossággal, amely kiderül – az ágy műanyag öntött vagy acél bélyegzett. Kar előtoló mechanizmus harang forgattyúval (lásd alább). A kocsi csúszócsapágyai (lásd alább) acél acélon vagy nejlon perselyekkel. Az árak 20-30 USD.
- Rendszeres fúrás saját magának vagy megrendelésre hagyományos gépgyártási pontossággal. Megmunkálható anyagok – a hagyományos szerkezeti acél keménységéig és szívósságáig. Mindazonáltal, de a siklócsapágyak acél acél (rosszabb) vagy bronz perselyekkel, a keret öntöttvas vagy (drágább) kompozit, szintén rezgéselnyelő. Az árak 30–40 USD.
- Bármely, a szerszám számára alkalmas anyag rendszeres fúrása és marása időszakos szerszámterheléssel és / vagy fokozott pontossággal – csak acél, öntöttvas ágyon lévő siklócsapágyak. Rack és fogaskerék adagoló mechanizmus (lásd alább alább); rezgést elnyelő konzol. Az árak 60–180 USD.
Megjegyzés: általában fúróágyakhoz opcionálisan egy forgó-csúszó asztalt kínálnak, amely bizonyos típusú marásokat tesz lehetővé. Az ár 20 dolláron belül van.
Ágy kiválasztása
A fúróállványt (amelyet az eladók valamilyen okból makacsul állványnak neveznek) nem a gyártónak kell megválasztania ("porcelán" – nem "porcelán"); most a piac tele van "német Kínával", nem beszélve a posztszovjet államok termékeiről. Ellenőriznünk kell a tervet.
Először is, a műanyag nem nylon siklócsapágyakkal ellátott mintákat egyértelműen elutasítják: a fúró kifutása és 0,5 mm-nél nagyobb sodrása már a 10. – 20. "lyuknál" megjelenik, és tovább növekszik. A második a konzol visszahatása. A túlsó végig vesszük, fel-le és oldalra lendítjük a szorítóval. Nem lehet észrevehető "beszélgető" (egy képzetlen ember tapintható érzése 0,4-0,5 mm ütemet érez).
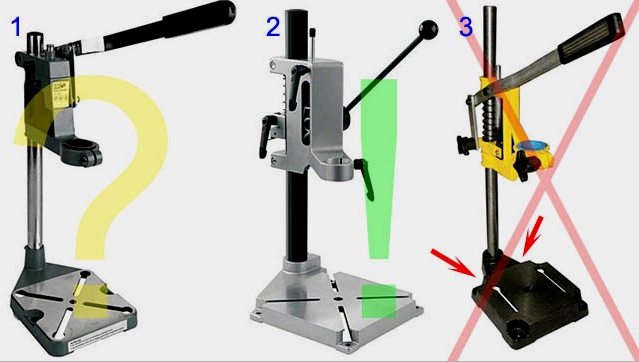
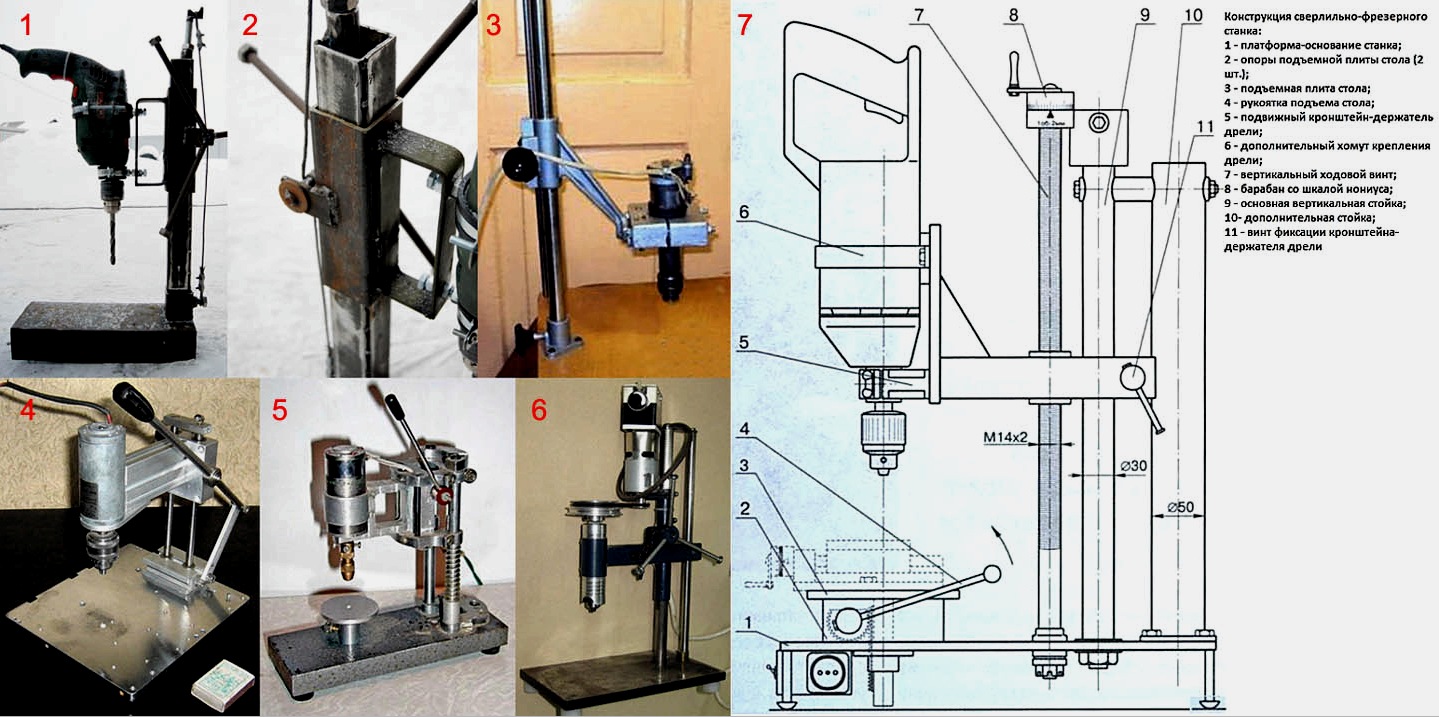
További – a szerkezet ellenőrzése, lásd a 7. ábrát. lent. Hagyományos fúráshoz a poz. 1. Az ideális lehetőség a pos. 2. ábra: fúrócső, az oszlop oldalirányú elmozdulása nagyságrenddel csökkenti a konzol rezgését, és 45 fokkal oldalra fordítva kézzel marhat egy pontossággal, "amennyit csak tud" egy szabványos nem csúszó asztal, pár asztali tartó eltávolítása, mivel ebben az esetben a kézi elmozdulása a konzol vízszintes munka tengelyéhez viszonyítva lineáris lesz.
