Fa eszterga: eszköz, szerkezeti egységek, házi készítés

Tartalom
- Történelem és evolúció
- Gyártás vagy vásárlás?
- Fő anyag
- Meghajtó egység
- Stanina
- Nagymamák
- Tailstock
- Az asszisztens
- Tartó
- Végül
Az első gép, amelynek szükségességét minden kézműves ember érzi, padfúró vagy egyszerűen fúrógép. De miután megvásárolta, vagy saját kezűleg készítette el, hamar kiderül, hogy valamit éleznie kell, és az eszterga nagyságrenddel többe kerül. Nagy a kísértés, hogy olyan univerzális esztergát készítsünk, amilyen az 1. ábrán látható. lent:
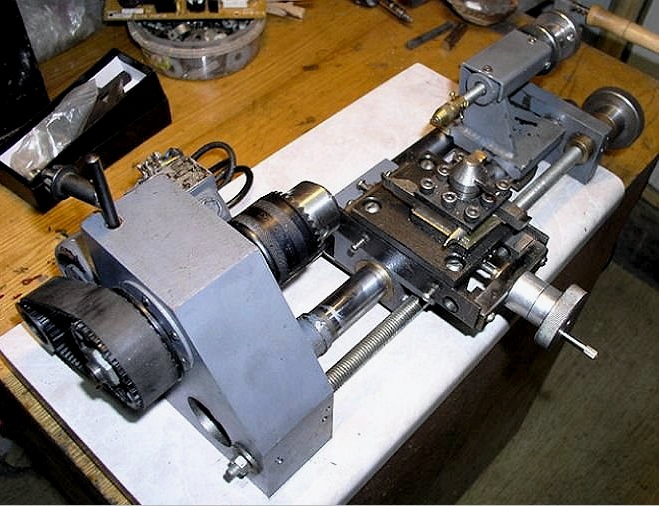
Házi univerzális eszterga
Az ilyen mesterek ötletessége, ügyessége és pontossága előtt csak a kalap levétele marad. Igen, meg lehet élezni a fát egy fém esztergán; Ezen padok tetején lévő esztergák közül sok van felszerelve tokmánybetétekkel, amelyek megtartják a fadarabot. De – jaj! – egy házi készítésű univerzális eszterga sokáig nem fogja megtartani a fém pontosságát.
A lényeg nemcsak az, hogy a fém vágási ereje sokszor nagyobb, mint a faé. A fémvágás fizikája teljesen más. Annak érdekében, hogy ne menjünk bele az alapokba, még annak felületes felületes áttekintése is túl nagy helyet igényel, vegyük és hasonlítsuk össze: láttál már fém vágót, éles, mint véső, vagy vasdarab egy síkban? És mi történik, ha egy fát metsz vésővel? A fúró még mindig képes megbirkózni mindkét anyaggal: ott a vágási erő szimmetrikusan magára a munkaterületre koncentrálódik. Ami a fém lényegét illeti, a szerszámgéppel szemben támasztott követelmények, a szerszámgéppel szemben támasztott követelmények olyanok, hogy a szerszámgépgyártás, jóval az ipari korszak előtt, külön iparágként emelkedett ki. A legjobb gépgyártó üzem nem készít szerszámgépeket magának – meghaladja a képességeit. A fa esztergát azonban saját kezűleg össze lehet állítani, és így a fán elérhető maximális +/– 0,5 mm megmunkálási pontosság sok éven át, ha nem évtizedekig fennmarad. Még mindig lehetetlen elvégezni a fém 2-3 megmunkálási művelete nélkül (lásd alább), de ebben az esetben egy 2-3 fokozatú esztergagép képes lesz megrendelésre készíteni egy hagyományos, nem megnövelt pontosságú gépen, akár ha ez egy helyreállított RIP. És természetesen meg kell vásárolnia egy marókészletet az esztergán végzett famegmunkáláshoz, lásd: ábra. Minden más nem igényel további kötelező költségeket.

Vágókészlet fa eszterga feldolgozásához
Történelem és evolúció
A szövegben további hatékony technikai megoldásokkal találkozhat, de az amatőr kézművesek számára kevéssé ismert, mert az iparban ilyen vagy olyan okokból nem használják, vagy korlátozott mértékben használják őket. Ugyanakkor annyira megkönnyíthetik és megkönnyíthetik a házi készítésű eszterga gyártását a famegmunkáláshoz, hogy egyes esetekben kéziszerszámot lehet használni elektromos kéziszerszámból. A millenniumi szerszámgépipar a probléma megoldásának jegyében fejlődik: hogyan lehet egy szerszámgépen pontossággal, például 1 hagyományos hosszegységben olyan gépalkatrészeket készíteni, amelyek mondjuk ugyanazon egységek 0,2 pontosságúak? Stb. Annak megértéséhez, hogy a technológia hogyan jött létre ebben az életben, hasznos lesz egy ideig a történelem felé fordulni.
Az anyagok forgatással történő feldolgozására szolgáló összes gép elődje olyan eszköz, amellyel a neolitikum emberei tüzet készítettek, és fúrtak szarvat, csontot, követ, posztot. 1 az ábrán; utóbbi esetekben nedves kvarchomokból készült csiszolószert öntöttek fából vagy csontból készült fúró alá. A primitív kelták ugyanezen elv alapján feltalálták a lábbal hajtott esztergát, pos. 2; a központok kihegyezett égetett kemény karókból készültek. Angliában ezt az egységet továbbra is a bútorgyártók használják. Az erdőt ott nem vágják tömbökben. Miután megvásárolt néhány állványt a kivágáshoz, a mester karokkal kivisz a pályára kész lábakat, tartóoszlopokat stb. Egy ilyen típusú vízi járműben a gép kb. a 18. század eleje előtt pos. 3. ábra, bár a munkadarab előre-hátra fordul benne, és a vágót elforgatásához a mestert további figyelmen kívül kell hagyni.
