Argonhegesztés – minden, amit tudnod kell erről a folyamatról

A hegesztési varrat kis vastagsága lehetővé teszi még apró alkatrészek csatlakoztatását is
Szüksége van színes vagy ötvözött acél elemek csatlakoztatására? Az ilyen típusú munkáról, mint argonhegesztésről fogok beszélni. Megtanulja ennek a technológiának az összes tulajdonságát, és bónuszként számos ajánlást fogok adni, amelyek nyomán tökéletes alkatrész-hegesztést érhet el.

Az argonhegesztési technológia még könnyűfém kerekek javítását is lehetővé teszi
A folyamat jellemzői és ajánlásai annak végrehajtására
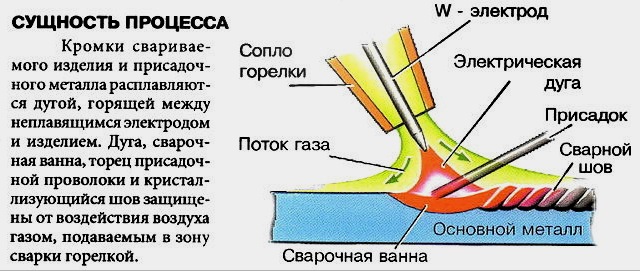
Az argonhegesztés megvédi az összekapcsolandó felületeket az oxidációtól. Ez biztosítja a csatlakozás magas színvonalát, és lehetővé teszi az olyan anyagokkal való munkát, amelyek nem felelnek meg a hagyományos hegesztőgépeknek.

A kapcsolatok erősek és tiszták
A munkákat automatikus, félautomata és kézi üzemmódban lehet elvégezni. A barkács argon hegesztés manuális üzemmódban történik, ezt figyelembe fogjuk venni. A technológia lehetővé teszi egy nem fogyó és fogyó elektróda használatát, az első lehetőség egyszerűbb és megbízhatóbb.
A volfrámot elektródként használják, nagyon tűzálló és lehetővé teszi az azonos és a különböző anyagok megbízható összekapcsolását.

Fontos előre meghatározni, hogy melyik nem fogyó elektróda a legmegfelelőbb a munka elvégzéséhez, minden anyagtípushoz megvan a saját módosítása
A technológia előnyei és hátrányai
A kérdés megértéséhez meg kell értenie, milyen előnyei és hátrányai vannak az argonhegesztésnek. Kezdjük a pozitívumokkal:
- Kiváló minőségű . A hegesztés során felmelegedő terület nagyon kicsi. Ez lehetővé teszi, hogy még a kis elemeket is hatékonyan csatlakoztassák deformációk nélkül. A varrás nagyon ügyesnek bizonyul – ez az egyik legesztétikusabb hegesztési típus, nézze meg a fotót, és nézze meg maga;

A TIG hegesztés tapasztalatával tökéletes hegesztési minőséget érhet el
- Komplex anyagok összekapcsolásának képessége . Ha rézet, alumíniumot vagy más színesfémeket kell hegesztenie, akkor az argonhegesztés az egyetlen lehetséges megoldás. És kombinálhat különböző anyagokat is, amelyek általában más technológiákhoz nem hozzáférhetők;

Az argonhegesztés lehetővé teszi a réz és rozsdamentes acél csövek egyszerű összekapcsolását
- Nagy sebességű munka . A nagy teljesítményű elektromos ív lehetővé teszi az elemek nagyon gyors csatlakoztatását. Ez jelentős előnyt jelent nagy mennyiségű munka esetében;
- Megbízhatóság. Az argon a levegőnél nehezebb inert gáz, ezért hegesztéskor megbízhatóan lezárja az ízület területét, kizárva a felület oxidációját és biztosítva az alkatrészek kiváló minőségű összekapcsolódását;
- A technológia egyszerűsége . Természetesen a hegesztés csak akkor lehetséges, ha rendelkezik bizonyos képességekkel, de nem nehéz elsajátítani őket, és rövid idő alatt mesterré válhat ebben a szakmában. Ha egy ideig szakember felügyelete alatt gyakorol, akkor gond nélkül elsajátítja az összes árnyalatot.