Fúróállvány (állvány) kiválasztása
És itt van egy minta a pos. 3 semmilyen körülmények között ne vegye be. Először is, oszlopának gallérja alacsony és rögzítése megbízhatatlan. Másodszor, az asztal alatti hosszanti hornyok megkönnyítik a kézi marást "ahogy történik", de az átlósokkal ellentétben nem csillapítják az ágy rezgését. Sőt, ott koncentrálnak, ahol a nyilak jelzik (az oszlop alatti árapály túl keskeny), és onnan egyenesen az oszlophoz és az asztalhoz kerülnek.
Melyik az olcsóbb?
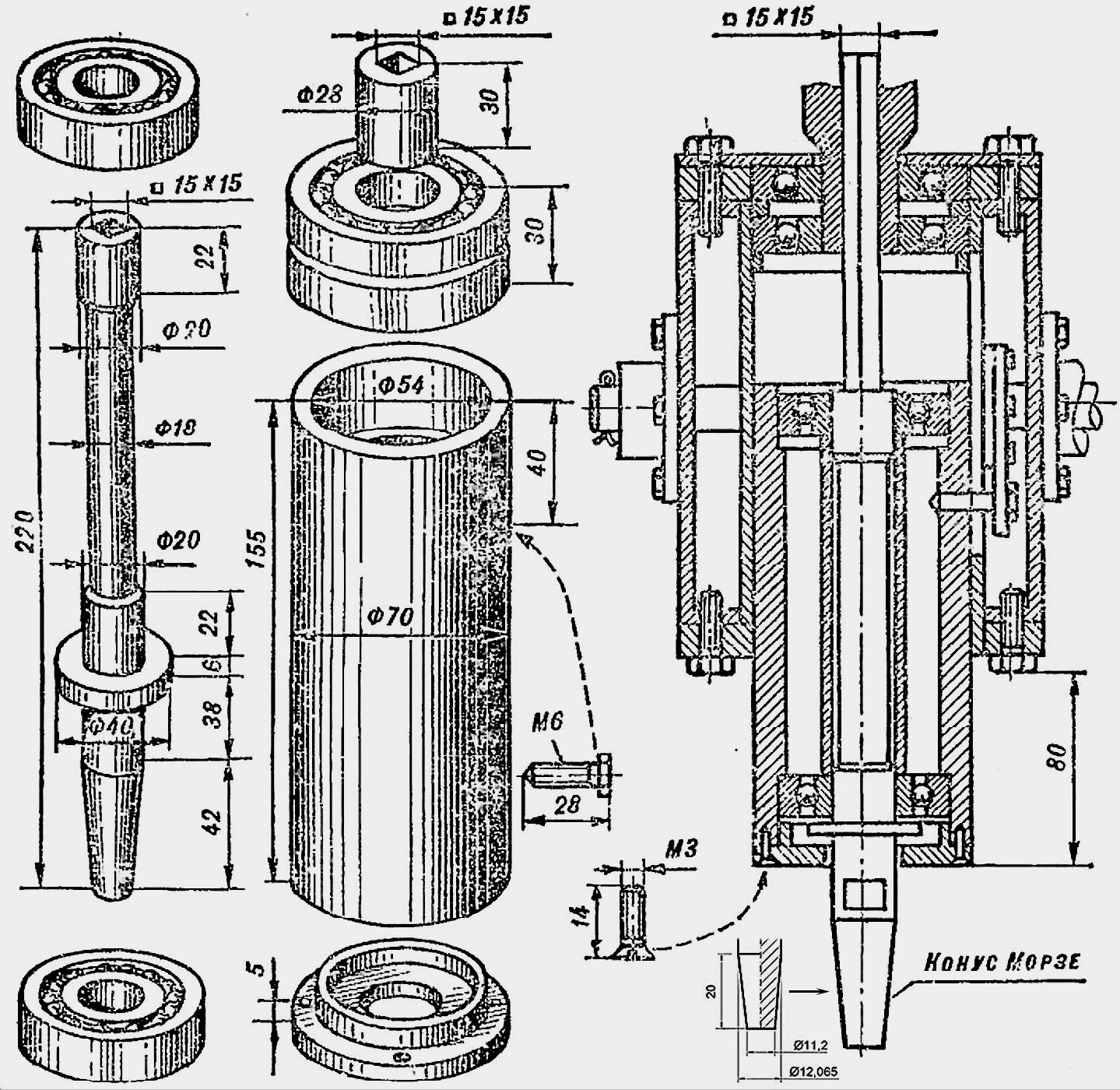
Asztali fúrógép orsó rajzai
Tegyük fel, hogy a neked tetsző keret ára nem felel meg neked. Vagy egy fúrógép, ha "feszítővas", ütőmechanizmussal, amely az épületszerkezetek munkájában volt, és a patron verése látható szemmel. Ezután először azt tesszük meg, hogy elérhető-e egy olyan mester, akinek nagy pontosságú eszterga van (legfeljebb 0,02 mm-nél durvább). Ami egyébként nem tény – a nagy pontosságú gép nagyon drága, és soha nem térül meg a közös megrendelések áramlásában. De tegyük fel, hogy megtaláltam. Ábra rajzát vesszük. a jobb oldalon megyünk hozzá, és megkérdezzük, hogy képes-e faragni acélból, amely nem rosszabb, mint 30HGSA, és mennyit fog venni a munkáért. "Ez" – a padfúró orsójának rajzai. A többi része faragható egy szokásos gépen, vagy megtalálható a vas bazár romjainál vagy a kukában. Valószínűleg kiderül, hogy az ágy + asztal megvásárlása olcsóbb, és ha megbecsüli a többiek költségeit, akkor talán egy nagyobb pontosságú fúró körvonalazódik. Akciósan vannak ilyenek; ütőszerkezet és kifejezetten az ágyba történő beépítésre szolgáló gallér hiányában lehet felismerni: esztergált acél mandzsetta van rajta.
Ha te teszed
Előfordulhat azonban, hogy egy házi készítésű fúrógép vagy olcsóbb, vagy hiába, vagy a legjobb ágyfúró nem helyettesíti. Az a tény, hogy a hajlítási és rezgési terhelések mellett a munkatest torziós terhelései (szerszám – fúrók, vágók) is átkerülnek az oszlopba. Ez annak köszönhető, hogy a kar karjai különböznek az oszlop tengelyétől a szerszám legközelebbi és legtávolabbi éléig; a forgácsoló torziós terhelései, amelyek az anyagot az egyik élükkel rágják, nagyságrenddel nagyobbak, mint a fúróból. Ezért irreális a megmunkálás pontosságának elérése 0,1 mm-nél nagyobb fúróval az ágyon (lásd miért – lásd alább), de például az M3 menethez 2,7 lyukra van szükség; az M2.5 – 2.2 alatt, és a feldolgozási hiba ebben az esetben elfogadhatatlannak bizonyul. Általában van értelme fúrni saját kezűleg, a költségek ellenére, ha:
- Ön rádióamatőr, és olyan alkatrészekkel dolgozik, amelyek ólommagassága 2,5 és 1,25 mm (a 0,625 mm magasságú "milipédek" csak síkra vannak felszerelve). Ezután szükség van egy fúrógépre a nyomtatott áramköri lapok számára, legalább 0,05 mm pontossággal;
- Egyéb finom fa- és fémmunkákat végez. Például lehetetlen szép elegáns koporsót vagy megbízható búvóhelyet készíteni a házban, csak kézi fúrással;
- Időről időre fúrsz / marolsz magadnak, és a pontosság megfelel neked azzal, ami kijön, és a zagashnikokban rengeteg mindenféle fémszemét található.