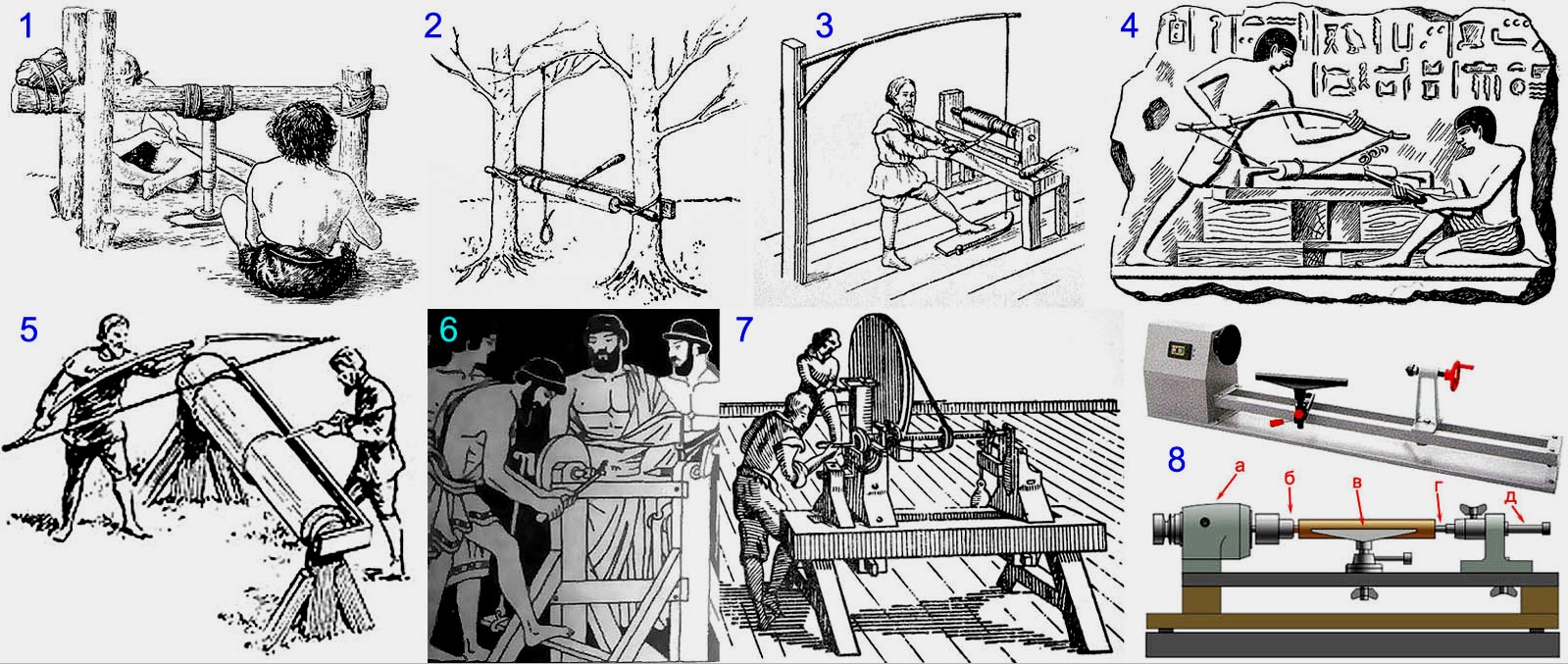
A fa eszterga evolúciós szakaszai
Az ókori Egyiptomban, már a Közép-Királyság korszakában, íjhajtású eszterga, pos. 4. A "motor" természetesen a rabszolga volt. Az orosz faluközösségben (a világon) a kölcsönös segítségnyújtás és a kölcsönös segítségnyújtás erős hagyományaival az íj eszterga a múltban élt … a múlt század 80-as évekig! A tömeges egyedi faépítés semmiképpen sem szerepelt az ötéves tervek tervében, de a tartományok szovjet vezetése szemet hunyt a korlátozott mennyiségű, saját szükségleteikre való jogosulatlan fakivágás vagy a vadrönkök jogosulatlan vásárlása előtt faipari vállalkozások az egyetemes szovjet pénznemért 40 erõs erõvel. és fél liter űrtartalom.
Finom és / vagy apró munkákhoz egy zsinórral és íjjal ellátott lábgép nem volt alkalmas: a fában mindig vannak egyenetlenségek, és maga a munkadarab volt a lendkerék – a torziós rezgések csillapítója. Az eszterga radikális fejlesztéseit Theodore mester vezette be az ókori Görögországban kb. Kr. e. 400-ban e, pos. 6. A lábhajtást először egy hajtókarral egészítette ki – most a munkadarab egy irányba forog. Másodsorban forgathatóvá tettem a központokat, és az egyiket megfogtam a munkadarab megfogásához. Harmadszor, egy nehéz lendkereket vezetett be a kinematikai diagramba. Az ipar villamosításának megkezdése előtt ilyen kialakítású külön gépek működtek az ipari vállalkozásoknál, pos. 7 – a szociális garanciák akkori teljes hiányával a szakképzetlen segédmunkás munkája olcsóbb volt, mint a gőzgép karbantartásának költsége.
A villamosított eszterga (az előző ábra 8. pontja) a 19. század vége óta gyakorlatilag nem változott (lásd még az alábbi ábrát):
- a – a motor forgórészéhez és a hajtás egyéb hatalmas részeihez nincs szükség külön lendkerék használatára;
- b – a tokmányba különféle tippeket tehet a különféle munkadarabokhoz (lásd alább) vagy egy fúrót;
- c – egy mozgatható kocsira szerelt, karos forgó polcütközővel ellátott vágókar, amely különféle munkaműveletek elvégzését teszi lehetővé;
- d – egy forgó középponttal rendelkező farok lehetővé teszi, hogy a feldolgozási pontosságot a lehető legnagyobb mértékben hozza egy fán;
- e – a farokszár előtoló csavar (lásd alább) lehetővé teszi a munkadarab összetett feldolgozását az alkatrészre, egy beállítással. A feldolgozás során a fa a tartó és a középső rész nyomása alatt kitermel. Ha a farokszár mereven rögzül, a munkadarab meglazul a megmunkálás során. A gépet le kell állítani, és az üres részeket újra be kell szerelni, ami semmilyen módon nem járul hozzá a munka minőségéhez.
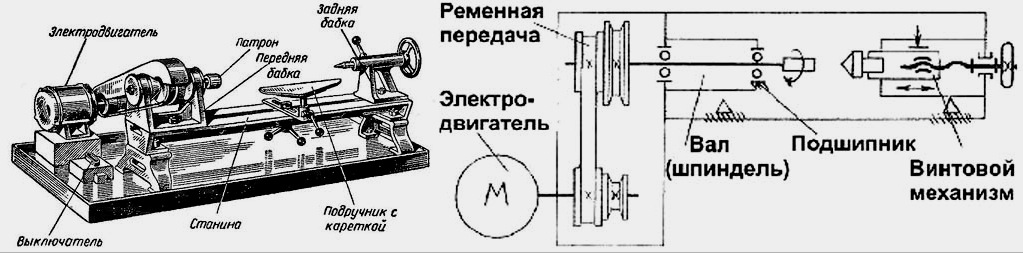
Készülék és egy modern fa eszterga kinematikai diagramja
És ha motor nélkül?
A nem illékony fa eszterga ma jól jöhet; mondjuk egy vidéki házban vagy felszereletlen építkezésen. A normálisan fejlett ember izomerője elegendő ahhoz, hogy a munkadarabokat kb. 150 mm-ig. Ilyen esetben 2 lehetőség lehetséges (lásd a következő ábrát): egy jó öreg, lábhajtású gép (legfontosabb egységének méretei – a hajtókar a jobb felső sarokban található); további részletekért lásd alább, és a feldolgozást egy állványon kézi vezetékes meghajtóval (az ábra jobb alsó részén). Ilyen módon nem lehet kerekíteni egy lesin körzetben, de át lehet szúrni a veranda, a pavilon vagy a baldachin tartóoszlopait a grill felett.
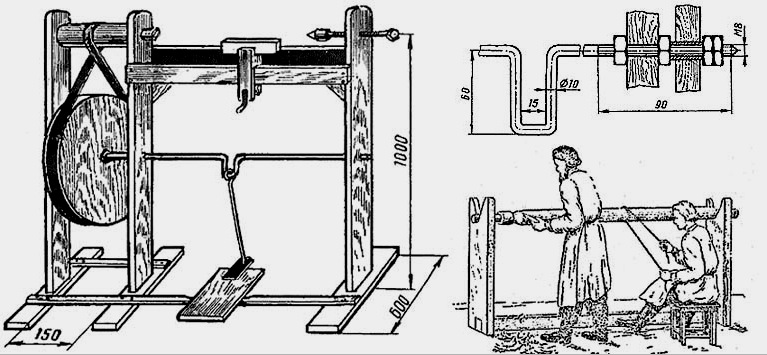
A nem illékony fa esztergák készüléke
Gyártás vagy vásárlás?
Az első megoldandó kérdés: mivel egyes kötelező költségek (lásd alább) elkerülhetetlenek, akkor nincs lehetőség fafeldolgozó gép megvásárlására kölcsön felvétele és a költségvetés csökkentése nélkül? Vannak, és nagyon jók.

Ipari háztartási famegmunkáló gépek
Ha elfogadható áron találkozik egy régi UBDN-1-vel (az ábra bal oldalán) vagy annak modern társaival (középen), ne ásítson! Otthon semmit sem kell felszerelni: 350 W-ig terjedő motor kettős szigetelésű tekercsekkel. A gép normál aljzathoz van csatlakoztatva, nincs szükség földelésre. És egy termékbe kerül:
- Körfűrész;
- Elektrojack szerszámok élezéséhez stb.