A munka nem nehéz, másfél hónap alatt elsajátítható
A munka elvégzéséhez oszcillátorral ellátott hegesztőgépre, speciális fáklyára és inert gázpalackra van szükség. A munkafolyamat-diagram az alábbiakban látható.
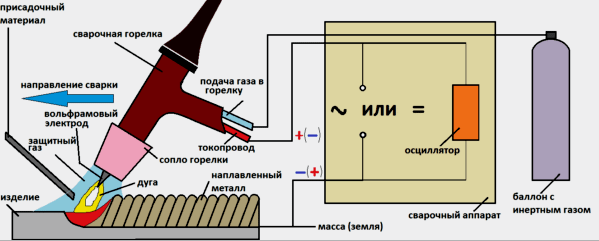
Úgy néz ki, mint az argonhegesztés felépítése
Ennek a technológiának hátrányai is vannak:
- Speciális felszerelések szükségessége . Néhány szabványos hegesztőgépet átdolgoz, de mivel nincs tapasztalatom ebben a kérdésben, mégis azt tanácsolom, hogy vásároljon speciális felszerelést a munka hatékony elvégzése érdekében;

A berendezés ára 15 000 rubel
- Erős felmelegedés a felületen . Ha nagy amperes ívvel hegeszt, akkor célszerű további hűtést alkalmazni az elemek túlmelegedésének megakadályozása érdekében;
- Az időjárási viszonyoktól való függés . A hegesztés során elegendő argonnak kell lennie a csomópontban, de a huzat és a szél miatt megduzzadhat, ami negatívan befolyásolja a varrás szilárdságát.
A munkafolyamat jellemzői
Az argonhegesztésnek számos fontos árnyalata van, amelyeket a legjobban előre meg kell vizsgálni:
- Az aktuális polaritás és irány . Ha alapacélokkal és azokon alapuló ötvözetekkel dolgozik, akkor közvetlen polaritású egyenáramot használnak. Az alumíniumot, a berilliumot és a magnéziumot legjobb fordított polaritással főzni, mivel az oxidfilm sokkal gyorsabban bomlik;

Az alumíniumot sokkal jobban hegesztik az áram fordított polaritásával.
- A munkakörnyezet folyamatos figyelemmel kísérése . Annak biztosítására, hogy a hegesztendő felületek ne legyenek telítve nitrogénnel és oxigénnel a környező levegőből, ellenőrizze, hogy a töltőhuzal és az elektróda folyamatosan argonatmoszférában van-e;
Az argonnak a teljes munkaterületet be kell fednie
- A paraméterek pontos beállítása . A DC-n végzett munka során nagyon fontos elvégezni a berendezés szükséges beállításait az anyag típusának, a használt elektródáknak stb. Minden mutató a berendezés használati utasításában található, alaposan tanulmányozza át az összes információt az áramerősség helyes beállítása érdekében;
- Helyes elektróda helyzet . A munka során a volfrámelektródát a lehető legközelebb kell tartani a hegesztendő felülethez, hogy az ívhossz a lehető legrövidebb legyen. Minél hosszabb az ív, annál kisebb a fém behatolási mélysége, ami negatívan befolyásolja a hegesztés minőségét;

Tartsa az elektródát a hegesztendő felülethez a lehető legközelebb
- Helyesen végezze el a munkát . Annak érdekében, hogy a varrás tökéletes minőségű legyen, egy mozdulattal kell dolgozni a varrás vonalán. Nincs cikk-cakk vagy keresztirányú mozgás, ettől a varrás hanyag lesz;
- Vezesse egyenesen a hegesztőhuzalt . A zseblámpa vezetése közben a huzal a szöget zárva áll előtte. Az elektróda közelében lévő argonfürdőben kell elhelyezni. Ne lengesse meg a huzalt, ez nagymértékben rontja a varrás minőségét.
- A munka végén fontos a kráter megfelelő hegesztése . Helytelen a munkát az ív megtörésével, a fáklya elhúzásával befejezni, ez nagymértékben gyengíti a varratot. Így van – engedje le az áramot reosztáttal, és forrassza be a krátert. 8-10 másodperccel a hegesztés befejezése után állítsa le az argonellátást, és a munka kezdetén a hegesztési helyet argonnal 20 másodpercig melegítik;

A végén a kráter hegesztésre kerül, és a gázellátás 10 másodperc múlva leáll
- Helyes előkészítés . Az összekapcsolandó felületeket meg kell tisztítani a szennyeződéstől és zsírtalanítani kell.
Kimenet
Megtanulta, hogyan történik az argonhegesztés. Az ajánlásaim segítségével biztosíthatja a munka tökéletes minőségét. Az ebben a cikkben szereplő videó segít még jobban megérteni a témát, és ha valamit nem ért, kérdezze meg a megjegyzéseket.