Megjegyzés: az utóbbi esetben szerencséd van, hirtelen egy régi gyermekkerékpár fekszik valahol. Vázának csövei kiváló acélból készülnek, a kerékagy pedig majdnem kész orsó; csak egy Morse-kúppal rendelkező adapter áll rendelkezésre a szerszámbefogó számára. Átgondoltan és körültekintően dolgozva egy régi kerékpárból kb. 0,1 mm, vagy valójában egy szabad fúróállvány, lásd pl. videó:
Videó: barkácsoló fúróállvány
Elrendezés
De tegyük fel, hogy nagyobb pontosságra van szükségünk, és meg kell marnunk a hornyokat anélkül, hogy elveszítenénk azokat. Ebben az esetben a gép elrendezése kiemelt fontosságú.
A legjobb megoldás az orsó és a hajtás elhelyezkedése az oszlop ellentétes oldalán, poz. 1 az 1. ábrán. A nehéz motor ebben a sémában ellensúlyként működik a földrengésnek ellenálló épületekkel szemben: antifázisban tükrözi az orsó rezgését és torziós terhelését. Az oszlop területén részben kioltják egymást. A csillapítás akkor maximális, ha a kocsi súlypontja pontosan a konzol tengelye mentén helyezkedik el, és minél magasabb, annál vékonyabb a fúrógép és annál kisebb a nyomás rajta. Vagyis a gép pontossága a finom munkában növekszik, és ugyanakkor elég jelentős túlterheléseket is képes ellenállni anélkül, hogy elveszítené.

Házi fúrógépek elrendezési diagramjai
4. megjegyzés: a pontos munkavégzéshez fúrót lehet készíteni az orsó közvetlen meghajtásával, valamint annak és a kocsi ugyanazon oldalán lévő meghajtó közvetlen meghajtásával, ha például kész rezgéscsillapító ágy van. egy régi mikroszkópból (2 alatt) stb. optikai eszközök.
A nyomtatott áramköri lapokhoz és ékszerekhez használt mini gépeknél kellemetlen hatás figyelhető meg: a 0,05 mm-nél nagyobb pontosság elérése érdekében az oszlopot aránytalanul vastagra kell tenni, pos. 3. Ez annak a ténynek köszönhető, hogy rezgések és torziós terhelések elnyelő képességét a keresztmetszeti terület határozza meg, amely az alkatrész méretének csökkenésével egyenesen esik. A 2,5 mm ólommagasságú alkatrészekhez készült táblák, valamint a kis lakatos- és ácsmunkák esetében 0,05 m pontosság elegendő. Ebben az esetben a romlását a hajlító terhelések gyakorolják. Ezek ellensúlyozásához elegendő egy dupla oszlopot használni, amely egy 10-14 mm-es rúdból áll, közönséges szerkezeti acélból, pos. 4. Ha elegendő a szokásos 0,375 mm pontosság, akkor az oszlop megduplázásával akár fúróból és vízellátó propilén csövekből is készíthető fúrógép alkalmi munkákhoz, pos. 5. A pontosság elvesztése előtti erőforrás kicsi, de az anyag is olcsó, és megrendelésre nincs szükség feldolgozásra.
Megbízatási idő
A fúrás pontossága szempontjából fontos szerepet játszik az orsóadagoló mechanizmus készüléke is (kocsik a gépből egy fúróról): rángások és / vagy egyenetlen előtolási erő legalább növeli a fúró kifutását. Vékony keményfém fúróval történő fúráskor ebben az esetben nagy valószínűséggel elsodródik, eltörik, és ennek következtében helyrehozhatatlan kár keletkezik a munkaigényes munkadarabon.
A gépeknél és a nagy pontosságú fúrók állványainál fogaskerék-adagoló mechanizmust használnak (az ábra bal oldalán), amely biztosítja annak teljes egységességét, és ami különösen fontos a kézi adagoláshoz, pontosan arányos a a szerszám megáll a kéznél. Ehhez szükség van egy fogazott fogasra és egy fogaskerék-törzsre, amelynek a fogak jól körülhatárolható profilja van. Ellenkező esetben a takarmány rángásokba fog menni, még akkor is, ha a fogantyút teljesen egyenletesen nyomják. Irreális, ha „térdre” készítünk egy fogas fogaskereket ugyanazokkal az inverz fogakkal; nem valószínű, hogy megfelelő kész párot választana, ezért a házi fúrókban a fogas és fogaskerék-adagoló mechanizmusok rendkívül ritkák.
Az asztali fúrógép adagolóinak típusai
Gyakrabban egyszerű egykaros adagoló mechanizmust készítenek, az ábra közepén, de ez korántsem optimális. A munkalöket elején és végén, amikor a sima adagolás és a fúrás pontossága különösen fontos, nem juttatja el eléggé a támaszt a kézre, a löket közepén pedig túlzott, ami növeli a fúrás valószínűségét szerszám beszorul egy viszkózus anyagba. A jobb oldalon forgatható törőkarral ellátott adagolószerkezet mentes ezektől a hiányosságoktól; emellett ezenkívül csillapítja a konzol rezgéseit. A térd vállarányt kb. 1: 1.
Tálalóasztal
A vékony törékeny / viszkózus alkatrészek fúrása pontosabb, és a fúró távozásának és törésének valószínűsége kisebb, ha az orsó rögzítve van, és az asztal és a rész belefér rá, ezért a finom munkához szükséges sok fúrógépnél az asztal külön adagolószerkezettel felszerelve. A gondolkodás tehetetlensége miatt gyakran fogantyúvá is készítik, lásd pl. További. De mivel az asztal súlya ebben az esetben sokkal nagyobb, mint egy alkatrész súlya, a karral táplált asztal nem rosszabb, de otthoni készítéshez teljesen hozzáférhető. Eszközét az ábra mutatja:
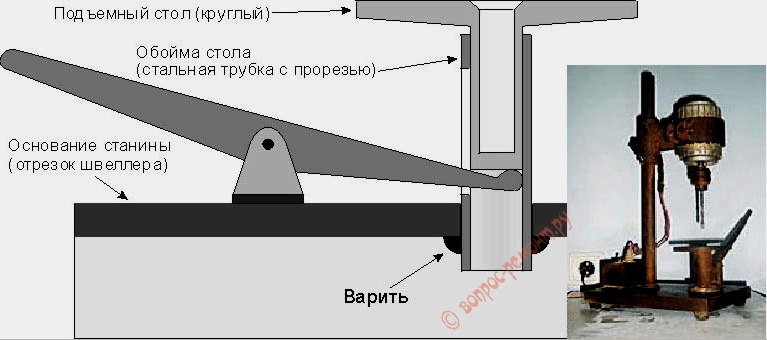
Karos asztal elrendezése a fúrógéphez
Csak egy árnyalat van: hogy a kapcsos ne vezessen az összeszerelés során, szorosan beillesztjük az alap átmenő furatába, és alulról (az alsó oldalról) hegesztjük. OMA-2 vagy hígítóval kell főzni 55-60 A egyenárammal, rövid, egymással ellentétes pálcákkal ("piszkál"). A nyomtatott áramköri lapok és ékszerek asztalának méretei 60-150 mm átmérőjűek; vastagsága 6-12 mm. Az asztal szárának átmérője 12-20 mm; hossza az adagolási löket mértékével + (20-30) mm. Célszerű egy csövet köszörülni vagy fúrni egy szárhoz (falvastagság 1,5 mm-től), és átmenni egy dörzsáron, hogy a szár simán haladjon benne észrevehető visszahatás nélkül. A rövid emelőkar kb. egyenlő az asztal átmérőjével; hosszú – amit csak akarsz.