- Összekötő gép;
- Lemezdaráló;
- Vízszintes fúrógép;
- Eszterga famegmunkáláshoz.
Egy másik lehetőség, valószínűleg, olcsóbb, de már csak vízszintes fúráshoz és esztergáláshoz – egy fúróágy, amely esztergává alakítja, a jobb oldalon. A fúrógép-állványokat szinte az utcán értékesítik, de nem mindenki ismeri az esztergálást. Eközben az elektromos fúrógépnek, mint egy fafeldolgozó gépnek, komoly előnyei vannak (lásd alább), és a vele ellátott eszterga nem lesz rosszabb, mint a saját gyártású. De sokszor olcsóbb.
Megjegyzés: kezdetként jobb, ha felkorbácsol egy egyszerű esztergagépet, és azon dolgozik egy kicsit. A fa esztergálási készségei könnyen fejleszthetők, és hogyan lehet gyorsan elkészíteni egy egyszerű fa esztergát, lásd a videót:
Videó: egyszerű házi eszterga
Fő anyag
A következő kérdés az, hogy miből készítsünk házi esztergát? A válasz nyilvánvalónak tűnik: fémből készült, elvégre a gép nem lehet gyengébb, mint a munkadarab? És hogyan fúrták a primitívek a követ? Hogyan építettek az ókori egyiptomiak fából és rézből piramisokat (akkor még nem volt bronz)? És lásd fentebb a szerszámgépek gyártásának fő kérdését.
A fafeldolgozó eszterga készülhet fémből (az ábra 1. poz.), Fém-fából, poz. 2, törmelékanyagokból, minimális fémfelhasználással, pos. 3 és még … ágy nélkül, pos. 4. Tehát bármelyikükön egy kellően tapasztalt és pontos mester hosszú ideig rendszeresen, maximális pontossággal dolgozhat egy fa számára. A fa nemcsak nemes, hanem kifizetődő anyag is.

Házi készítésű fa esztergák különböző anyagokból
Melyik fa?
Igen, de melyik fát vegye? A legjobb az egészben – tölgy hibátlan, fűszerezett, teljesen természetes zsugorodás és zsugorodás. A 100 éves és annál magasabb minőségű tölgyfából készült esztergák ma is működnek. Ami a házi készítésűeket illeti – a tölgy (szó szerinti értelemben vett) szerszámgép ágya és fejtartója nagyon egyszerűen készül, lásd alább.
Ha nincs megfelelő minőségű tölgy fűrészáru, akkor megteheti a szokásos fúró fenyővel, de a keretet a keret-gerenda teljesítmény sémája szerint kell elkészíteni. Az angolszász országokban, ahol a tölgyeket már régóta nyilvántartják a darab, az ilyen házi esztergák nagyon gyakoriak. Az "angol" fa eszterga rajzai a hagyományos fúrófa ágyával az ábrán láthatók; méretek hüvelykben. Valójában régimódi elektromos hajtókar-gép. Nem felejtő formába történő visszaállításához elegendő az ágy középső állványát az aljára nyújtani, a mancsára tenni, és összekötő rúddal, forgattyúval és lendkerékkel felszerelni a pedált, lásd fent.
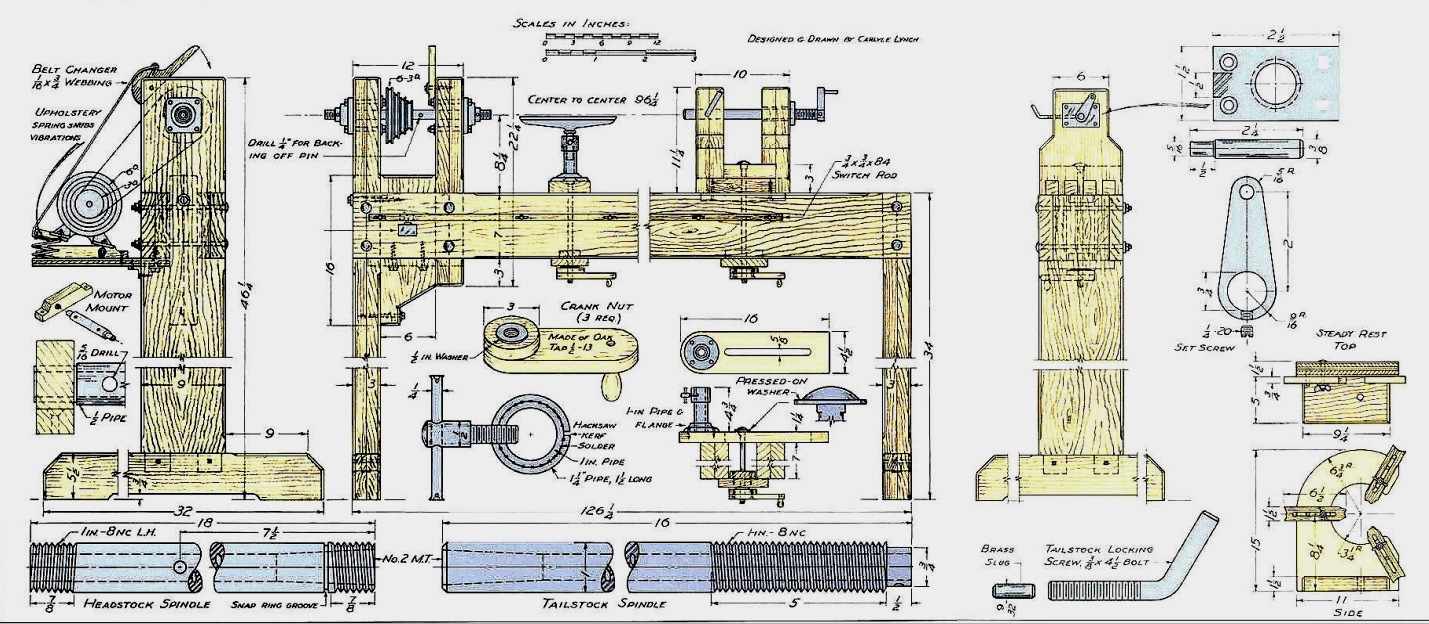
Rajzok egy fa esztergából egy rendes fűrészáru ágyával
Meghajtó egység
Az izommotorral végzett munka természetesen nem mindenkinek való: ma már szinte mindenhol áram van. Szélsőséges esetekben egy autó akkumulátorából is táplálhat egy feszültségátalakítón keresztül. Ha valahol más témákban talál ilyet: húzzon magához egy 3 fázisú kábelt, végezzen védőföldelést, vegyen egy 3-5 kW-os motort, ne higgye az elefántnak, hogy ő egy bivaly. A közepes "érdességű" faanyag 300 mm átmérőig történő kerekítéséhez elegendő a szerszámgép 1-1,5 kW meghajtási teljesítménye; 200 mm-es rönkök alakos tartóoszlopokká alakításához – 350 W
Az orsó sebessége sokkal fontosabb. Forgási frekvenciája nem haladhatja meg a 600-700 fordulat / perc értéket, különben hirtelen megnő a maró "megharapásának" és a traumatikus helyzet előfordulásának valószínűsége. A legjobb, ha csak a (60-70) – (300-400) 1 / perc tartományban beállított fordulatszámra korlátozódik. Ekkor lehetséges a nyom. meghajtási lehetőségek:
- Aszinkron motor kettős szigeteléssel és kondenzátor indítással + mechanikus erőátvitel.
- Az azonos típusú motor 2-4 fokozatú.
- Elektromos fúrógép.
Csak egy motor
Ez nem könnyű, mert lehetetlen szabályozni az aszinkron villanymotor forgási sebességét a tápfeszültség megváltoztatásával: a rotor csúszása lavinaszerűen nő stb. a nyomaték csökken. Erőteljes frekvenciaváltó készítése nehéz és drága. Csak 2-3 sebességes kézi sebességváltó marad. Öv vagy lánc – a munkadarab inhomogenitása miatt csillapítják a rángásokat, és a fogaskerekek éppen ellenkezőleg, fokozzák őket. Plusz – nehéz rotor, nehéz tárcsák, rugalmas öv. A meghajtás torziós tehetetlensége olyannak bizonyul, hogy egy teljesen csomózott alakblokkokat lehet élesíteni egy vágáson, amelynek semmi köze nincs a körhöz. Mínusz – meg kell rendelnie vagy meg kell keresnie a megfordított szíjtárcsákat.
Alátét motor
Az aszinkron villanymotor forgási sebessége a tekercsek kapcsolásával fokozatosan változtatható. Az ilyen típusú motorokat egyes mosógép-modellekbe (csak közvetlen dobhajtással rendelkező mosógépekbe) és légáram kapcsolóval ellátott padlóventilátorokba telepítik. A forgási sebesség mindkét esetben ideális a fa esztergálásához. Ventilátor motor teljesítménye kb. 40-70 W, ami elegendő egy mini géphez (lásd alább). A mosógép motor teljesítménye 300–400 W – elég.
A mosógép motoros fa esztergájának rajzai az ábrán láthatók:
Fa eszterga rajzai egy mosógép motorjával
A famegmunkáláshoz használt eszterga meghajtójának közvetlen dobhajtású mosógépből származó motornak nagy előnye van: csapágyegységeit nagy, kiegyensúlyozatlan terhelésre tervezték, így lehetséges lesz a legviszkább és legcsavartabb fa élezése. Csomók esetén azonban a helyzet rosszabb: a lendkerék csak a motor forgórésze, és a rajtuk lévő vágógép megrándul.
Megjegyzés: Hogyan készítsünk fa esztergát motorral egy mosógépből, lásd a videót:
Videó: eszterga mosógép motorral
Egy fúróból
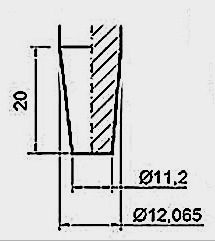
Az 1. számú fúrótokmány Morse kúpjának méretei
Egy közönséges házi iparművész szempontjából mindkét gépnek nagy hátránya van: vagy csak a fához való markolatot kell a fejtetőre helyezni, vagy a tokmány-tokmányhoz egy Morse-kúpos adaptert kell rendelni. Az interneten nem nehéz megtalálni a tipikus morze kúpok méretét; a hagyományos kúpos fúrótokmány kúpjának méretei lásd az 1. ábrát. jobb oldalon. De – legalább +/– 0,025 mm pontossággal meg kell éleznie a kúpot. Vagyis a fémhez esztergára van szükség, megnövelt pontossággal, 0,02 mm. Megfelelő képesítéssel rendelkező szakértő, aki ilyen berendezéssel rendelkezik, egyszerűen nem található elérhető közelségben.
Ha a gép hajtása elektromos fúrógép, akkor a precíziós megmunkálás problémái megszűnnek: a tokmány házi készítésű húzószerkezettel eltávolítható, és a kúpra egy szabványos, fából készült vak számára megvásárolt tartó kerülhet. Vagy csak ugyanúgy rögzítse a tokmányba, de olcsóbban, hengeres szárral. Vagy akár készítsen magának munkadarab-tartót (lásd alább).
Az olyan kritikus egység, mint a fejtámla kialakítása rendkívül egyszerűsödik egy fúrógép esztergájában is: egyszerű bilincsré válik. Az esztergához való fúróhoz tartozó bilincs rajzainak két lehetősége látható az ábrán:
Fejlécek – bilincsek egy fa esztergához egy fúróból
Fém a bal oldalon; jobb oldalon – tömör finomszemcsés fából. A fa jobb: jól csillapítja a rezgéseket, és nem rontja el a fúró gallérját. Gyártásának van egy bizonyos száma. jellemzők:
- Menetes rúd az 1-es szárny rögzítéséhez szükséges M10-M12;
- A hajtű számára egy vak lyukat fúrnak először 1-1,5 m-rel keskenyebben, hogy az a menet mentén egy fordulattal belépjen;
- A furat felső részét teljes átmérőjűre visszük be;
- A hajtű addig van csavarva, amíg meg nem áll;
- A munkadarabot laposan fektetik le, és egy átmenő furatot fúrnak a helyére a 2 M4-M6 rögzítőcsavar számára;
- Rögzítse a csapot egy rögzítőcsavarral;
- A csomó végül összeáll.
Az elektromos fúrógépnek, mint szerszámgép meghajtásának, csak egyetlen hátránya van: tirisztoros fordulatszám-szabályozóval ellátott kollektormotor. Alacsony forgási sebességnél a tengely nyomatéka érezhetően csökken, ez már a fúrás során érezhető. Ezért egy 280-350 W teljesítményű fúrógépen lévő gépen lehetőség van kb. 150 mm-ig. Azonban a fafeldolgozó eszterga gyártásának egyszerűsítése a fúró meghajtásával olyan alapos, hogy a fúrógépek sokféle lehetőséggel készülnek, lásd a videokiválasztást:
Ágy nélküli hulladékból:
Videó: fa eszterga gyorsan
Rétegelt ágy:
Videó: rétegelt lemez eszterga fúrómotorral
Hagyományos kialakítás:
Videó: univerzális fa eszterga
Továbbfejlesztett funkcionalitással:
Videó: továbbfejlesztett fa eszterga egy fúróból
Stanina
A fém és tölgyfa esztergaágynak megvannak a maga előnyei és hátrányai. De a fa erő (csapágy) elemek megerősített fém rögzítőelemekkel történő kombinálásával olyan keretet lehet kapni, amelyet "térdre" készítenek kéziszerszámmal + elektromos fúróval, és legalább 20-30 évig fog tartani.