Konzol
Nézzük újra a 2. ábrát. gyári ágyakkal. Forgóvázas konzoljaik hasonlóak; meglehetősen racionálisak, de automatizált és robotikus gyártásra tervezték őket: precíziós öntés, majd a helyszínen végzett befejezés CNC-gépen és lézeres mérés.
Az ábra bal oldalán egy amatőr kialakítású félkeretes konzol analóg diagramja látható:
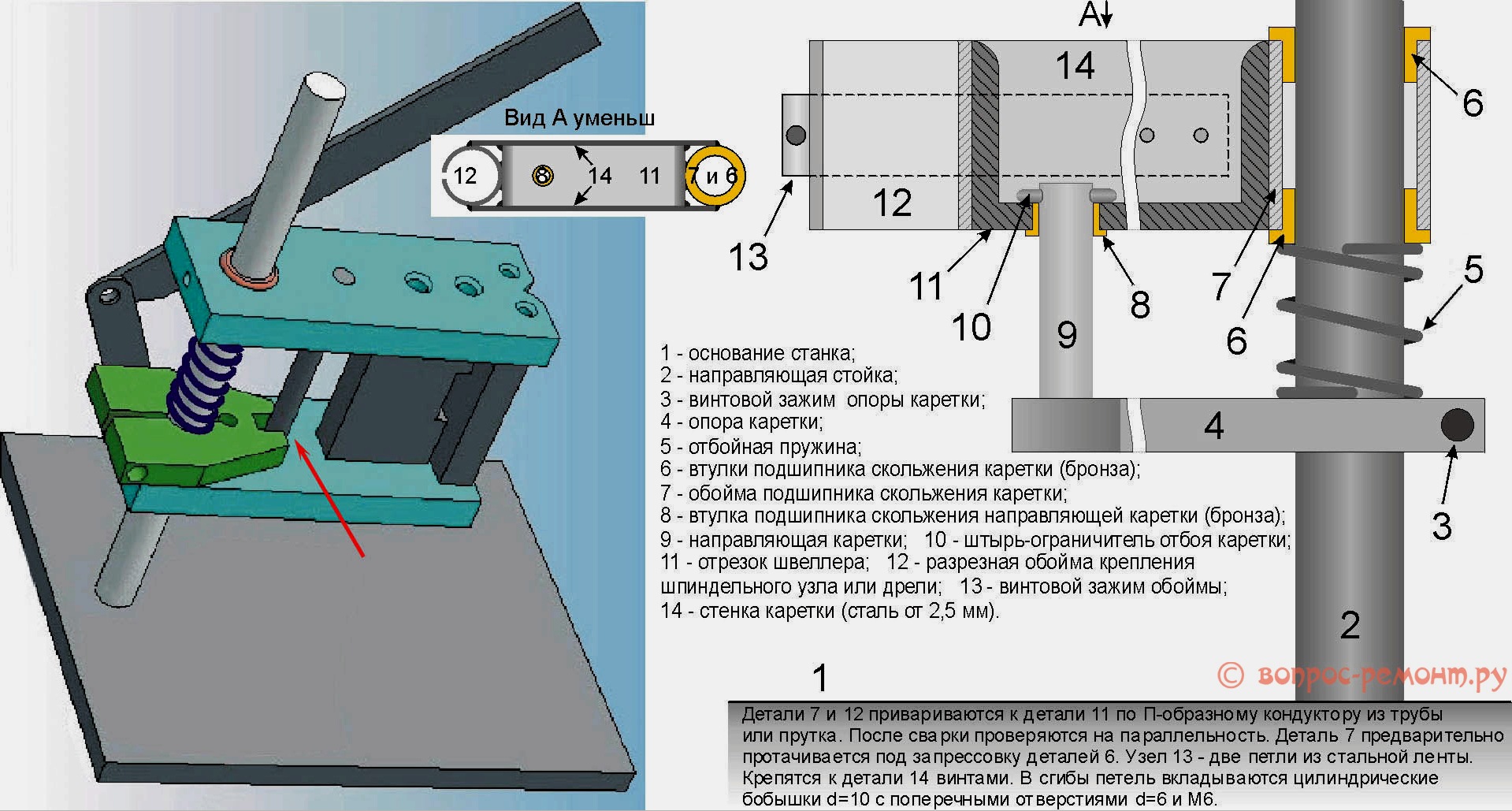
Házi fúrógép konzol kialakítása
Az első dolog, ami vonzza a figyelmet, hogy vastag acéllemezből 5 részt kell levágni, oldalra vágva (végmaróval megmunkálva) az oldalak egyenletessége és párhuzamossága érdekében. Másodszor, a betétek sötétszürkével töltött végvágásainak is egyenletesnek, tisztának, párhuzamosnak kell lenniük. Azok. és itt nem lehet megmarni marógép nélkül. Végül a gyártási körülményeken kívül irreális a csúszka és a vezető kocsi (a nyíllal jelölt) csúszó párosítása 0,1 mm-nél kisebb játékkal. Becsüljük meg a karok arányát – a fúró oldalirányú kifutása több mint 0,5 mm.
A fúrógép konzoljának kialakítása, a tömeggyártásban kevéssé technológiai, de kézműves módszerekkel történő gyártásra adaptált, a jobb oldalon látható. (az előtoló mechanizmus és a konzollal ellátott meghajtás nem szokványosan látható). Sőt, benne a fúró anyag inhomogenitásokon való kifutása a kocsit az oszlopon és a vezetőn ellentétes irányba torzítja, és a szerszám oldalirányú elmozdulása nem haladja meg a csúszó bélésekben fellépő visszahatás mértékét. Csak egy részét vágják ki egy vastag lemezből – egy csúszka 4. Pontos feldolgozása csak az oszlop rögzítésének és a vezető felszerelésének területén szükséges, és 3 bronz persely-bélés pontosan illeszkedik minden forgógéphez átlagos képességű, ha adsz neki egy oszlopot és egy szokásos pontossággal megfordított kocsivezetőt).