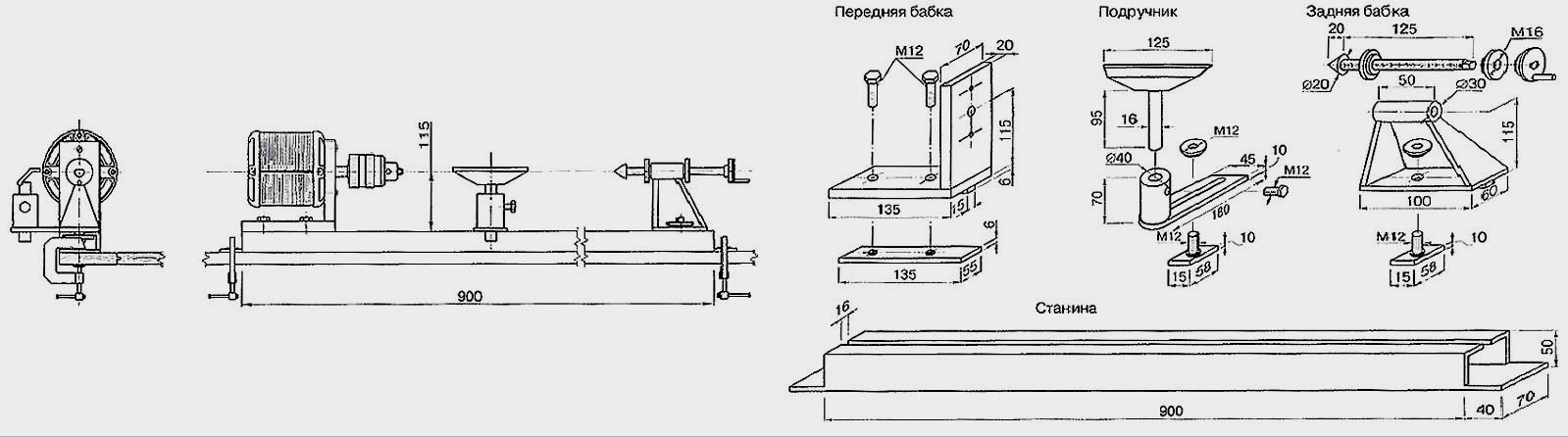
A fa eszterga kombinált ágyának kialakítását az ábra mutatja:
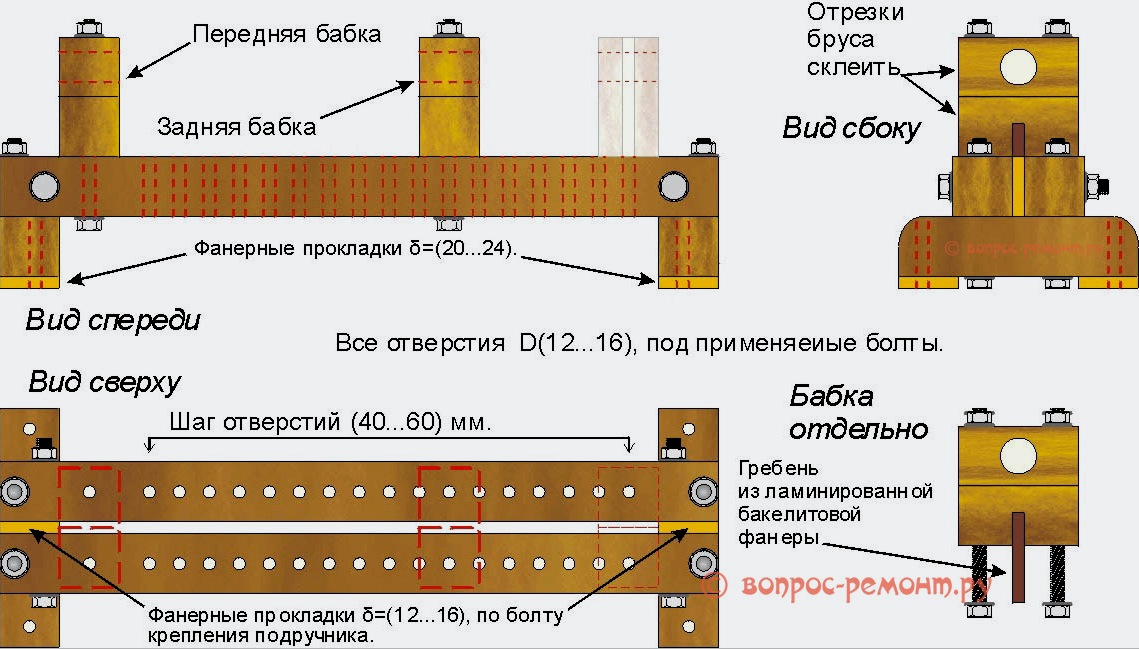
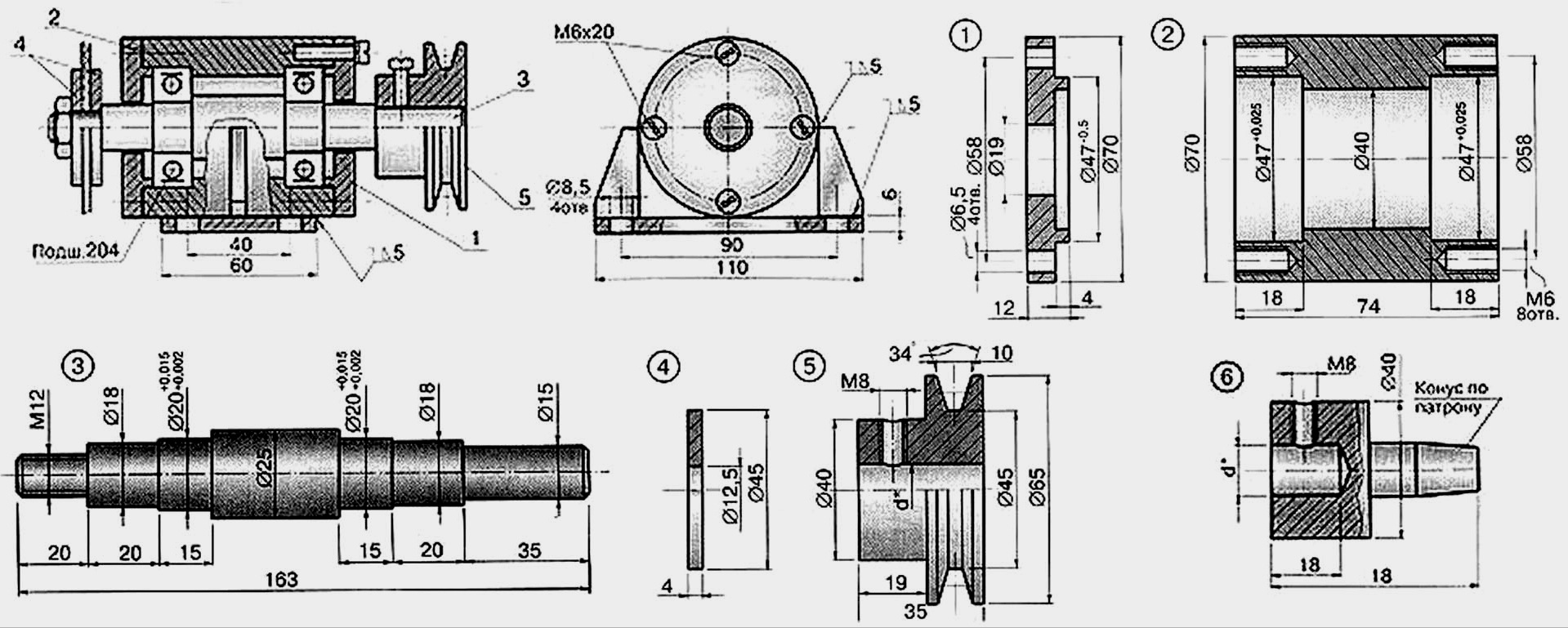
Az esztergaágy készüléke tölgyfához erősített fém rögzítőkön
A fő szerkezeti anyag egy standard, 100×100 tölgygerenda, 3 m hosszú. Az ágy teljes hossza 1,2 m. A rajz méretarányú, a hiányzó méretek eltávolíthatók és mm-ben újraszámíthatók. Ha több jó tölgy van, akkor az ágy hossza 1,5-2 m-re növelhető. Mindkét fejtámla azonos kialakítású és saját készítésű forgóegységekhez készült, lásd alább. A fejtető alján található gerincek kizárják a központok ferdeségét. Az egész szerkezet kézi asztalos szerszámokkal és elektromos fúróval elkészíthető.
Megjegyzés: lényegében ugyanazon áramkör szerint készült egy mini eszterga a fához, lásd a következőt. ábra. 2-3 fokozatú padlóventilátor motorja illeszkedik hozzá, lásd fent, 1: 1 sebességváltóval.
Ha fém
A tölgyágy teljes tulajdonságainak összessége elég a fa esztergálásához. A fém ebből a célból történő felhasználását a tömegtermelésben gazdasági megfontolások szabják meg: csak egy folyamatos 3 műszakos üzemre szánt fémtermék költsége sokkal alacsonyabb, mint egy faé. 1 köbméter m öregített tölgy sokkal drágább, mint egy centner hagyományos szerkezeti acél.
Az amatőr kézművesek, nem tudva róla, gyakran "az erő kedvéért" egy csatornából fára készítik az esztergapadokat. De nagyjából még a "fa" pontosság miatt is kiderül (az ábra bal oldalán), és nem reális a csatornák munkafelületeit otthon varrni. Ezenkívül a hegesztéstől kezdve a teljes szerkezetet egy "légcsavar" működtetheti, amelynek rögzítése teljesen irreális. Ezért jobb, ha az ágyat csavarokkal szerelik össze a csatornából (az ábra jobb oldalán).
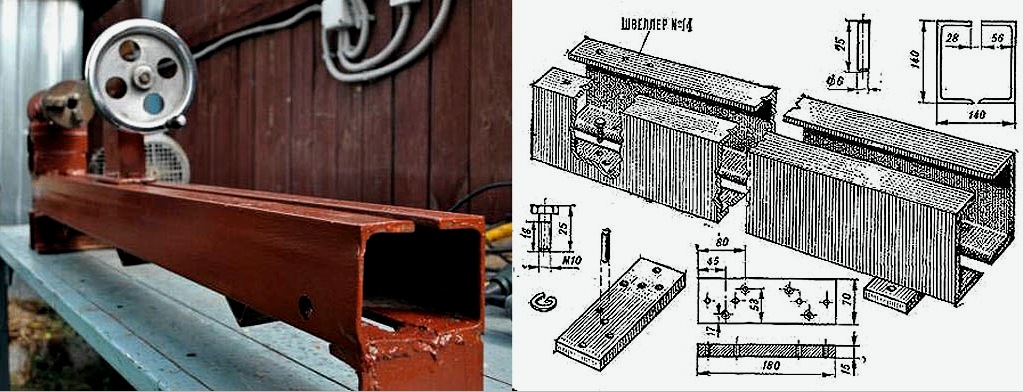
Eszterga ágyak fához egy csatornától
Sokkal megbízhatóbb ebből a szempontból a párosított csövek ágya (a következő ábrán bal oldalon): hegesztéskor kevesebb vezet, javíthatjuk a hibás helyzetet azáltal, hogy az ágyat csavarokkal az alaphoz húzzuk, és lehetséges a A kézműves fejtámlák középpontjának eltérése legfeljebb 0,2 mm. Az esztergagép hegesztett cső alakú ágyának rajzai fához egy fúrógépből is láthatók.

A fa eszterga rajzai ikercsövek fémágyával
Nagymamák
Úgy tűnik, lehetetlen precíz esztergálás nélkül elkészíteni az eszterga fejét és a hátlapját forgó középponttal. Nem, ez lehetséges – a hidrodinamikus olajpárna (OCD) jelenségét felhasználva. Ez egyébként az egyik módja a kérdés megválaszolásának: hogyan készítsünk 0,2-es pontosságú gép alkatrészeit 1-es pontosságú gépen. A gépgyártásban a GDS-t ritkán használják, mert kialakulásához és stabilizálásához a gépnek a benne rögzített munkadarabbal 2-5 percig alapjáraton kell járnia. Ha a műszakos lecke csak 10 részből áll, akkor a műszakos munkaidő-veszteség legfeljebb egy óra vagy fél óra lehet, ami a tömeggyártásban "átgurul". De általában a GDS technikában nem ritka. Például autójának belső égésű motorjának felmelegedése szükséges, beleértve a és annak érdekében, hogy a gáznyomás-különbség kialakuljon a hajtórúd bilincsek és a főtengelycsapok között, különben a motor erőforrása élesen csökken.
Mi a GDP
A GDS működésének elvét az ábra mutatja:
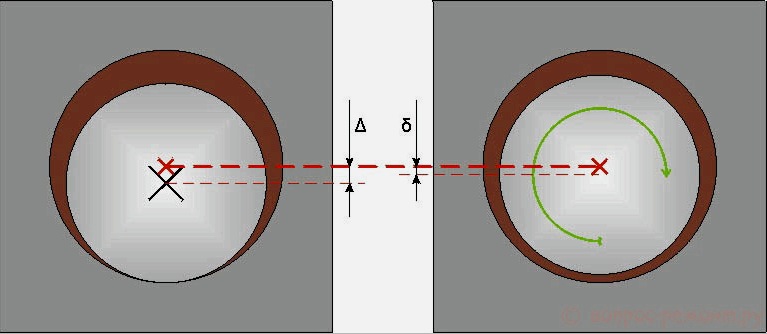
A hidrodinamikus olajpárna működési elve
Bármilyen zsír alkalmas rá: zsír, zsír, cyatim, fiol. De ami a legjobb: bányatengelyek, speciális kenőanyag a bányagépekhez és mechanizmusokhoz. A nehéz munkakörülmények miatt őket, akárcsak a Kalasnyikov gépkarabélyt, nagy résekkel készítik a dörzsölő részek között, de a tűz sebessége nem szükséges tőlük. A Shakhtolt kifejezetten viszonylag lassan mozgó forgási kötésekhez tervezték, és tökéletesen alkalmas egy DSP-t használó fa eszterga tartóoszlopához.
Headstock
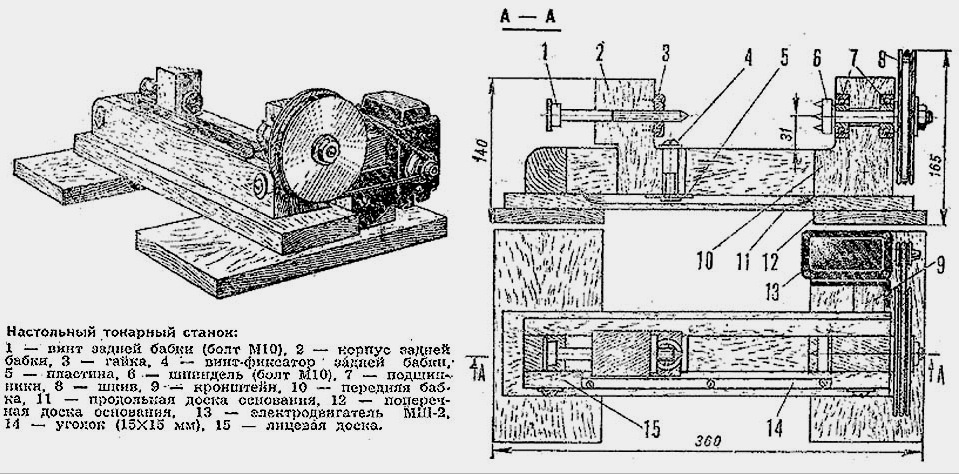
A fa megmunkálásához használt esztergagép tipikus állványának eszköze a bal oldalon látható. Már rengeteg fém esztergapad van benne az amatőr számára, a tengelycsapokat és a csapágyfedelek ülését ugyanolyan pontossággal kell élesíteni, mint a Morse kúpot.