Annak érdekében, hogy az egész összeállítás ne vezethessen hegesztéshez, főznie kell, mint korábban. eset: OMA-2 vagy vékonyabb elektróda, egyenáram 60 A-ig. A varratokat hegesztve is felváltva hegesztik: "piszkálják" az egyiket, ugyanaz ugyanazon a szélen, szimmetrikusan helyezkedik el. Ezután ragassza az elsőhöz legközelebb eső varratot a vele ellentétes átmérővel szemben stb., Stb., Amíg az összes varrat össze nem hegesztésre kerül.
Megjegyzés: A gép pontossága a leírt konzollal nagyobb lesz, ha azt nem hegesztéssel, hanem nagy szilárdságú fémragasztóval (hideg hegesztéssel) ragasztott csavarokkal szerelik össze. Először mindent ragasztó nélkül állítunk össze, a kapcsokat összehangoljuk a párhuzamosság érdekében, és a rögzítőelemeket meghúzzuk. Ezután egyesével lecsavarják a csavarokat, ragasztót csepegtetnek a résbe, és szorosan visszacsavarják. Ez egy nehéz üzlet, de ily módon lehetőség van házi fúrógép beszerzésére, amelynek fúrószalagja kevesebb, mint 0,02 mm. Ha természetesen az orsó és a tokmány középpontja nem rosszabb.
Hibák a tervezésben
A fúrógép saját kezű készítésével kapcsolatos minden erőfeszítés lefolyik, ha a tervezésében alapvető hibákat követtek el. A leggyakoribbakat az ábra mutatja:
Tipikus hibák a fúrógép gyártásában
Pozíció. 1 konzol vagy mi? Ez a keret sokáig nem bírja a szerszámstop névleges terhelését. A pontosságról nem kell beszélni. Pozíció. 2, ezen felül: lehetetlen cső alakú fúróoszlopot készíteni. a cső hajlító terheléseket tart, de tehetetlen a torziós terhelésekkel szemben, és csak fokozza a rezgéseket.
Pozíció. 3 – csábító fúrót készíteni egy régi nagyítóból, különösen azért, mert legalább kezdeti, de optikai pontossággal készül. De! A nagyító rúdtartót nem szerszámtartásra tervezték. Ennek eredményeként a farostlemez fúrásakor a fúró sodródása 20 mm előtolással eléri az 1,5 mm-t (!). A konzol pedig szilumin: ez az anyag nem szívja fel a rezgéseket, gyorsan elfárad, és a konzol nyomtatott áramköri lapok fúrásakor is kevesebb, mint 200. lyuknál szakad meg.
Pozíció. 4 – az oszlop keresztirányú megduplázása nem ad semmit. A gép terheléssel szembeni ellenállása nem lehet nagyobb, mint egyetlen azonos átmérőjű csapon. Pozíció. Az 5. ábra: ezenkívül: az oszlop tengelyéhez képest aszimmetrikusan pattogó rugó nem csillapítja a rezgéseket és a torziós terheléseket, de fokozza azokat. Mivel ez történt, mindkét oszlopra 2 azonos rugót kellett elhelyezni. És jobb lenne egy oszlopot készíteni, az itt látható módon:
Videó: barkácsolás fúróból