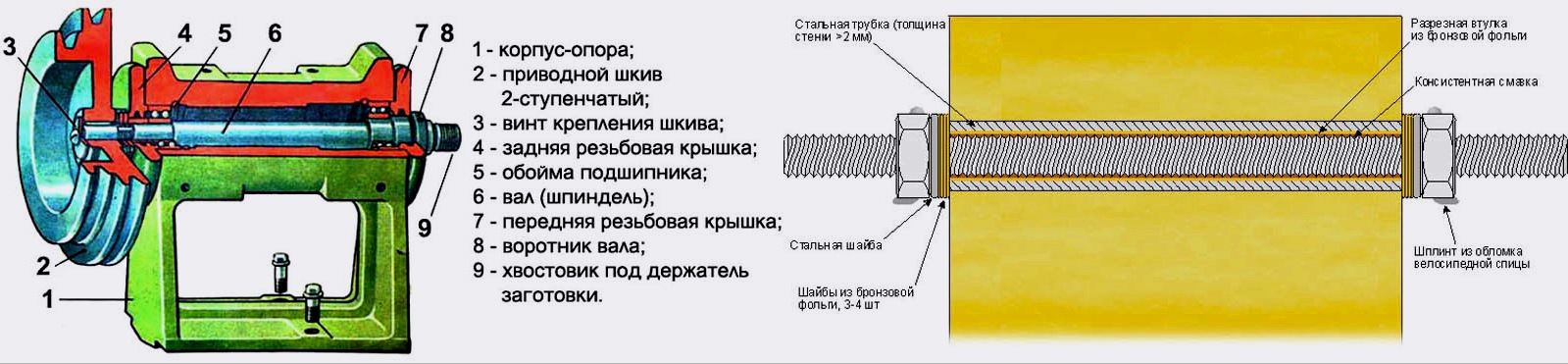
A fa eszterga tipikus és házi készítésű fejtartójának eszköze
Gázmeghajtású házi készítésű fejfedélhez a megvásárolt menetes alkatrészek mellett: M12-M20 csapok a tengelyhez, anyák és alátétek, még egy darab bronz (nem sárgaréz!) Fólia 0,2-0,35 mm vastag, és klip esetében elegendő falvastagságú acélcső (lásd jobbra az ábrán). A teljes összeszerelő egység nyomot kap. út:
- A kapcson lévő csövet pontosan a fa tartószerkezet vastagságának megfelelő méretre vágják, és belenyomják;
- A kapcsot tartalmazó testet laposan, laposan fektetik, és a csövet a menetes tengely átmérője mentén fúrják;
- A ketreclyukak belső sarkait kézi kaparással – egy dörzsölővel – simítják, ahogyan azt a légkondicionálók telepítésekor megtenik;
- A bronzfóliából egy téglalapot vágnak ki, amelynek magassága a fejtető testének vastagsága mentén 3 tengelyátmérő szélességű (M12 esetén 36 mm, M16 esetén 48 mm), sarkait 45 fokon kissé levágják. 3 átmérőben, mert a bronz betétnek kissé nem szabad összefutnia a széleken, és π = 3,1415926 …
- 6-8 bronz alátétet vágnak ki ugyanabból a fóliából két tűvel ellátott balerina iránytűvel;
- Az alátéteket tenyérrel szorítják a rétegelt lemez közé, rájuk ragasztott finom csiszolópapírral, és kezüket előre-hátra fordítva távolítsák el a sorjait;
- A tengelyt ugyanarra a csiszolópapírra tekerjük, és a kezével megszorítva a tengelyt többször meghúzva egy csavarral, hogy kissé eltávolítsuk a menet éles széleit;
- Tekerje be a tengelyt fóliával, és próbálja szárazon behelyezni a ketrecbe. Szükség esetén ismételje meg a 7. műveletet. Szükséges, hogy a fóliában lévő tengely szorosan illeszkedjen, és a ketrecben kézzel nehezen lehet forgatni;
- Vegye ki a tengelyt, vegye le a fóliát és csavarja rá az egyik anyát a helyére;
- Liberálisan kenje meg a tengely menetét zsírral;
- Ugyanazt a zsírt használják a kapocs belsejének kenésére;
- Az egyik oldalon egy közönséges acél és 3-4 bronz alátét kerül alkalmazásra, mindegyiket bőségesen megkenve ugyanazzal a zsírral;
- Csavarja vissza a tengelyt fóliával és helyezze be a ketrecbe;
- Az alátéteket fordított sorrendben alkalmazza a másik oldalon, szintén bőségesen kenve;
- Egy másik anyát felcsavarnak és meghúznak, hogy a tengelyt alig lehet kézzel forgatni;
- Az anyákat ideiglenesen rögzítik anyákkal;
- Fektesse le a munkadarabot laposan, és fúrjon át furatokat a fonócsapokhoz;
- A szokásos anyákat csavarják. A kerékpár küllők szegmensében a legjobb, nyírószilárdságuk nagyon magas;
- Gyűjtse össze a nagymamát, tegye a szíjtárcsáját a helyére;
- Csavarja kézzel a szíjtárcsát, amíg szorosan forog, de elakadás nélkül;
- Szerelje össze a gép hajtását, és járassa alapjáraton a minimális orsósebesség mellett (a leglassabb sebességfokozatban), amíg a motor el nem éri a teljes fordulatszámot. Ha szükséges, nyomja meg kézzel a szíjtárcsát;
- Ismételje meg a 21. lépést az orsó maximális fordulatszámánál (a leggyorsabb sebességfokozatnál);
- Helyre teszik a munkadarab-megfogót – az egység készen áll a munkára.
Ha nem bízik ott egy csomó okos fizikában (bár a GDS-sel rendelkező egységek a gördülősúrlódásban sem rosszabb pontossággal bírnak, mint társaik), akkor az 1. ábra – házi körfűrészhez és fa esztergához egyformán alkalmas csapágyegység rajzai. Ez utóbbi esetben nincs szükség lapos talpra, oldaltámaszokkal – a kerek testet egyszerűen be kell helyezni a fejtető testébe, és egy csavarral rögzíteni. Fűrészlap helyett vagy egy előlapot, vagy egy tokmány kúpos adaptert helyeznek a tokmányhoz (6. det.).
A körfűrész vagy a fa eszterga fejtartójának csapágyszerelvényének rajzai
Tailstock
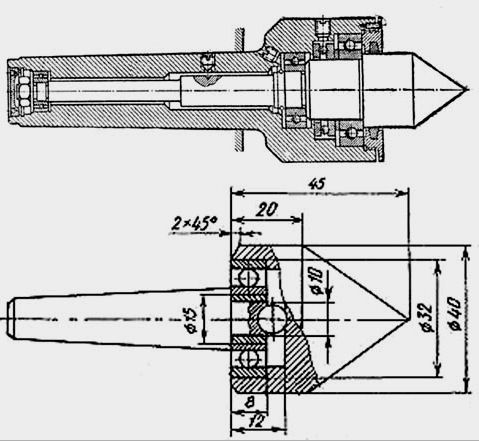
A fém és fa esztergák hátsó részének forgó központjai
A fém (a jobb oldalon látható ábrán fent) és a fa (ugyanazon a hely alatt) forgó esztergaközpontjainak kialakítása alapvetően nem különbözik egymástól, csak a "fa" sokszor kisebb terhelésekre tervezték. De a munkában, különösen otthon, jelentős különbség van: az esztergált fa részek axiális furatait rendkívül ritkán fúrják, mert erősségük ettől jelentősen csökken – a fa, a fémetől eltérően, könnyen repedezik. Vagyis elhagyva a cserélhető munkadarabok tollját, egyszerűsíteni lehet a farokrész kialakítását a „térden” történő gyártásra való alkalmassággal, az egyedi, egyedi készítésű esztergálási műveletek kis részével.
A fa eszterga farokjának tipikus kialakítását az ábra mutatja. lent. Jobb oldalon, ugyanazon a helyen van egy betét, amelynek forgó középpontja van egy fa farokban, garázsajtó zsanérjából. GPA-t is használ, és a középső szár a fejtengely tengelyéhez hasonlóan a jármûre van felszerelve, de egyszerûbb és könnyebb: a csap és a garázs zsanér foglalata közötti rés kb. 0,5 mm, és általában a csomópont alkalmazható beállítás és átfedés nélküli munkavégzéshez.
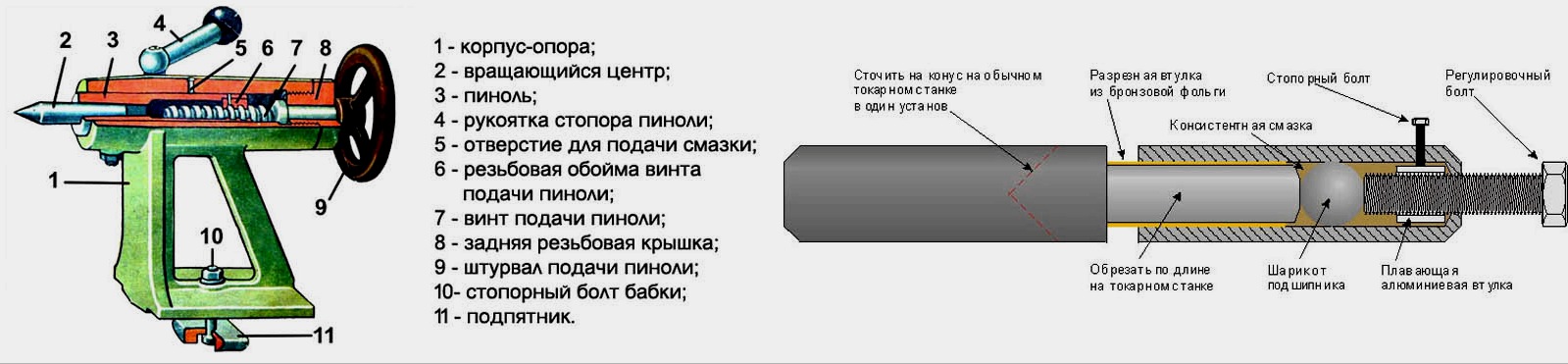
A fa eszterga szokásos hátsó része és házi készítésű betét a garázs zsanérjából
Bizonyos nehézségeket csak az okoz, ha a középpontot rögzítik a hosszirányú hátramenetből. Trapéz alakú menet menetvágása, és egy reteszelő cracker vagy annak különc készítése otthon irreális, és a reteszelő csavar gyorsan összezúzza a szokásos metrikus menetet. A kimenet egy úszó alumínium persely. A lakatosok ismerik ezt a módszert: ha egy menetes alkatrészt be kell szorítani egy satuba, akkor azt vékony alumíniumba csomagolják, vagy alumínium tömítések közé teszik – abszolút nem történik semmi a menettel.
Az asszisztens
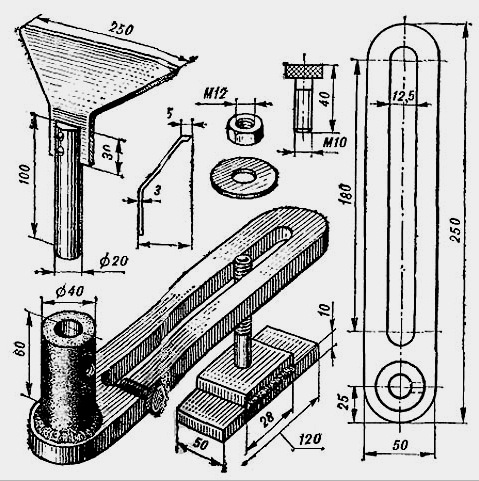
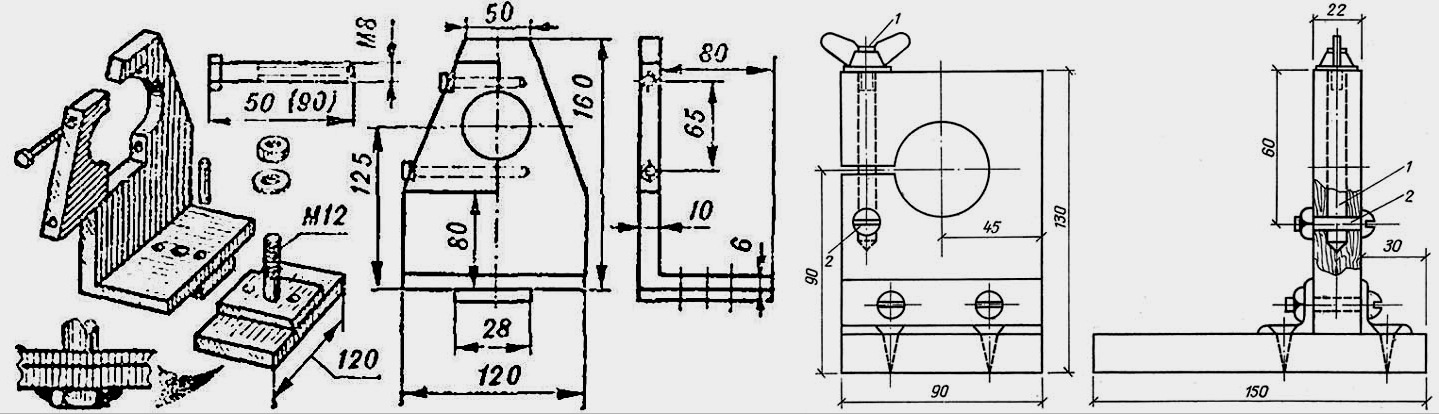
Egy ezermester házi készítésű eszterga rajzai
A véső legegyszerűbb eszköze egy deszkadarab, amelyhez faágat szegeznek / csavaroznak. De ez nem alkalmas finom munkára: az alakos részek hegyezése során el kell forgatnia a vágó polcát (ütközőjét) anélkül, hogy lazítaná maga a bilincs rögzítőelemeit és nem mozdítaná el. Ezért a kéznek forgóütközővel ellátott fémből kell készülnie, ehhez azonban nem szükséges egyedi megrendelésre esztergálás és marás; ábra rajzait lásd. jobb oldalon.
Tartó
Tehát eljutottunk az utolsó kérdésig: hogyan lehet biztonságosan rögzíteni a munkadarabot egy famegmunkáláshoz szükséges eszterga fejében? Figyelembe véve, hogy a fa könnyen elszakad, gyűrődik, szúródik, és az eszterga churasa néha elképesztő formájú.
A válasz erre a kérdésre nem olyan szörnyű, mint az ördög festése. Univerzális tartó – trident, pos. 1 az 1. ábrán. Ezzel szállítják például a háztartási famegmunkáló gépeket. említett UBDN-1. A szár vagy sima tokmány számára, vagy menetes, hogy tengelyre szerelhető legyen. A háromrészes tartó megbízhatóan tartja a 100-120 mm átmérőjű munkadarabokat, a kerekeket pedig 200 mm-ig. Csak egy hátránya van: nagyon nehéz a legjobb esztergát készíteni egy fa esztergához.

Fa eszterga munkadarab-tartók
Csavaros befogótokmány tiszta, apró munkákhoz (pl. Faüvegek esztergálása), poz. 2, általában nem lehet megtenni speciális felszerelés nélkül, de sikeresen helyettesíti a szorító tokmány, pos. 3. Ha éppen ellenkezőleg, egy nagy munkadarabot kell feldolgozni, amelynek helytelen konfigurációja van a vágásban, használjon egy előlapot, pos. négy.
A fa esztergálására szolgáló előlap 12-16 mm vastag bakelizált rétegelt lemeztől függetlenül is elkészíthető. Ebben az esetben az alátét 2 rétegből készül: ugyanaz a 1-1,5 mm vastag acéllemezből készült lemez a hátsó oldalról a rétegelt lemez körhöz van rögzítve. A rétegelt körben lévő tövisek furatait átfúrják, és a vésett tövisek helyett levágott körömhegyek helyezhetők el. A homloklemez anyájának a menetes tengelyszárra történő felszereléséhez üveg tárcsázható rétegelt lemez gyűrűkből és acél aljzatból is.
Végül egy 3-4 rétegű előlap alapján készíthetünk házi bütykös tokmányt fához, pos. 5. A bütykök biztosan nem állnak össze? Tehát a munkadarab pontossága még rosszabb. De értékes tálak, csészealjak stb. Élesre vághatja az értékes fa vágásait. olyan termékek, amelyeken nyoma sincs a feldolgozásnak.
Megjegyzés: A fa nyersdarabok tartóinak sokfélesége nem korlátozódik a leírtakra. Lásd például a videót arról, hogyan lehet mini esztergát készíteni koronatartóval a legkisebb famunkákhoz:
Videó: mini fa eszterga
Végül
A gép gyártása és a megmunkálása nemcsak az iparban különböző dolog. Ezért végül nézzen meg egy válogatott videót arról, hogyan lehet élesíteni a fát egy gépen, és hogyan lehet fából másoló gépet készíteni egy darálóból a tartóoszlopok esztergálásához:
")
")