Pozíció. 6 – a hajtás és az orsó telepítése az oszlop egyik oldalára, sőt aszimmetrikus is, nem csökkenti, hanem fokozza a rezgéseket, mert szakaszban továbbítják az oszlopra, lásd fent. Pozíció. 7 – hol van a ütköző? Igen, itt nem lehet, mivel az adagoló meghajtó csavaros. Egy csavarral pontosan beállíthatja a csúszkát (ami egyáltalán nincs itt), amely általában nem szükséges egy otthoni gépnél, de semmiképpen ne etesse a kocsit! Ezt a szerkezetet csak fúrók és forgácsok törmelékei vetik fel, és a kezelő szeme a veszélyes zóna közvetlen közelében van.
A szerkezetek elemzése
Számos házi fúrógép példáit felhasználva megvizsgáljuk a sikeres műszaki megoldások példáit, valamint a nem annyira jelentős tervezési hibákat.
Egy egyszerű mini fúrógép rajzai
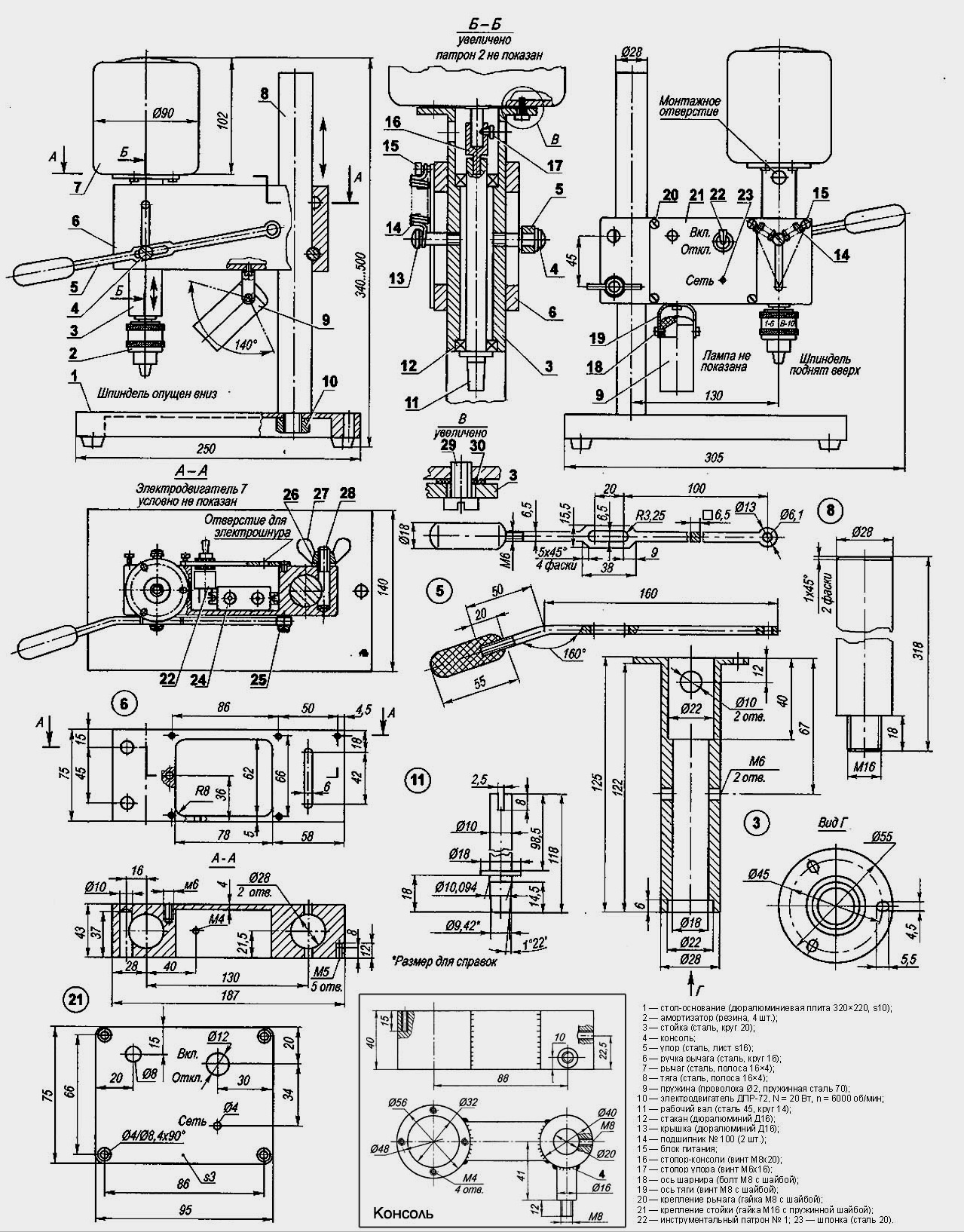
Rádióamatőr, modellező, kézműves miniatűr és / vagy ékszerész számára érdekes lehet egy egyszerű, közvetlen meghajtású mini fúrógép (a rajzokat a jobb oldali ábra mutatja). A kialakítás jellemzője, hogy a meghajtómotor mereven van rögzítve a csúszkához, és az előtolás csak az asztal aljáról történik. Maga a hatalmas villanymotor rezgéscsillapítóként és torziós terhelések elnyelőjeként szolgál, akárcsak a sokemeletes épületek anti-szeizmikus terhelése. Ennek köszönhetően minden alkatrész, kivéve a motor tengelyén lévő adapterrel ellátott Morse kúpot, normál pontossággal elvégezhető: a fúrási pontosságot a motor tengelyének üteme + a kúp üteme az adapterrel + a maga a fúró üteme. A fogasléces és fogaskerék-adagoló mechanizmussal rendelkező asztal könnyen átalakítható karos asztalra. Jobb kollektoros egyenáramú motort használni: kondenzátor indítású aszinkron motoroknál a forgó mágneses mező egyenetlenségei és a rotor elcsúszása miatt a tengely forgása kevésbé egyenletes. Ezenkívül a kollektormotor forgási sebességét még egy egyszerű reosztát is jól szabályozza, és az aszinkron motor fordulatszámának beállításához meg kell változtatni a tápfeszültség frekvenciáját. Ugyanez vonatkozik a mágneses rotorral való szinkronra is. A motor tengelyének maximális fordulatszáma 800-1500 ford / perc. Tengely teljesítmény 3 mm-es lyukak fúrásához – 20-30 W; 6 mm-ig terjedő furatokhoz – 60-80 W.
Megjegyzés: ez a gép nem alkalmas marásra, mert a motor tengelyének csapágyait nem oldalsó terhelésekhez tervezték, és ebben a módban a gép gyorsan elveszíti a pontosságát.
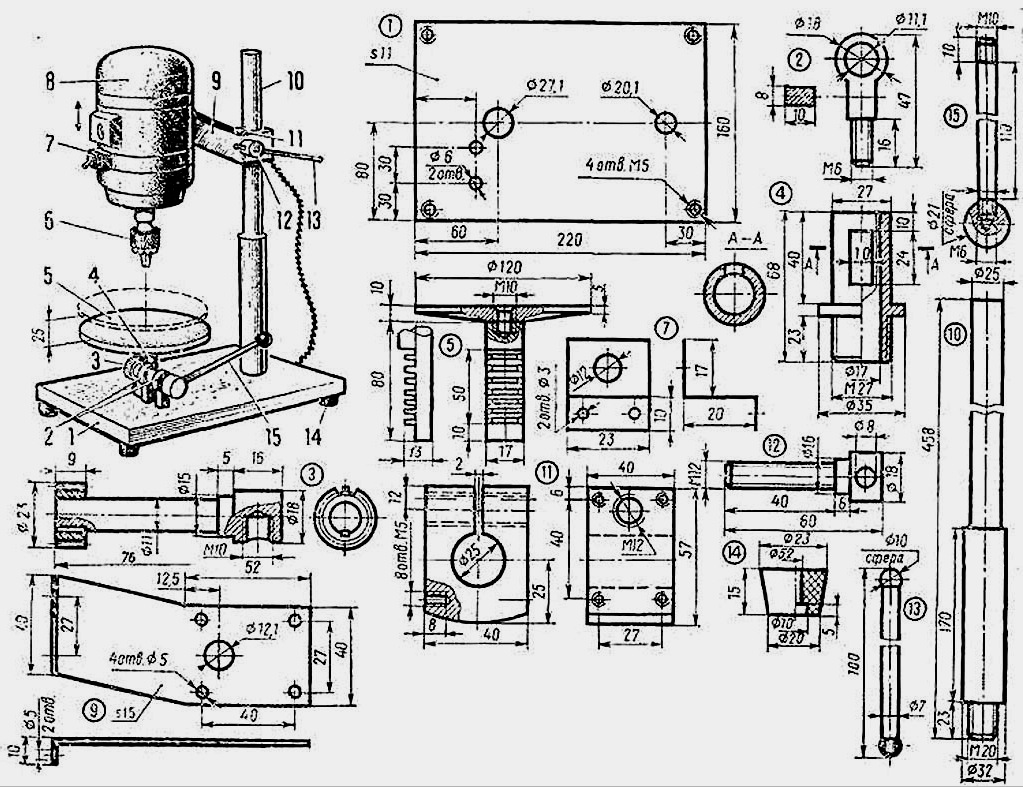
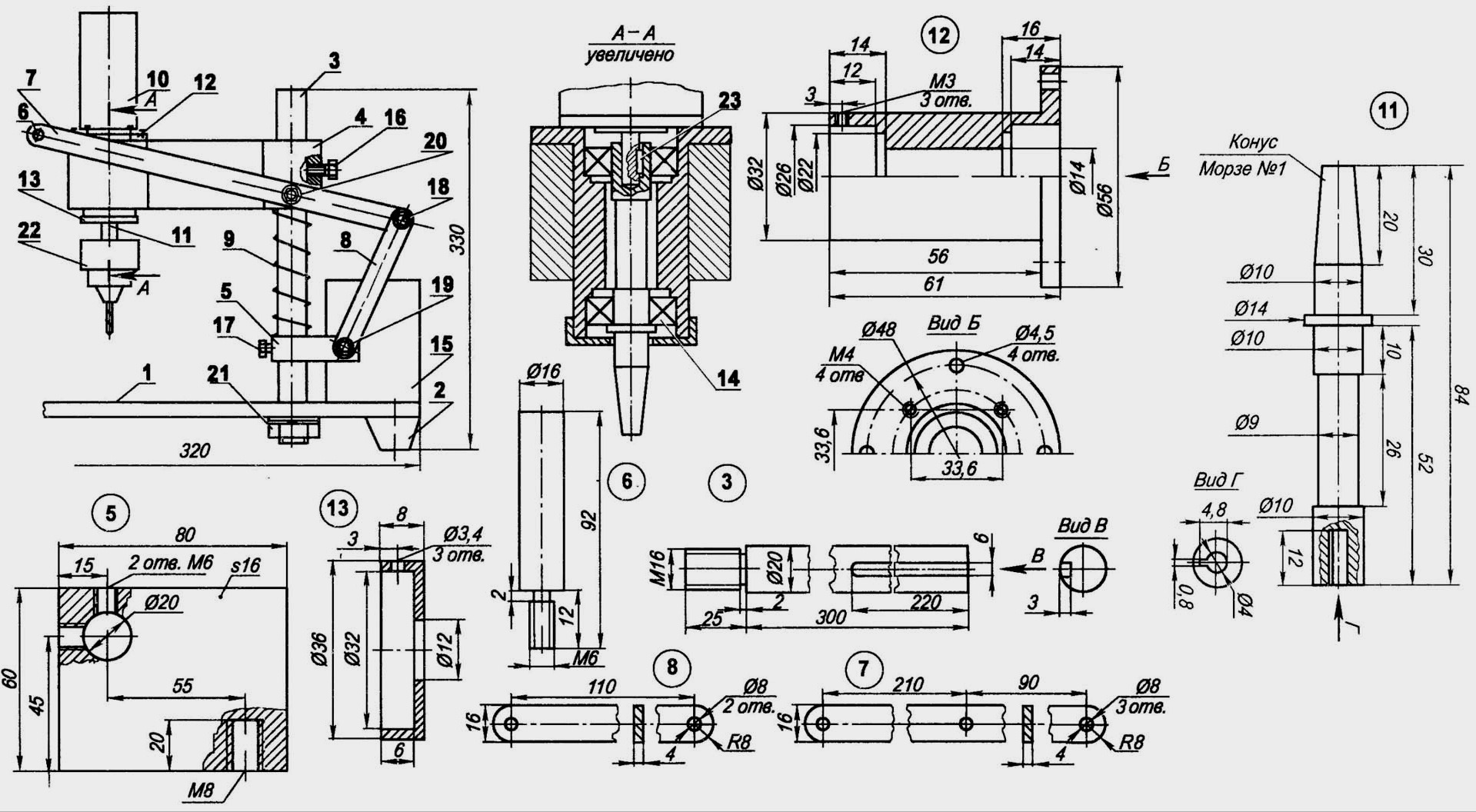
Itt az ábra. egy teljesen működőképes, ugyanarra a célra szolgáló mini fúrógép rajzai, közvetlen meghajtással is:
Teljesen működőképes mini fúrógép rajzai
Külön orsóval van felszerelve, amely lehetővé teszi egy legfeljebb 6 mm átmérőjű fúró betáplálását az 1a számú tokmányba; 8-10 mm-es fúróknál a motor meglehetősen gyenge. Másodszor marás fogfúrókkal. Nyilvánvalóan a tervezés szerzője gyakran alkalmazza ezt a bizonyos műveletet, amely alapján a motor forgási sebességét választották. Anélkül, hogy csökkentené, keményfém fúrókkal kell fúrnia ezt a gépet, és a hagyományos gépek használatával ki kell egészíteni a kialakítást egy sebességszabályozóval; ebben az esetben legalább 60 wattos motorra van szükség. Ennek a gépnek a szembetűnő hátránya – az egyszerű karos előtoló meghajtás – könnyen kiküszöbölhető: az előtoló kart egy hajtókar helyettesíti, anélkül, hogy a többi alkatrészt átdolgoznák. A megmunkálási pontosság növelése érdekében célszerű egy második pattogó rugót is elhelyezni (a specifikációban a 14. ábra a 9. ábrán; ott még mindig zavaros), szimmetrikusan az elsőhöz, az orsó meghajtó másik végéhez. Komolyabb tervezési hiba, hogy a terelő rugók nem vesznek részt a csillapító rezgésekben és a torziós rezgésekben. 5000 fordulat / perc feletti sebességnél a pontosságra gyakorolt hatásuk gyakorlatilag nem változik, de már 1500 fordulat / percnél a fúró kifutása kb. kétszer.
A minõs fúrógép rajzai, amelyek szerkezetileg teljes értékûnek vannak kitalálva, de idegesítõ hibákkal, az 1. ábrán láthatók. a kocsi kialakítása hasonló az előző konzolhoz. konstrukciók.
Mozgatható magasságú konzollal ellátott mini fúrógép rajzai
Erős visszapattanó rugó megfelelő helyre történő felszerelésével lehetővé vált az orsó merev rögzítése a kocsiban, ami első pillantásra csökkentette a megnövelt gyártási pontosságot igénylő alkatrészek számát. De csak akkor, ha alulról egy asztallal etet, és akkor is rögzítse az 5 csúszkát és a 4 kocsit pár 17, illetve 16 csavarral. megbízhatatlan és elrontja az oszlopot; jobb lenne csavaros kapcsokat használni. És amikor a kioldott kocsit a kar táplálja, csak a csuklói akadályozzák meg a kocsi elfordulását. Bármelyik kar 0,02 mm-es visszahatása, figyelembe véve annak arányát a térdkarok hosszával, a fúró oldalirányú sodródását 2 mm-rel vagy annál nagyobb mértékben adja, amelyet csak kézzel lehet ellensúlyozni. Ebben a gépben a legmegfelelőbb lenne a konzol egy további, a fentiekben ismertetett kocsivezetővel; ebben az esetben teljesen lehetséges lenne elérni a szerszám kifutását, mivel maga a gép párosuló részeiben fellépő visszahatás nem haladja meg a 0,02-0,03 mm-t.
Ebben az ábrán – Félágy vázlata egy félvázas kocsival rendelkező fúrógéphez, "szinte olyan, mint egy igazi".
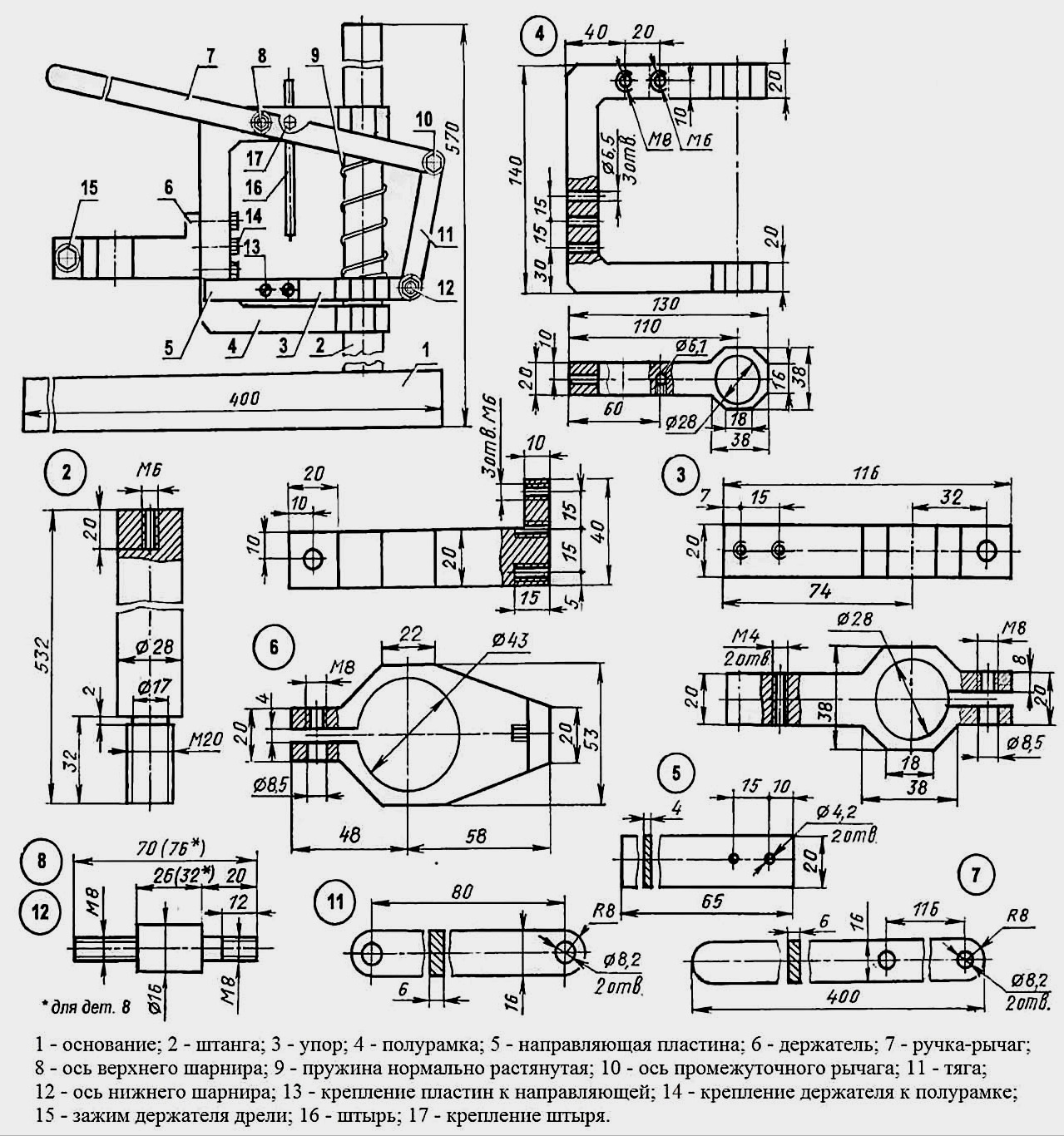
Fúrjon ágyrajzokat
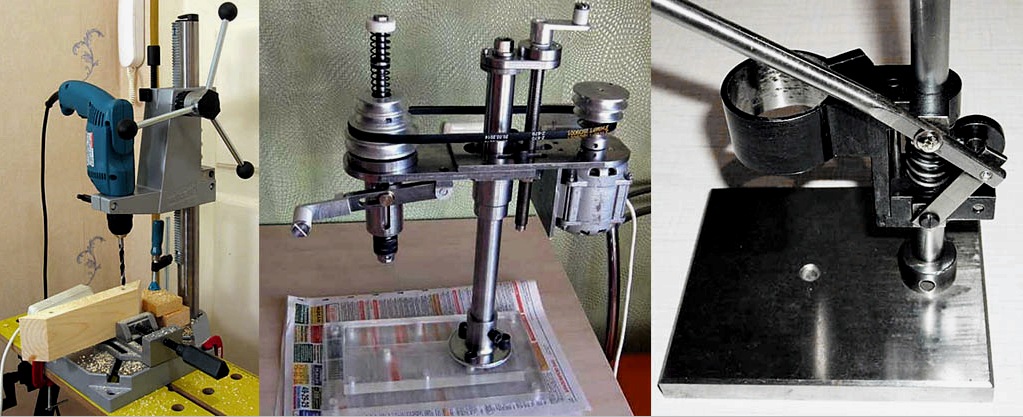
Minden jó benne, és valami még jobb is, mint a "szilárd": az 5 lemezek, megakadályozva a kocsi oldalirányú elmozdulását, tökéletesen "elkapják" és elnyomják a szerszám rezgéseit a rügyükben. Csak egy kérdés merül fel: hogyan lehet mindezt megtenni, ha a garázsban (fészerben) a szerszámgéppark, egy kis gépgyártó üzemhez méltóan, nem alszik a mester kezét várva? Könnyebb fúrógépet készíteni fúróból, amint az a videón látható:
Videó: házi fúróállvány
Önkéntelenül felidéznek egy régi szovjet poént:
„Kedves Leonid Iljics elvtárs megtisztelt látogatásával egy bizonyos ipari vállalkozást. Átmennek az üzleten, hirtelen a főtitkár egy kézmozdulattal megállítja a kíséretet, az egyik a géphez jön a munkáshoz:
– forgó elvtárs …
– Igen, Petrovich, én …
– Oké. Petrovich esztergály elvtárs, mondja meg őszintén – iszik vodkát?
– De hogyan! Használjuk!
– És ha az üveg 10 rubelbe kerül, akkor iszik?
– Fogok.
– És 25?
– Fogok.
– És 50?
– Fogok.
– És 100?
– Ugyanúgy fogok.
– Petrovich, … honnan szerezhetek neked ennyi pénzt a fizetésedért?
– Gee … mi köze a zsákmányhoz ehhez … ez a trükk (mutatja), mivel fél literbe került, akkor is megéri. "
Kinek öröm, kinek sajnos, de azok a Petrovicsok, a főtitkárok és az ipari kapcsolatok már nincsenek ott. És nem lesz – kiderült, hogy teljesen hatástalanok.
A kormányfúrókról

Gépalkatrészek fúrása fúróból és kormányállványból
Elég népszerű lekérdezés ebben a témában az is, hogy "fúrógép egy személygépkocsi kormányrúdjából". Úgy tűnik, hogy ez egy kész rotor-lineáris átalakító, és még geoid átviteli karakterisztikával is rendelkezik: ahhoz, hogy egy fúróval kicsit "harapjon", nem kell a kezével "elkapni a mikronokat". Csak rá kell igazítania a kormánykereket a sínre, készítenie kell egy fúrótartót (lásd a jobb oldali ábrát), és kész, lásd a videót:
Videó: kormányállvány fúrógép
A fúró nehézkesnek és nehéznek bizonyult, nem egyeztethető össze az eszköz képességeivel? Nos, a saját terhe nem húzza meg a zsebét. Egy másik dolog rosszabb: a vizsgálatok során kiderül, hogy a fúró oldalirányú sodródása a munkalöket során eléri az 1 mm-t vagy annál nagyobbat. Az ilyen pontosság és a "magam számára, amint kiderül" sehol nem jó, bár az autó kerekeinek elforgatásához inkább alkalmas. Általánosságban elmondható, hogy I. A. Krilovot átfogalmazva (volt egy akadémikus, A. N. Krilov is – hajóépítő, szerelő és világszínvonalú matematikus), akkor nem lesz értelme pitékből csizmát készíteni, és csizmából pitéket sütni.



